Преимущества пайки в сравнении с другими способами соединения

Инструмент для снятия изоляции с проводов – стриппер
Существует несколько способов соединения проводов в распределительной коробке, однако минимальным переходным сопротивлением и монолитным соединением отличается только пайка и сварка. Спаять провода в домашних условиях может каждый желающий. Для сварки потребуется опыт и наличие специального сварочного аппарата.
Для проведения работ потребуется следующий набор инструментов:
- флюс;
- нож, предназначенный для удаления изоляционного материала;
- припой;
- бокорезы;
- паяльник;
- плоскогубцы или пассатижи;
- наждачная бумага.
Предварительно не подготовив весь необходимый инструмент и расходные материалы, приступать к работе нельзя.
Что требуется для пайки
Данный процесс не потребует специального оборудования, поэтому спаять под силу каждому человеку. Так, в ходе работы будут необходимы следующие инструменты и материалы:
- Электрический паяльник с мощностью не менее 80 Вт;
- Очищающие средства (флюс, канифоль, разведенная на их основе смесь);
- Подходящие к материалу провода припои;
- Деревянная или пластмассовая подставка;
- Напильник, наждачная бумага для заточки;
- Пассатижи или пинцет для удержания проводов;
- Спирт для обработки поверхности шнура;
- Изоляционная изолента;
- Термоусадочные трубки.
Выбор между канифолью и флюсом определяется наличием средства и некоторыми моментами. Так, пользоваться флюсом удобнее, так как провода обрабатываются быстро, но есть риск некачественной смывки и постепенного разъедания оболочки.


Припои подбираются с учетом материала проводника. Для пайки алюминиевых проводов лучше подойдут цинковые средства (ЦО-12, ЦА-15, П250А), а для работы с медью рекомендуются ПОС 40, 50, 60 из олова и свинца. Удобны припои с добавлением канифоли, что убирает необходимость очищения фаз.

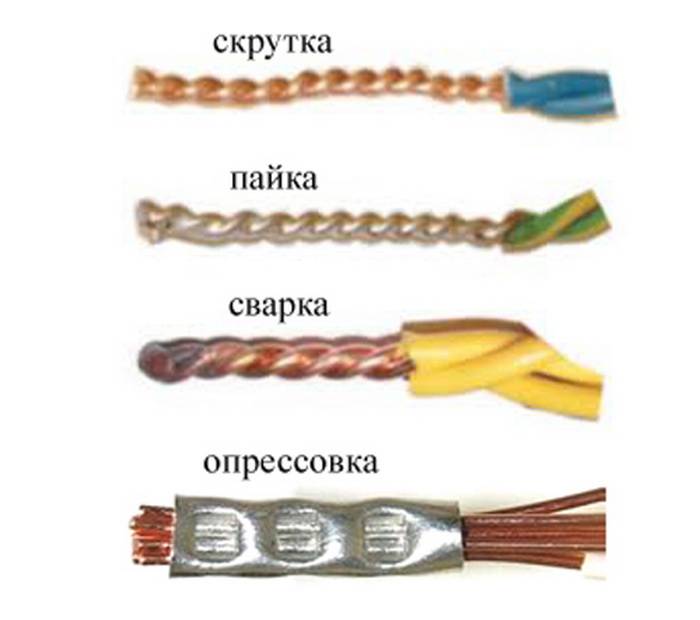
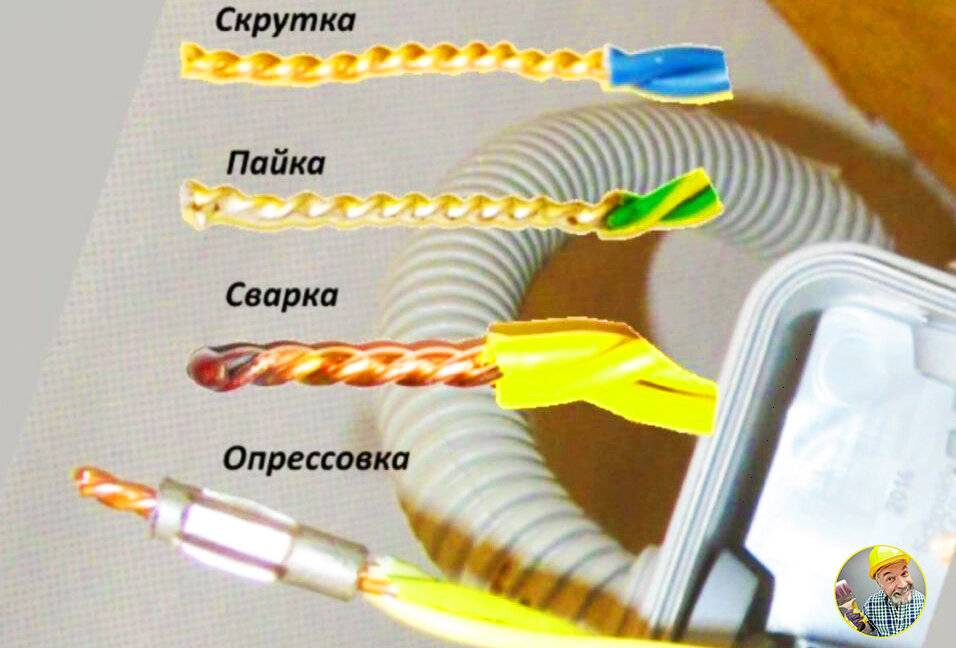
Способы соединения проводов
Существует несколько методов соединения электропроводов. Вы можете выбрать наиболее удобный и подходящий для вашего случая вариант.
Скрутка
Скрутка
В настоящее время соединение кабелей в распределительных коробках по методу скрутки запрещено – оно считается крайне ненадежным по сравнению с другими существующими вариантами. Выбирая скрутку, вы осознанно принимаете всю возможную ответственность на себя.
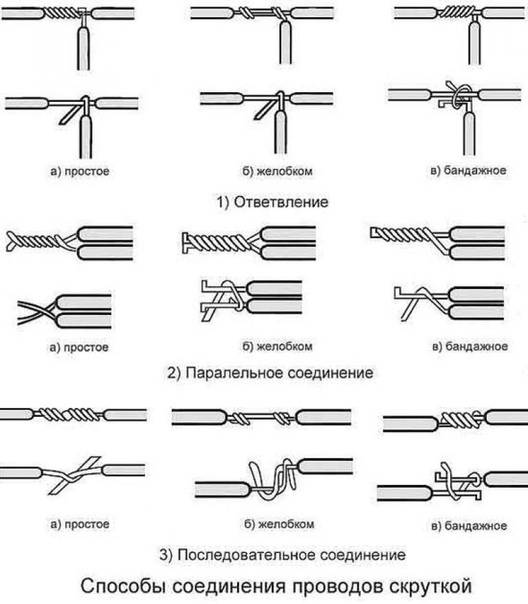
Как правильно делать сращивание и ответвление проводов с помощью скрутки
Само соединение выполняется предельно просто: с проводов счищается примерно 10 мм изоляции, а после они аккуратно накручиваются друг на друга. При соединении проводов диаметром до 1 мм выполняем не менее 5 витков, в случае скрутки более «серьезных» кабелей – от 3 витков.
Опрессовка
Инструмент для опрессовки
Популярный вариант соединения. Выполняется с использованием специальной гильзы по размеру пучка проводов. Материал гильзы также должен соответствовать материалу изготовления кабелей.
Для обжима изделия применяются пресс-клещи для опрессовки гильз. Народные умельцы нередко пытаются выполнить обжим с помощью пассатижей, однако профессионалы рекомендуют от такого варианта воздерживаться, т.к. соединение будет не таким надежным.
Работа выполняется в следующем порядке.
Снимаем с проводов изоляцию, ориентируясь на длину используемой гильзы.
Второй шаг
Скручиваем провода в пучок и вводим их в соединитель.
Обжимаем гильзу с проводами пресс-клещами.
Процесс опрессовки
Выполняем изоляцию готового соединения термоусадкой либо обычной изолентой.
Процесс опрессовки
Сварка
Сварка
После выполнения такого соединения получается по сути цельный провод, которому не страшны ни процессы окисления, ни другие негативные воздействия, характерные для разъемных способов.
Для соединения проводов по методу сварки нужно подготовить следующее:
- сварочный аппарат на 24В мощностью от 1 кВт;
- флюс;
- угольный электрод;
защитные средства (перчатки, маску/очки).
Работаем в таком порядке.
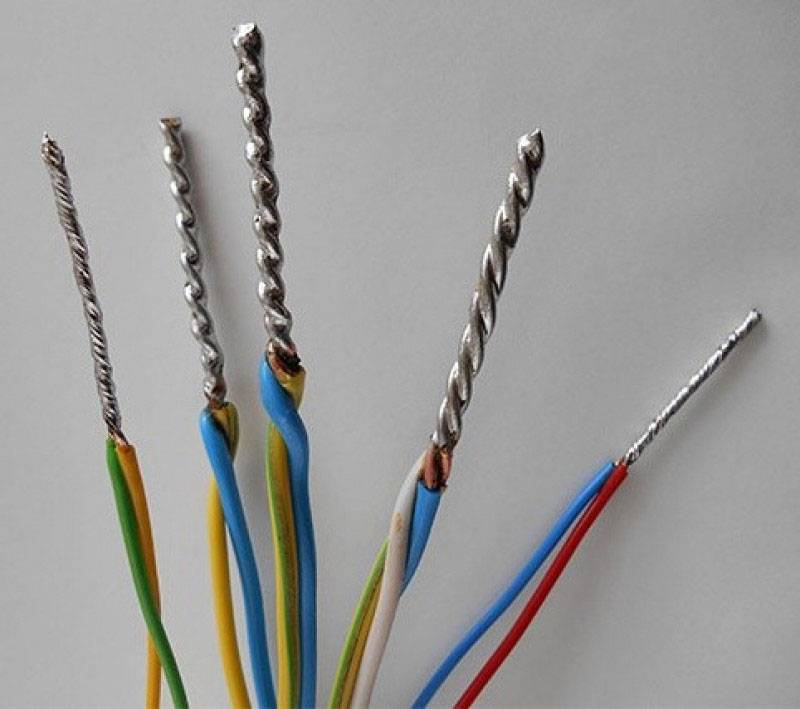
Снимаем с кабелей изоляцию и зачищаем жилы до блеска. Для этого используем наждачную бумагу.


Второй шаг
Соединяем провода по методу скрутки.
Насыпаем флюс в углубление нашего электрода.
Аппарат для сварки скруток ТС 700 2
Включаем сварочный аппарат, прижимаем электрод к кабелям и держим до образования шарика — т.н. «контактной точки».
Пятый шаг
Сварка
Очищаем полученную контактную точку от флюса и покрываем ее лаком.
В завершение нам остается лишь заизолировать готовое соединение.
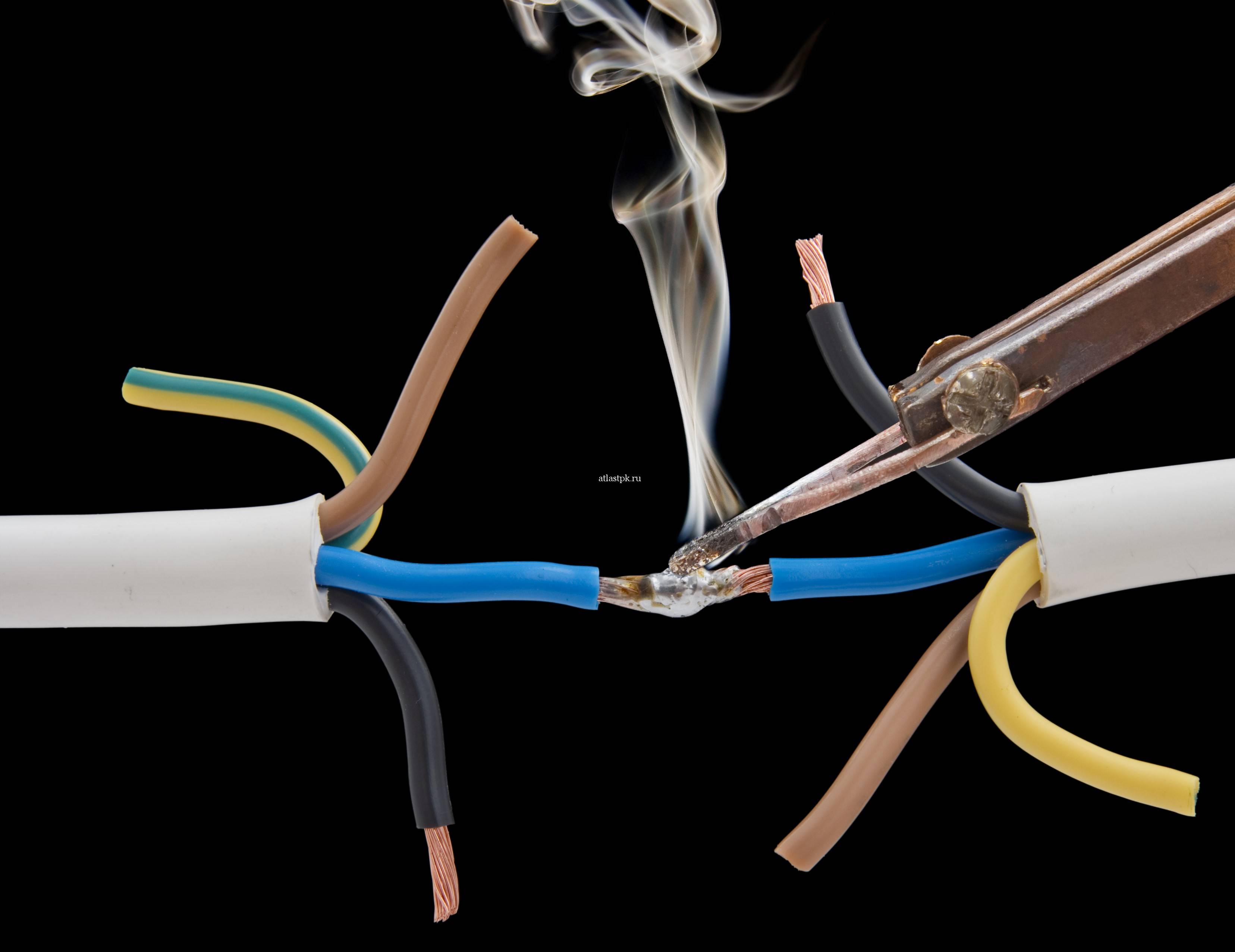
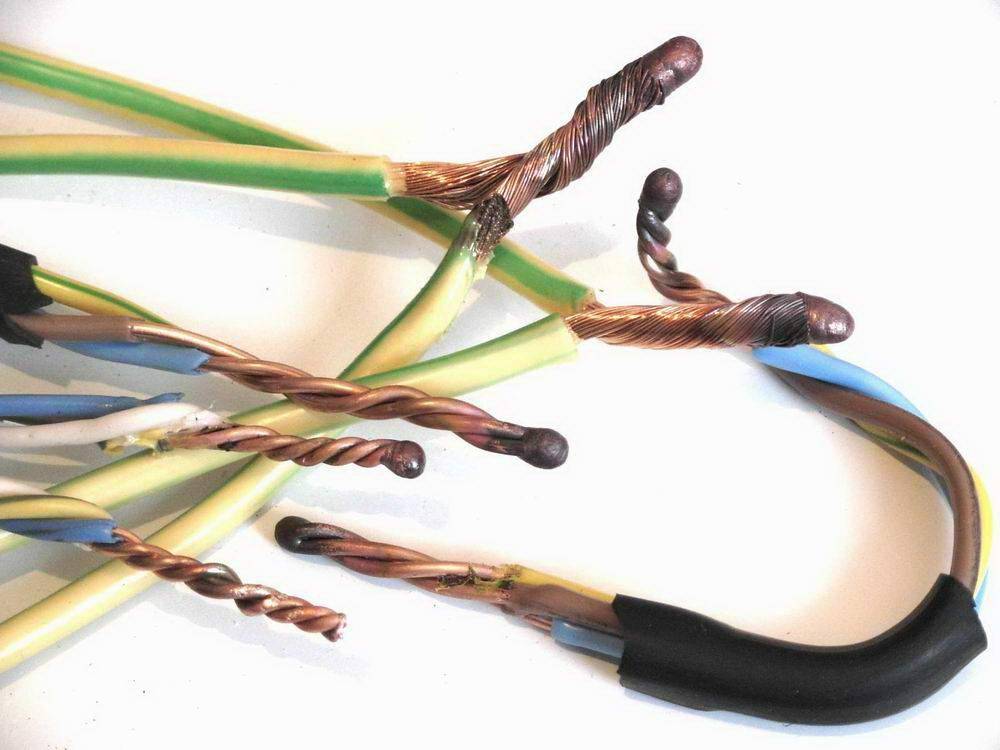
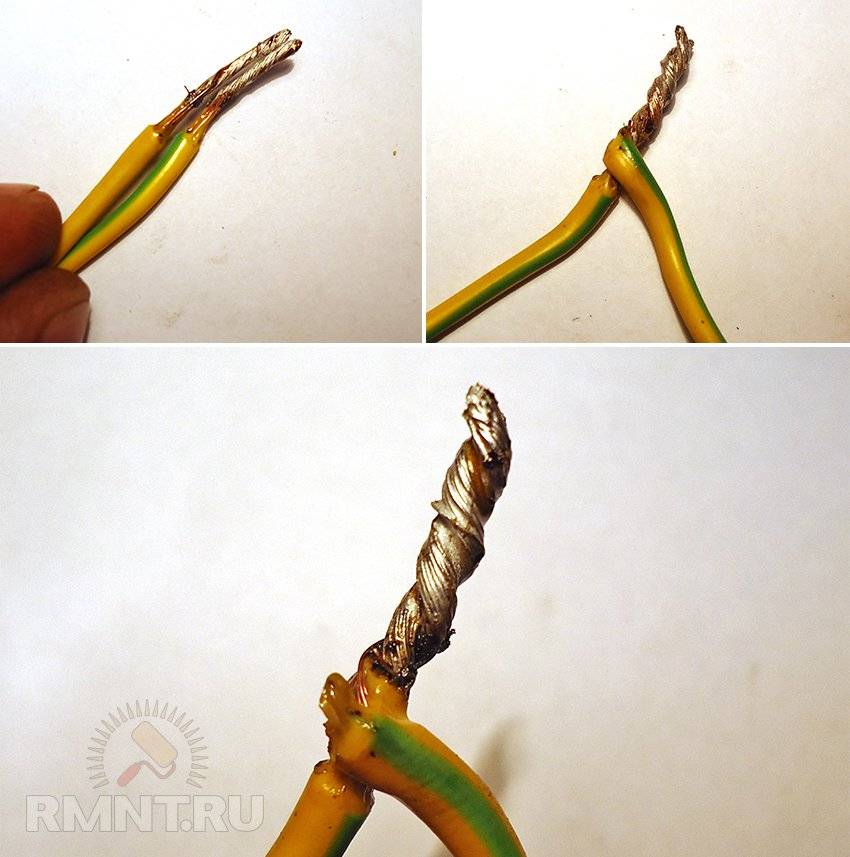
Пайка
Пайка
Порядок действий остается таким же, как и при соединении проводов сваркой. Отличие лишь в том, что кабели соединяются при помощи припоя, расплавленного паяльником. Расплавленный припой должен затекать внутрь скрутки.
Также не рекомендуется использовать пайку в местах возможных механических нагрузок на соединение.
Винтовые контактные зажимы
Отличный метод быстрого и простого соединения проводов в распределительной коробке. Компактные недорогие зажимы позволяют выполнять соединение как однородных, так и разнородных проводников.
Работа выполняется в два простых шага. Нужно сделать следующее:
- счистить с концов проводов примерно по 5 мм изоляции;
- вставить провода в зажим и затянуть винтом.
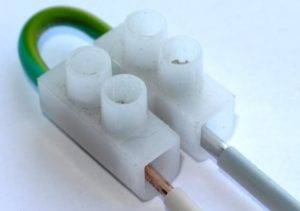
Болтовые соединения
Болтовые соединенияОконцевание проводов
Соединение надежное, но очень громоздкое. Подходит для таких же громоздких коробок старого образца. В современной коробке болтовое соединение может попросту не поместиться.
Работа выполняется в следующем порядке.
Второй шаг
Сверху надеваем на болт один из соединяемых проводов. Предварительно нужно счистить изоляцию и сформировать из кабеля колечко. Со вторым проводом заранее делаем то же самое.
Пятый шаг
Надеваем последнюю шайбу и затягиваем соединение гайкой.
Разумеется, болтовое соединение также нуждается в изоляции, которая не лучшим образом отразится на его размерах.
Методика использования УЗО
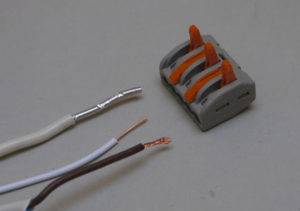
Самозажимные соединения
Наиболее современный и популярный на сегодняшний день вариант. Зажимы предельно просты в использовании. Помимо этого, внутри подобных соединений изначально присутствует паста, исключающая риск окисления металлов, что позволяет безо всяких опасений вставлять в клипсы разнородные проводники.
Работаем в таком порядке.
Самозажимные соединения
Первый шаг. Снимаем примерно по 10 мм изоляции с каждого провода.
Второй шаг. Поднимаем вверх рычажок клипсы.
Третий шаг. Вставляем проводники в соединитель.






Четвертый шаг. Опускаем вниз рычажок.
Зажимы без рычажков просто защелкиваются.
Самозажимные соединения
Как выбрать аппарат
Выбор аппаратов для сваривания проводников из меди проводится на основе следующих критериев:
- максимального сварочного тока;
- мощности;
- габаритов, веса;
- наличия предустановленных режимов работы.
В качестве источника питания для электродов может использоваться оборудование:
- трансформаторы;
- инверторы.
Трансформаторы
Для сваривания медной проводки достаточно использование регулируемых трансформаторов по току (нагрузка не менее 400 А), так как требуется кратковременный разогрев до +10800С. Работы нужно выполнять при подключении с прямой полярностью, так как при таких условиях обеспечивается стабильное горение дуги.
Сварка проводится сварочным током, подобранным в конкретных технических условиях. Важна возможность выполнять тонкую подстройку электрических параметров.
Инверторы
Сваривание проводов инвертором выгодно, так как он имеет компактные размеры, оптимальные предустановки параметров по току и напряжению, удобные регулировки. В отличие от трансформаторов, имеют компактные размеры.
Технология использования инвертора аналогична применению трансформатора. При выборе стоит учитывать наличие регулировок по току в диапазоне 40–200 А. Он позволяет упростить поджиг дуг, так как количество наводок и помех через источник тока минимально.

Можно ли сделать устройство для сварки из подручных материалов
Сварочные аппараты отличаются простой конструкцией. Поэтому не обязательно приобретать готовые сборки, особенно для проведения разовых работ.
Аппараты для сварки медных проводов конструктивно состоят из трансформатора, приборов контроля, регуляторов, зажима, массы.
В качестве основы необходимо использовать трансформатор. Можно взять готовый либо самостоятельно намотать, при условии наличия соответствующего оборудования и навыков. Число витков и сечение провода выбирается расчётным путём на основе входных и выходных параметров.
Основные требования к характеристикам трансформатора:
- понижающий трансформатор;
- диапазон выходных напряжений от 12 до 48 В;
- регулирование силы тока в пределах 40–150 А.
Прибор для сварки можно усовершенствовать, добавив функцию варки на напряжении переменного типа. Для этого потребуется установить диодный мост. С его помощью горение дуги станет стабильным.
Снаружи трансформатор следует защитить корпусом от попадания внутрь посторонних предметов, а также от поражения током оператора. К трансформатору следует подключить два провода: для держателя и для подключения массы. В качестве держателя рекомендуется использовать специальные зажимы, а в качестве массы — массивные пассатижи.
Рекомендации
Некоторые полезные советы уже были даны, но хотелось бы остановиться на некоторых дополнительных рекомендациях. К примеру, какое количество припоя нужно, чтобы пайка прошла качественно. Здесь точно сказать невозможно, но если припоя будет мало, то его не хватит для покрытия всего стыка. Если его будет много, то пайка получится в виде капли, что тоже недопустимо, особенно в системе прокладки (в пучке).
То же самое относится и к температуре паяльника. Если она низкая или слишком высокая, то пайка получается неблестящей и рыхлой с низкими качественными показателями. Это в полной мере относится и к количеству канифоли и припоя. Если канифоли больше чем припоя, то первый будет кипеть и разбрызгиваться, что очень плохо для соседних соединений и контактов.
Если все вышеперечисленное будет в норме, то припой сам равномерно распределиться по соединению. Форма пайки и ее прочность как бы сама собой сформируется. И еще один момент: пайка медных проводов (качество) – это их подготовка, то есть, лужение. Без этого процесс соединения не провести, ведь соединить медные провода в чистом виде можно или клепанием, или сваркой.

Новичкам можно посоветовать в первую очередь определить, через какое время паяльник перегревается. Если это минут десять-пятнадцать, то лучше приобрести дополнительно трансформатор с плавной регулировкой напряжения или электронный терморегулятор. Кстати, определить, что кончик паяльника перегрелся, можно очень просто – припой слетел с кончика жала, которое почернело (окислилось). Конечно, можно и не покупать дополнительные приборы, тогда в процессе пайки инструмент придется периодически отключать от сети. Хотя этот метод не самый лучший, потому что контролировать температуру в такой ситуации практически невозможно.
И последний совет в нашей статье – никогда не охлаждайте место пайки искусственно. Охлаждение должно пройти естественным путем. Не стоит на соединение дуть или прикладывать к нему мокрые предметы.

Соединение «на скорую руку» с большими последствиями
О последствиях от подобной «упрощенки» мы часто не задумываемся. Между тем, ненадежный контакт подведет в самый неподходящий момент, всегда может прекратиться подача питания потребителям/электроприемникам. От «бросков» напряжения происходит пробой элементов каскадов питания сложной бытовой техники СБТ. Не спасают от поломки даже специальные устройства защиты, применяемые в самых «навороченных» моделях зарубежных производителей.
Наводку коротких электромагнитных импульсов напряжением несколько тысяч вольт на электронную начинку вызывает «безобидное» искрение в местах соединений. При этом стандартное оборудование защиты, которым оборудуются сейчас квартиры (УЗО, автоматические выключатели, предохранители) подобные короткие слаботочные импульсы «не видят», поэтому от них попросту не срабатывают, а устанавливать для этого специальные устройства у нас не принято. Источники бесперебойного питания компьютеров тоже не стали панацеей от импульсов переходных процессов. Возникновение «тычков» вызывает сбои в работе электронной аппаратуры и компьютерной техники, приводит к выходу из строя электротехнических компонентов и дорогостоящих модулей функционала. К еще более катастрофическим последствиям приводит перегрев в месте плохого соединения, при прохождении тока ослабленный соединительный узел раскаляется докрасна. Нередко от этого происходят возгорания и пожары, наносящие владельцам помещений огромный ущерб. Статистика свидетельствует, что 90% всех неисправностей электропроводки возникает по причине скруток и плохих контактных соединений проводников. В свою очередь, сама неисправность электрической проводки и оборудования, по данным МЧС, является причиной одной трети пожаров, происходящих в России.
Однако так исторически сложилось, что несколько десятилетий назад в условиях дефицита электрофурнитуры/медных проводников скручивание алюминиевых проводов считалась основным способом, применявшимся в электромонтажных работах. Скрутка в качестве соединения может применяться в электрике при проведении ремонтно-восстановительных работ.









Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.

Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент
Важно, чтобы он хорошо прогревал медный материал и расплавлял припой
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.
Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.

Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Пайка проводов
Инструменты и флюс подобраны и готовы к работе, осталось выяснить, как правильно паять паяльником провода. Пока разогревается инструмент, подготовьте проводники, которые решили соединить. Для этого их нужно аккуратно зачистить от изоляции не очень острым ножом или специальным инструментом. Выполняя эту операцию, старайтесь не повредить жилы
Это особенно важно, если провод многожильный – перерезая отдельные проводки, вы уменьшаете общее сечение провода
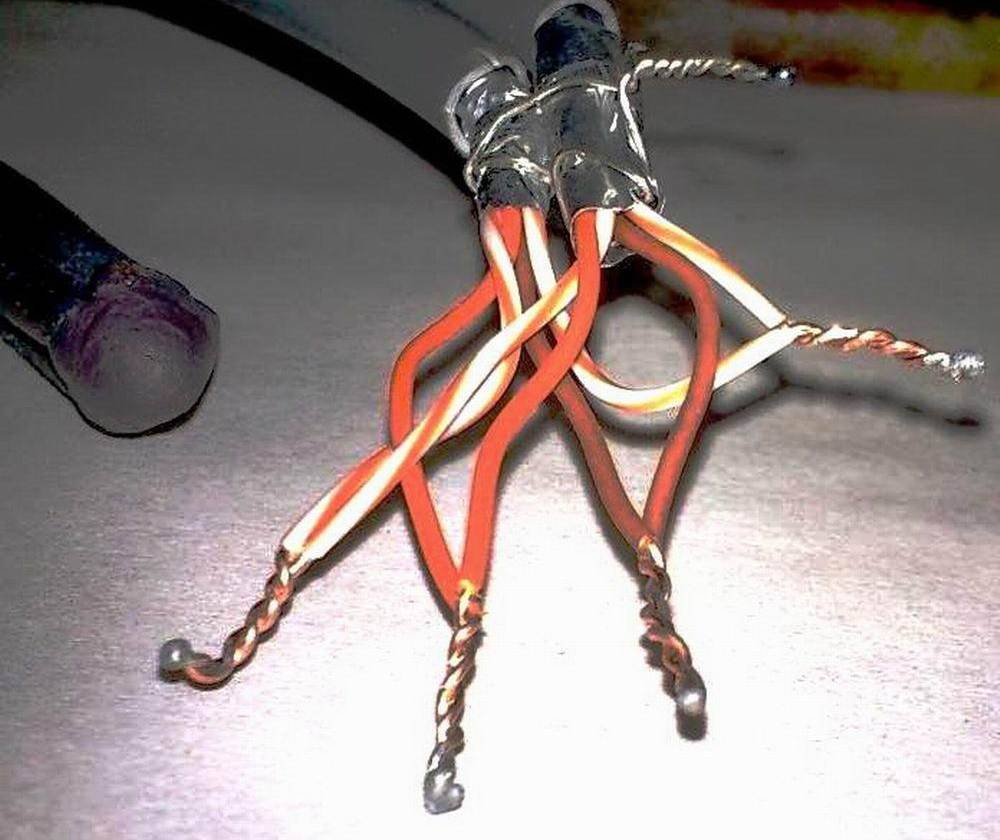
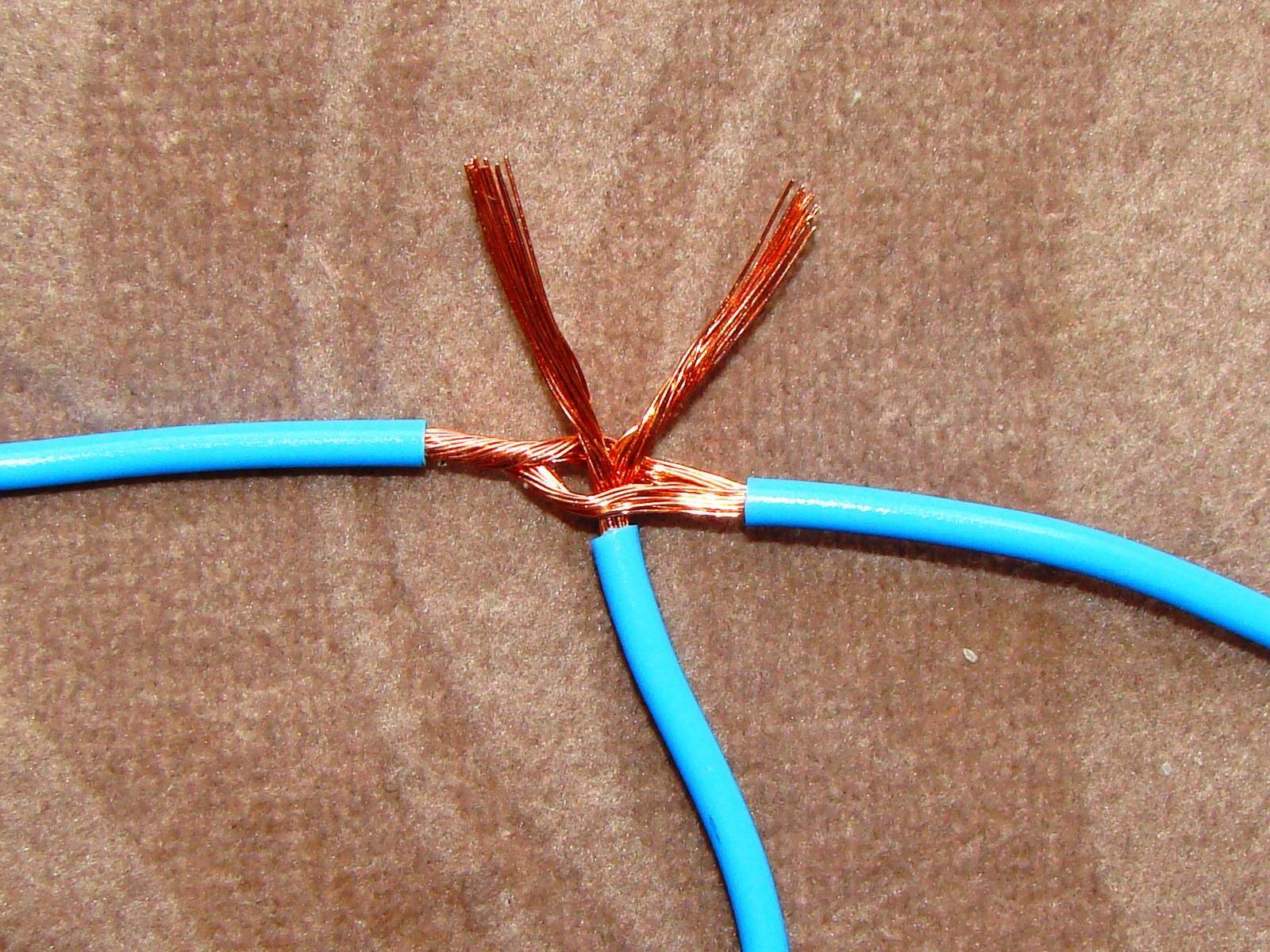
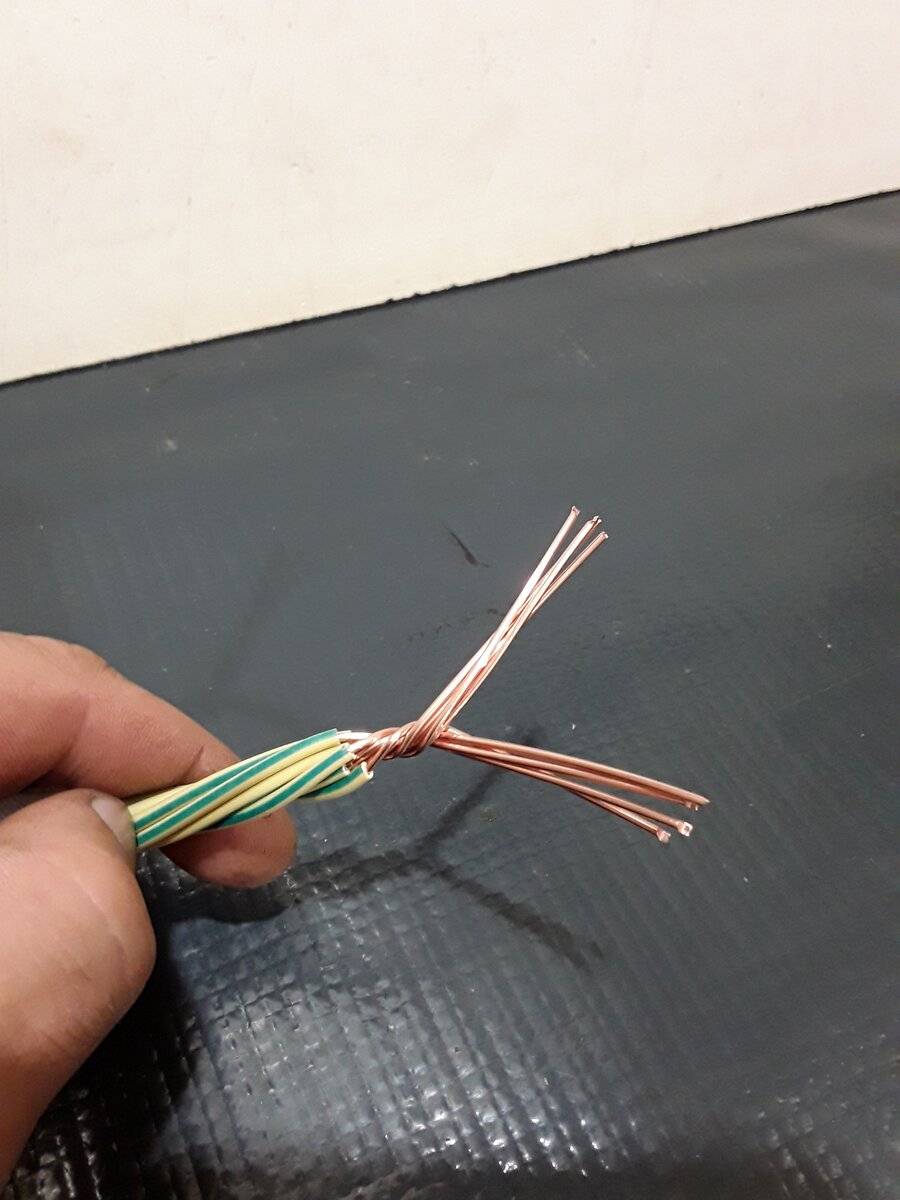
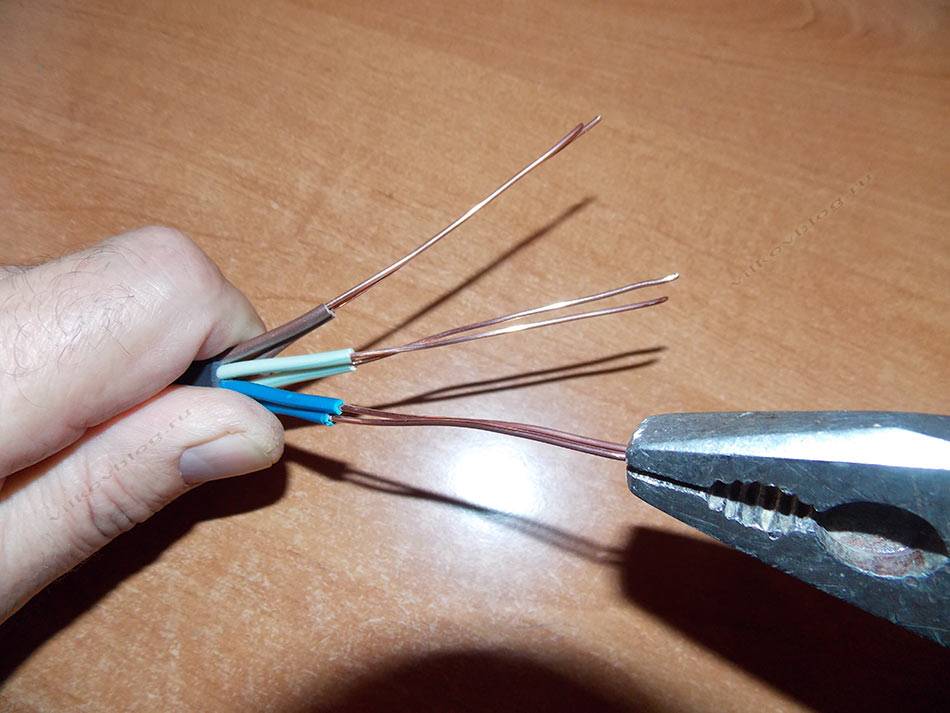
Осмотрите место зачистки. Жилы медные, а металл имеет яркий «рыжий» цвет? Предварительное облуживание не потребуется. Плотно скрутите провода между собой. Если проводник мягкий, а жилки тонкие, то это можно сделать руками. В противном случае воспользуйтесь пассатижами:

Подготовка многожильной проводки к пайке.
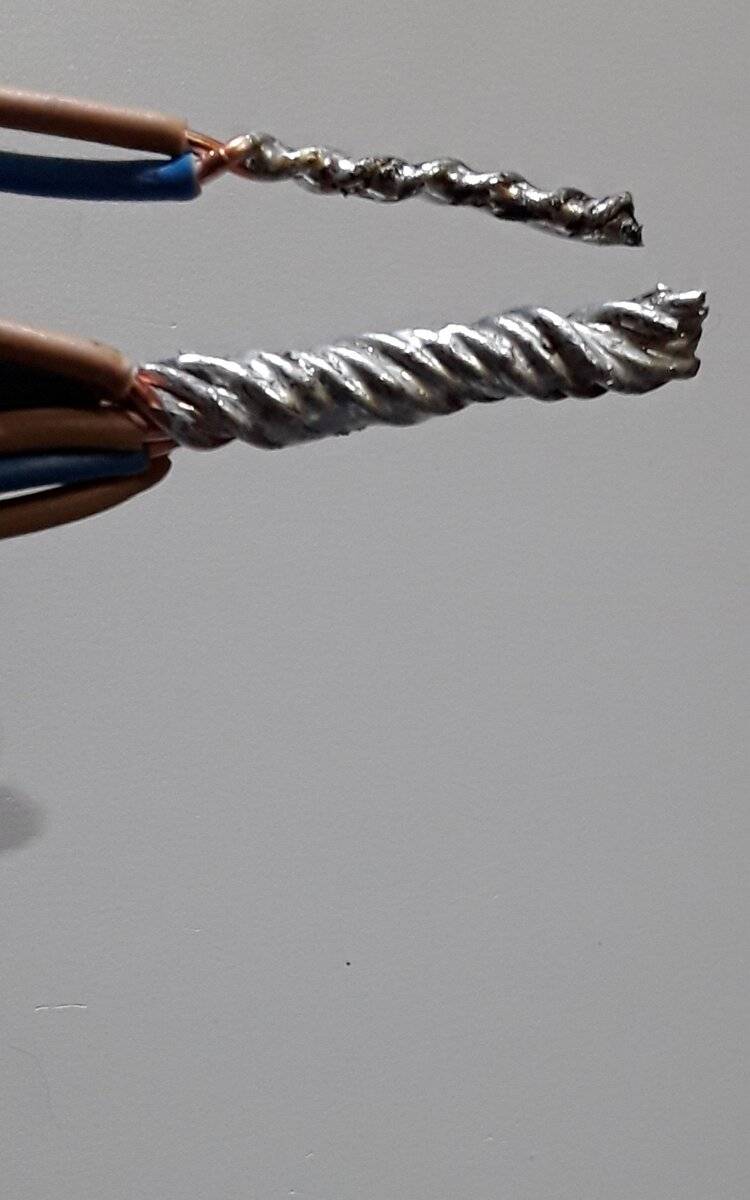
Теперь нужно нанести на место скрутки паяльный флюс. Если вы пользуетесь жидким, к примеру, раствором канифоли в спирте, то используйте кисточку. Если канифоль твердая, то просто положите скрутку на кусочек канифоли и прижмите ее разогретым паяльником до легкого вплавления в канифоль. Теперь самая ответственная операция. Слегка обмакните жало в канифоль, а затем сразу же возьмите на него немного припоя. Прикоснитесь паяльником к будущему месту пайки и грейте соединение до тех пор, пока припой не начнет растекаться по проводу. Равномерно распределите расплав по всей скрутке. В результате у вас должно получиться что-то подобное:

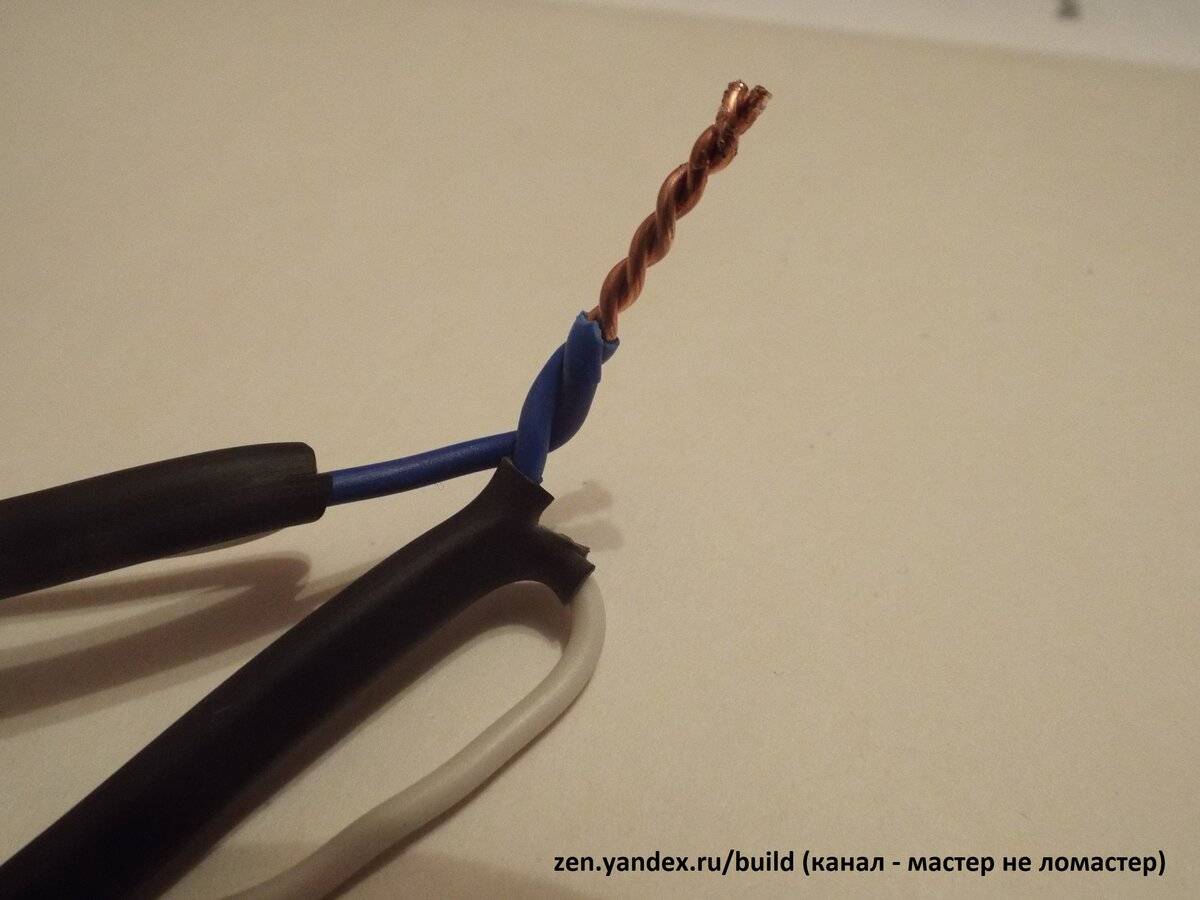
Качественно спаянные проводники.
Если результат несколько отличается, не расстраивайтесь – с первого раза может получиться не совсем эстетично. Главное – припой равномерно растекся по проводкам, хорошо их смочил и пропитал скрутку. Все равно недовольны? Повторите операцию – снова нанесите канифоль и прогрейте место соединения, добавив припоя или, напротив, убрав лишний. Точно так же поступают и с одножильной или смешанной проводкой.
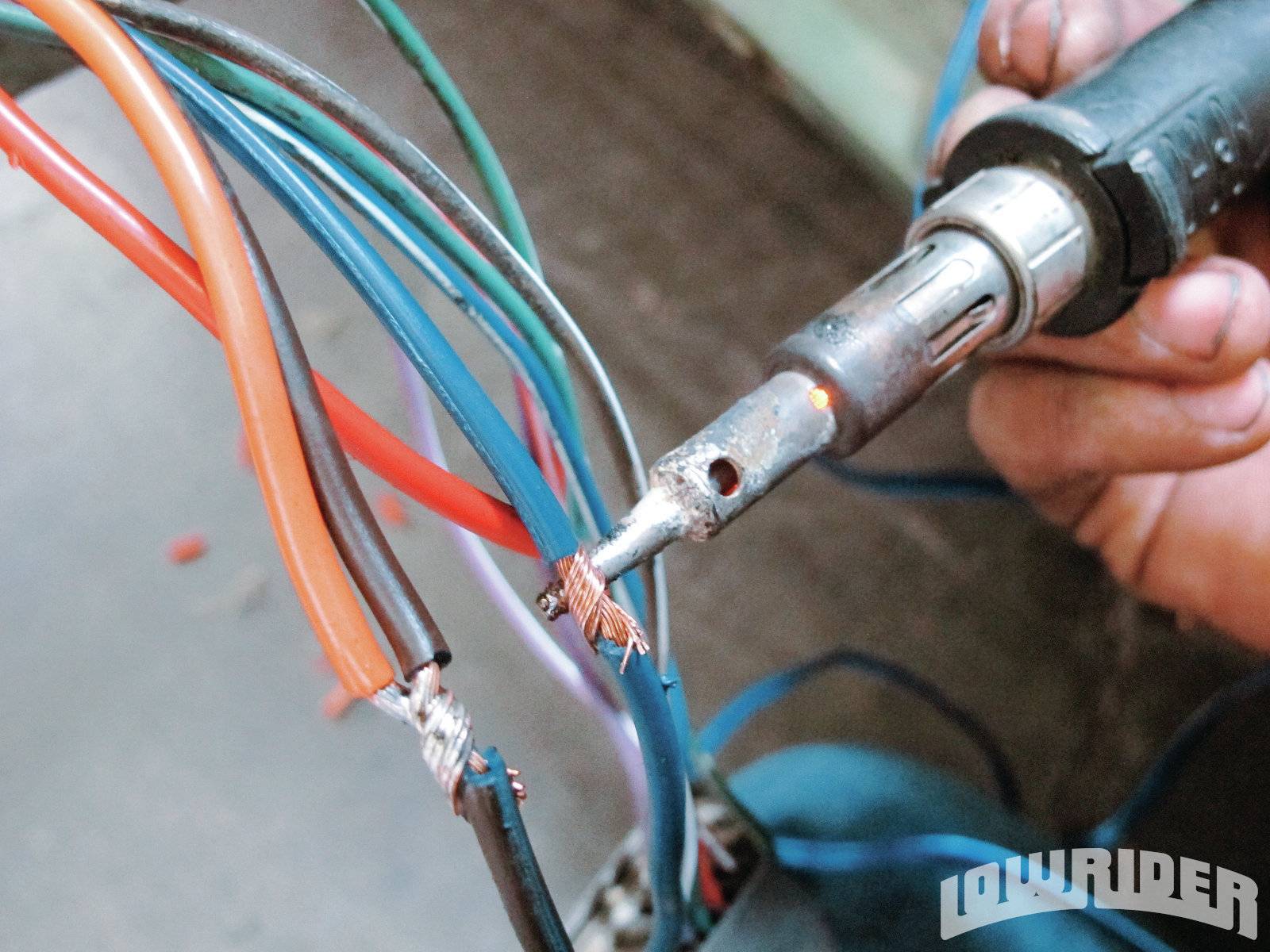
Теперь осталось решить вопрос как правильно спаять провода, если соединяемые проводки старые и сильно окислились. Прежде всего, постарайтесь качественно и до блеска зачистить жилки. Если провода одножильные, это несложно – достаточно ножа или мелкой наждачной бумаги. Но многожильный провод качественно зачистить не удастся, поэтому придется применить несколько иную технологию пайки паяльником – предварительное лужение с использованием кислотного флюса. Если такового под рукой не оказалось, воспользуйтесь таблеткой обычной ацетилсалициловой кислоты, именуемой в народе «аспирин».

Ацетилсалициловая кислота – отличный кислотный флюс для пайки.
Облуживание при помощи таблетки аспирина проводите в следующей последовательности:
- Освободите концы проводников от изоляции.
- По возможности зачистите окисленные провода до блеска.
- Если в проводнике много жил, плотно их скрутите между собой.
- Прижмите проводник к таблетке и прогрейте паяльником до появления дыма.
- Возьмите на жало немного канифоли, припоя и прогревая провод, хорошенько покройте его припоем, которого на жале должен быть минимум.
- Промойте облуженные концы проводов спиртом, чтобы удалить остатки кислоты.
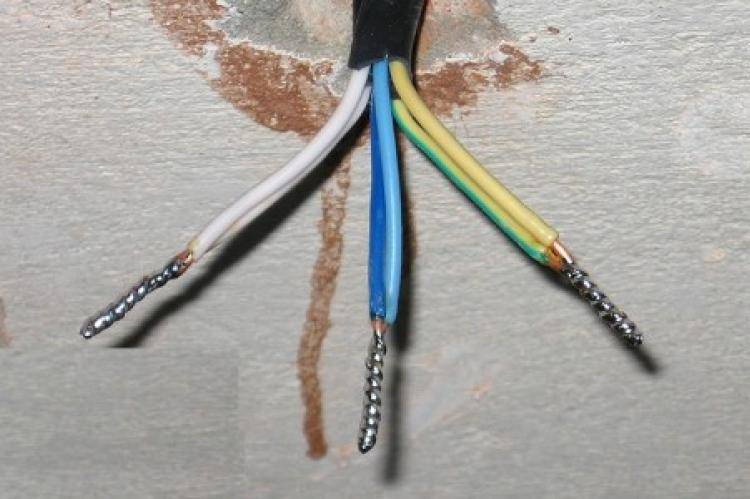
После всех этих процедур в вашем распоряжении окажутся два одножильных проводка, готовых к пайке обычным образом:

Облуженные провода, готовые к пайке.







Существует очень много способов соединения проводников. В этой статье поговорим об одном из самых надёжных – пайка проводов паяльником. Процесс этот тонкий и кропотливый. Если ни разу в жизни в руках паяльник не держали, то надо будет немного поучиться. Во-первых, нужен опыт и навыки в умении пользоваться паяльным приспособлением. Во-вторых, перед тем, как паять провода, необходимо соединить их в скрутку. В-третьих, понадобится специальный инструмент и материалы.
Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.

Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.
Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
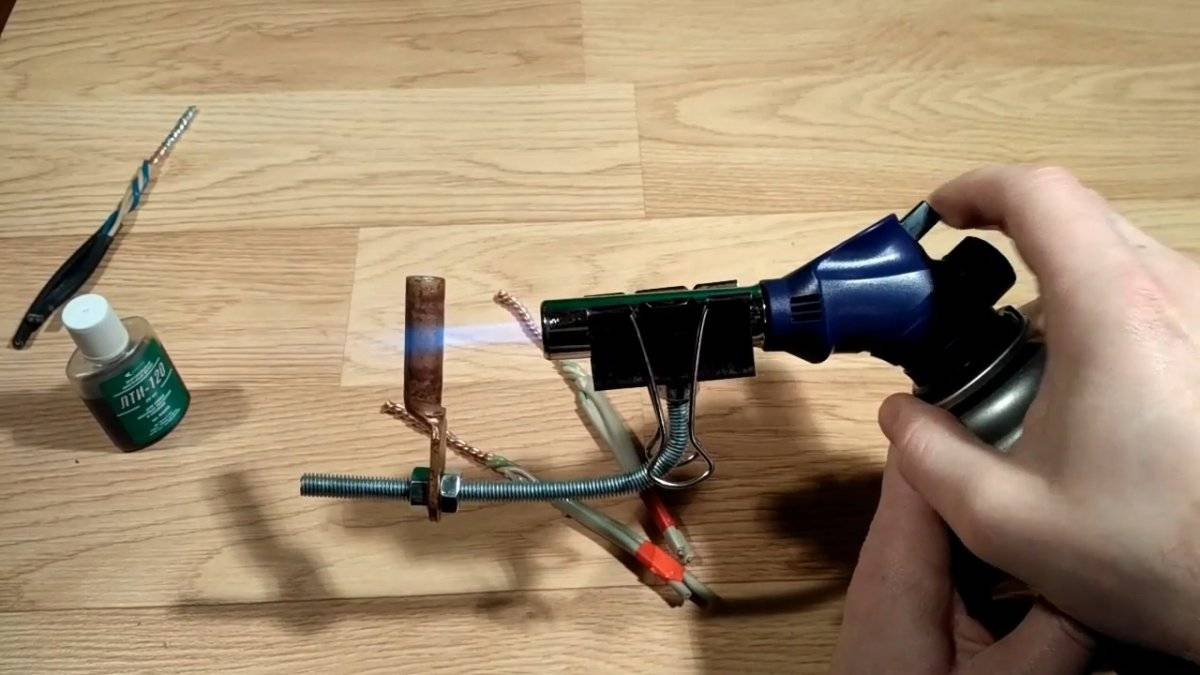
Технология работы газовой горелки для пайки
Такие аппараты как горелки, которые активно используются во время пайки, являются полезным инструментом, который используется для регулировки смешивания горючих газов, содержащихся в баллоне и кислорода. Главная цель такого инструмента (самодельной либо покупной) это получение во время выполнения работ стабильного, сильного пламени, нужной мощности.
Горелки делятся на два типа. Они бывают универсальными или профессиональными (специального назначения). При выполнении наплавки, при пайке, сварке, а также при обработке металлов (например, меди либо алюминия), применяется так называемый газопламенный способ, который предусматривает использование устройств с определенным назначением.

Главным преимуществом, которым обладают горелки, является то, что они способны практически в любую погоду, при сильном ветре, обеспечивать поддерживание стабильного сильного пламени. Особенно актуально их использование в тех случаях, когда возникает острая необходимость в проведении работ по пайке изделий на сильном ветру. Газовые горелки состоят из следующих элементов:
- форсунки;
- узла (к нему прикрепляются баллоны, в которых содержится газ);
- регулятора подачи газа;
- головки;
- редуктора.

Стоит отметить, что такое устройство может состоять из нескольких специальных, дополнительных элементов. Например, популярные производители дополнительно оснащают свои модели специальным зажигательным элементом, который называется пьезоподжиг. Также часто встречаются модели, которые оснащены специальными переходниками, системой защиты от ветра, специальными наконечниками.
В зависимости от параметров толщины, а также формы металлов, которые подвергаются обработке (медь, алюминий, латунь) используются разные виды горелок. Также такие приспособления для пайки могут отличаться между собой типом используемого во время работы газа.
Перед использованием газовой горелки ее сначала нужно проверить на наличие всевозможных неисправностей. Также перед проведением работ рекомендуется предварительно проверить разъемные, паяльные соединительные элементы устройства на предмет их герметичности. Кроме того, перед использованием прибор нужно провести диагностику на предмет герметичности соединения рукавов.
После выполнения диагностики можно устанавливать параметры рабочего давления газа, в зависимости от типа выполняемых работ (выполнения пайки труб сделанных из меди либо радиаторов изготовленных из алюминия). Затем следует на пол оборота приоткрутить вентиль, а потом зажечь горючую смесь. На следующем этапе необходимо отрегулировать уровень интенсивности исходящего пламени. Для этого используется вентиль либо редуктор.
Необходимые инструменты и материалы
Перед тем, как спаять два провода, надо для начала приобрести все необходимые материалы, а также запастись самым главным приспособлением – паяльником.
Паяльник
Устройство это представляет собою нагревательный прибор, с его помощью разогревают припойный сплав и поверхности деталей, которые необходимо припаивать. Он имеет три основные части:
- ручка (её делают деревянной либо пластмассовой, она не греется в процессе работы);
- нагревательный элемент;
- рабочий элемент.
Паяльники бывают разных типов:
- Электронагревательный. Рабочей частью такого инструмента является кончик медного жала, которое разогревается с помощью нагревательного элемента. Температура жала достигает 300 градусов, при этом он не сильно мощный (от 60 до 100 Вт).
- Газовый. По принципу действия этот паяльник похож на обыкновенную газовую горелку, место, где должна производиться спайка, нагревается при помощи открытого пламени.
- Термовоздушный. Место пайки разогревают потомком горячего воздуха.
- Молотковый. У этого паяльника рабочей частью также является жало из меди, но по форме оно напоминает массивный молоток. Разогрев происходит при помощи открытого пламени либо за счёт встроенного электронагревательного элемента.
Наибольшее распространение получил электронагревательный паяльник для пайки радиодеталей и проводов.
Припой
Главным материалом в процессе пайки является припой. Он представляет собою сплав нескольких металлов, который имеет более низкую температуру плавления, чем у металла соединяемых элементов. Такие сплавы делают из олова, кадмия, серебра, меди, свинца, никеля.
Паять медные провода желательно сплавом марки ПОС-60. Буквы ПОС обозначают, что данный припой из олова и свинца. Цифры показывают, сколько процентов олова содержится в припое. Конечно, лучшим припойным материалом считается чистое олово, но это дорого, его применяют в исключительных случаях.
Форма выпуска припоя бывает разная – в гранулах, пастах, слитках, порошке, фольге или проволоке.
Как пользоваться припойным сплавом? Его греют выше температуры плавления и, когда он достигнет расплавленного состояния, прикасаются к твёрдым поверхностям соединяемых элементов. В этот момент начинаются химические и физические процессы. Припойный сплав растекается по металлическим поверхностям, проникая между ними во все зазоры.
Имейте в виду! Перед тем, как припаять алюминиевые провода, вам потребуется найти специальный припой. Для этого металла больше подойдут сплавы на основе цинка ЦО-12 (цинк с оловом) или ЦА-15 (цинк с алюминием).








Флюс
Чаще всего в качестве флюса используют смесь органических и неорганических веществ, с помощью которой подготавливают поверхности для пайки. Это может быть канифоль, ацетилсалициловая или ортофосфорная кислота, нашатырь или соль бура.
Самым распространённым флюсом считается канифоль. Некоторые используют кислоту для паяния, но она уступает канифоли по своим качествам. Хотя применять кислоту гораздо проще, намочили в ней кисть и нанесли вещество на соединяемые поверхности. С канифолью немного сложнее, нужно уложить в неё жилу, паяльником нагреть, тогда смола начнёт плавиться и обволакивать проводок.
Иногда используют припой, который представляет собою тонкую проволоку, заполненную внутри канифолью. Конечно же, это делает процесс более быстрым и удобным, достаточно будет только брать нагретым паяльником припой и наносить на соединяемые поверхности, отпадает необходимость в обработке каждого провода канифолью отдельно.
Другие инструменты
Также для того, чтобы сделать спайку проводников, потребуются:
- Место для работы, его надо покрыть материалом, которому не страшны будут капли расплавленного припоя. Подойдёт металлический стол либо какая-то подставка из металла или дерева, когда работы необходимо выполнять, например, в распределительной коробке.
- Подставка для паяльника (она должна быть надёжной и удобной).
- Кусочек влажной ткани или губка для протирки жала паяльника.
- Напильник. Перед применением паяльника, нужно будет сначала зачистить его жало, на нём не должно оставаться следов нагара, тогда пайка пойдёт легко.
- Нож либо специальное приспособление для снятия с проводов изоляционного слоя.
- Пассатижи.
- Наждачная бумага.
- Спирт.
- Изоляционная лента (или термоусаживаемая трубка).
Как это происходит
С помощью пайки пространство между двумя проводами заполняется расплавленным припоем, что позволяет надежно соединить проводники без риска возникновения замыкания. Важным моментом является выбор подходящей температуры – достаточной для плавления припоя, но ниже градусного режима жильной фазы.

Качественно спаянные проводники могут прослужить долгие годы, поэтому данный способ пайки проводов практикуется при ремонтировании стереосистем, наушников и других комплектующих к компьютеру и мобильному телефону, бытовой техники, проводки, осветительных приборов и многого другого.

Выбор мощности паяльника
Для качественной пайки нужен достаточно мощный паяльник, не менее 65 Вт. Медь является очень хорошим проводником тепла, поэтому эффективно отводит тепло от области пайки. Маломощный паяльник не успеет нагреть место скрутки до того, как начнет плавиться изоляция проводов, а недостаточный прогрев может привести к так называемой «холодной пайке». Слабо разогретый припой имеет низкую текучесть и не способен равномерно покрыть всю спаиваемую область. При застывании он будет иметь матовую, зернистую поверхность, низкую прочность. Спаянные таким образом проводники будут иметь высокое переходное сопротивление и, со временем, потеряют контакт между собой. Паяльник должен прогреть место спайки за время не более 1 минуты. Поверхность припоя после застывания должна быть гладкой и иметь равномерный блеск.
Технология пайки и лужения

Простой способ лужения
Приступая к пайке или лужению проводов, важно последние разместить горизонтально таким образом, чтобы жало паяльника беспрепятственно касалось всех сторон. Некоторые «специалисты» рекомендуют размещать токопроводящие жилы вертикально, но делать это не стоит, поскольку капли припоя могут начать растекаться
Перед облуживанием провода нагревают паяльником и параллельно касаются места нагрева кусочком канифоли до тех пор, пока она не начнет плавиться. Если используется жидкий флюс, его наносят предварительно еще до начала нагрева. После лужения провода скручиваются.
Технология пайки немного отличается, поскольку здесь требуется большее количество припоя. На токопроводящие жилы наносится флюс и паяльником прогревается до равномерного распределения расплавленной капли. В случае необходимости процедуру можно повторить.




