Техника безопасности
Любые производственные процессы требуют соблюдения техники безопасности
Особенно важно следовать всем правилам в работе, связанной с высокой температурой и электричеством
К сожалению, не каждый человек в полной мере оценивает риски процесса паяльных работ. А ведь банальное соблюдение правил безопасности позволяет обеспечить защиту от термических ожогов и удара током. А самое главное – при правильном использовании паяльника предотвращается риск возникновения пожара.


Прежде чем приступать к пайке металлических элементов, необходимо убедиться, что кабель питания паяльника исправен. Жало ни в коем случае не должно соприкасаться с проводом и другими предметами, подвергающимися воздействию высокой температуры. В процессе работы необходимо откладывать паяльник на специальную подставку. Категорически запрещается касаться корпуса прибора и уж тем более хватать его голыми руками.


Как говорят мастера, правильно паять – значит, паять безопасно. Каждый процесс пайки преследует 2 фактора опасности:
- высокий уровень температуры;
- опасные газы, выделяемые при нагреве проволоки и флюса.


Далее предлагается познакомиться с основными правилами техники безопасности, которые должен соблюдать каждый специалист, будь то опытный профессионал или же начинающий мастер.
Прежде чем подключать устройство к розетке, необходимо внимательно его смотреть. Проверить, чтобы не было каких-либо механических повреждений. Убедиться, что кабель и вилка целые, а жало крепко зафиксировано у основания ручки.
Так как в процессе пайки выделяются вредные для здоровья газы, необходимо, чтобы рабочее место имело хорошую вентиляцию. В идеале это должно быть помещение, оснащенное вентиляционной вытяжкой.
Ни в коем случае нельзя нагромождать рабочее место разными инструментами и материалами
Под рукой должны присутствовать только те предметы, которые требуются для выполняемой работы.
Откладывать паяльник во включенном состоянии необходимо на специальную подставку, которая прочно фиксируется на рабочей поверхности.
Во время припоя крайне важно защищаться от брызг флюса. Для этого необходимо использовать защитные перчатки, очки и щиток.
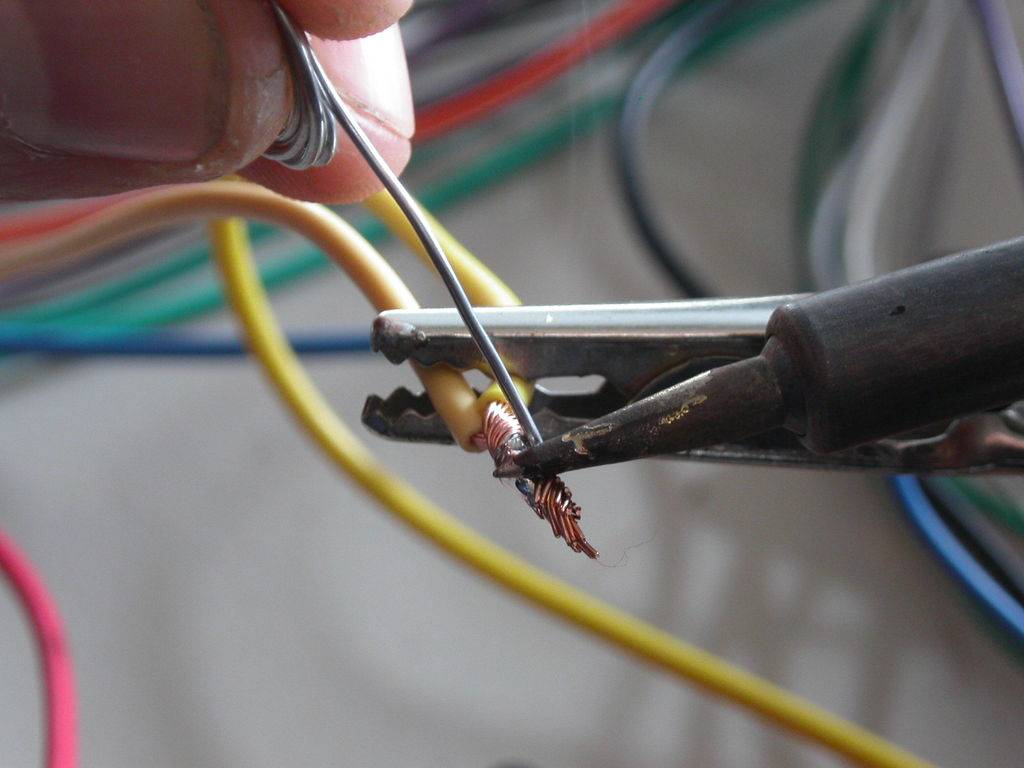
Чтобы соединяемые детали не сдвигались, следует использовать только специальные инструменты: пинцет, зажим, «третья рука».
Категорически запрещается прижимать спаиваемые элементы руками, нагретым корпусом паяльника или массивными предметами.




Суть пайки
Собственно, что такое пайка? Это соединение проводников (например, проводов или провода и дорожки на плате) с помощью легкоплавкого припоя
Звучит просто, на самом деле принципиально важно обеспечить два момента:
- надежное соединение, чтобы хороший контакт был постоянно,
- достаточную площадь соединения, чтобы место пайки не перегревалось (актуально для силовых цепей).
Однако стоит отметить, что сам припой имеет высокое удельное сопротивление. Поэтому необходимо, чтобы толщина покрываемого слоя была небольшой, а площадь покрытия наоборот больше. Также отметим, что чем толще проводник (например, провод), тем большую площадь нужно покрывать.
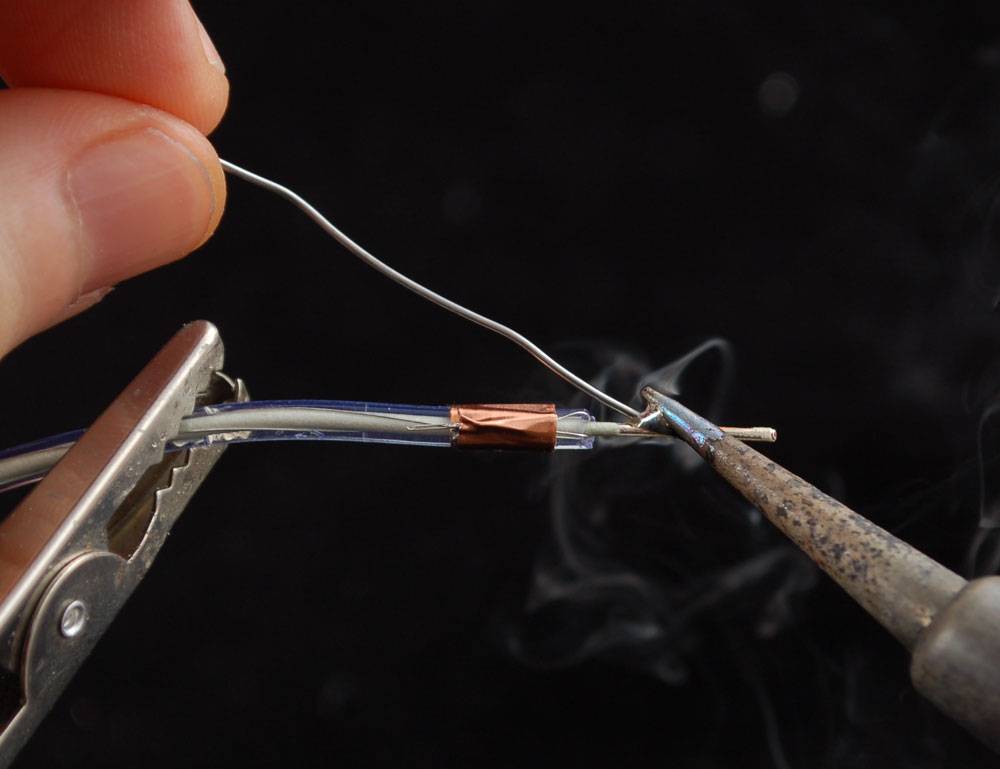
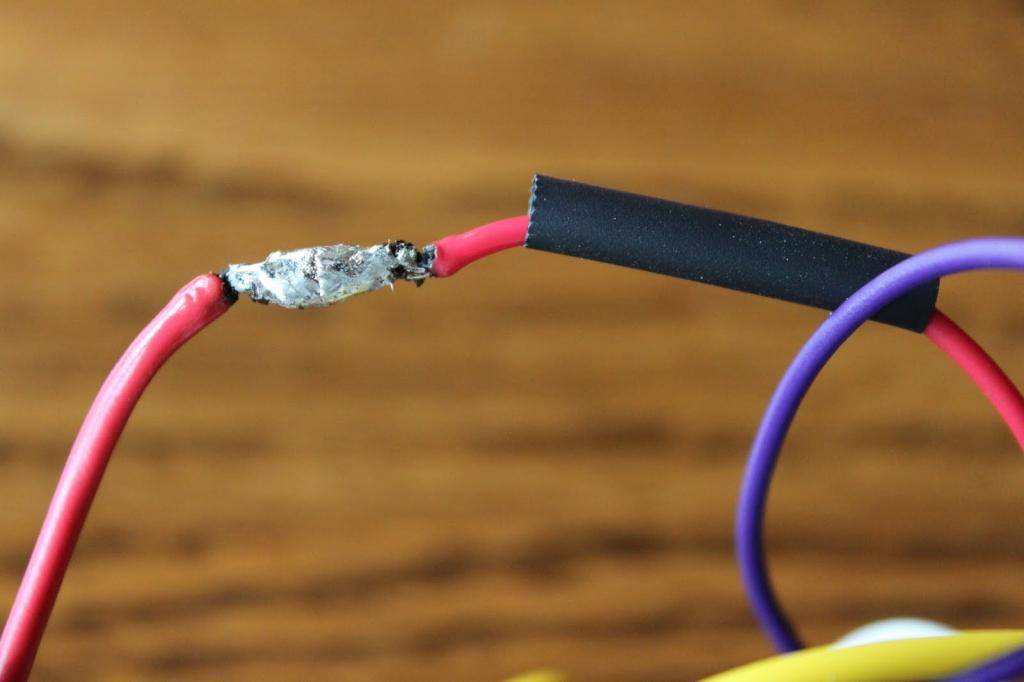
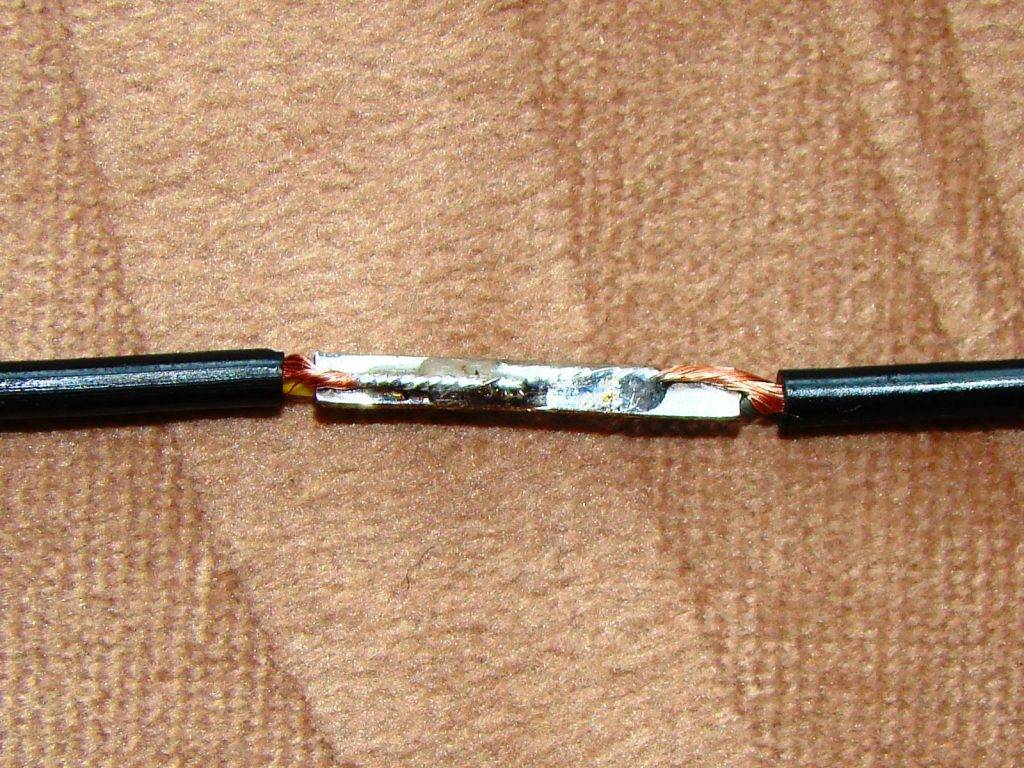
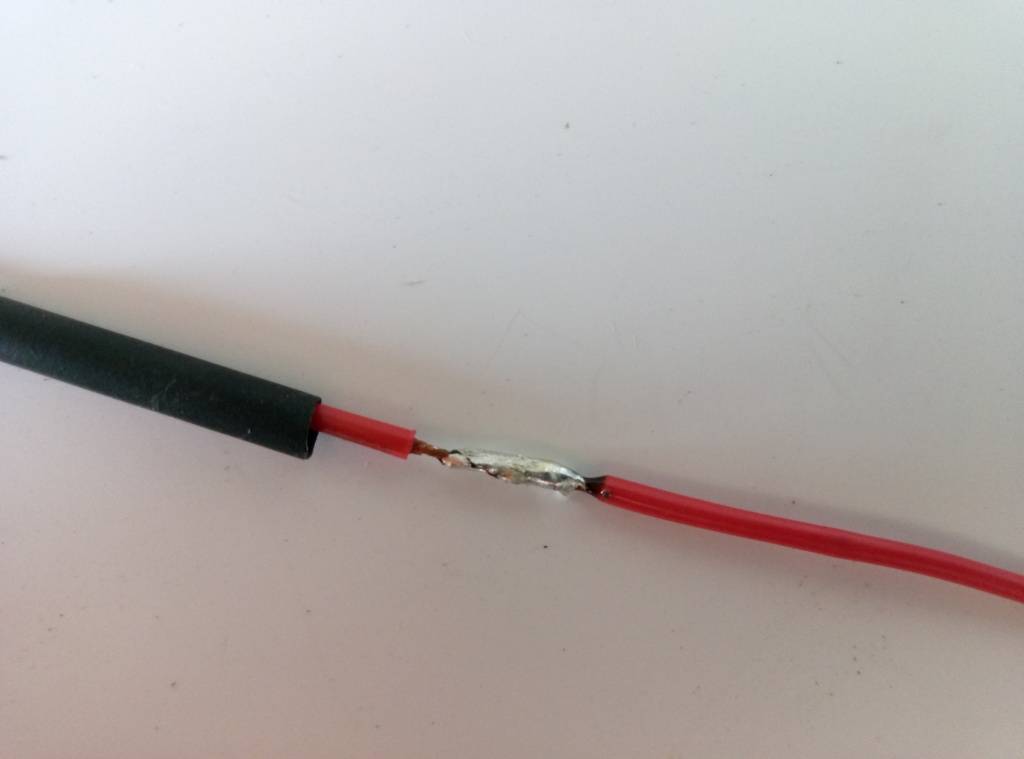
Пайка одножильных проводов
Одножильные провода сложны в пайке тем, что они массивные. Например, витую пару намного сложнее спаять, чем многожильные провода от блока питания. Поэтому, будем использовать второй метод пайки.
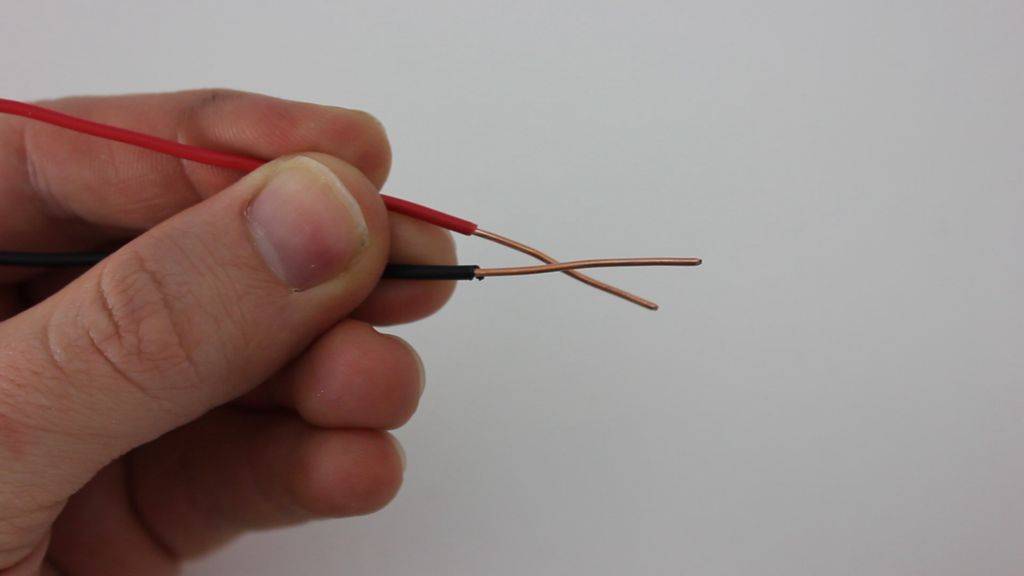
Удаляем изоляцию с проводов.
Залуживаем повода по очереди. Главное не медлить, и паять быстро. Время пайки не дольше секунды. Каплей припоя пройдитесь с одного конца на другой.
Бесполезно повышать температуру выше 300 °C. Наступит перегрев и канифоль начнет испаряться быстрее.
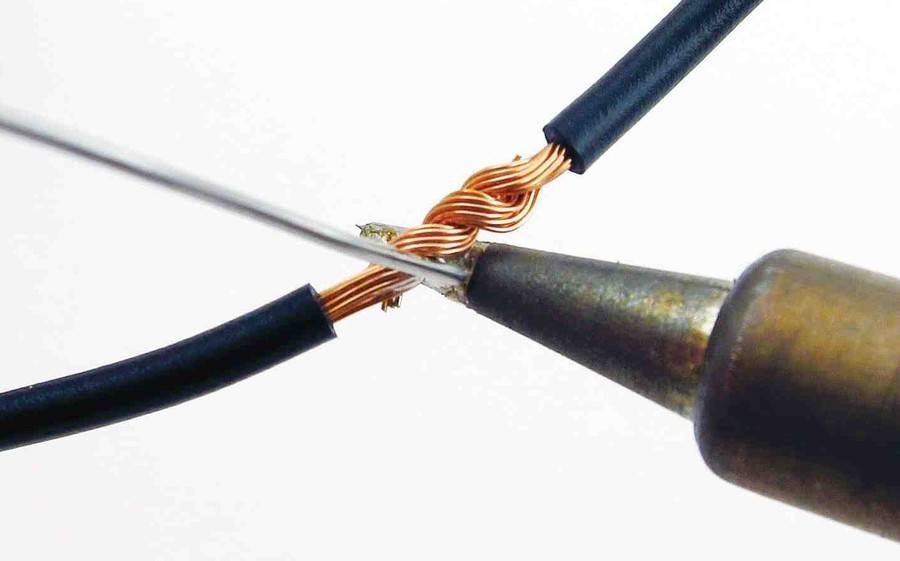
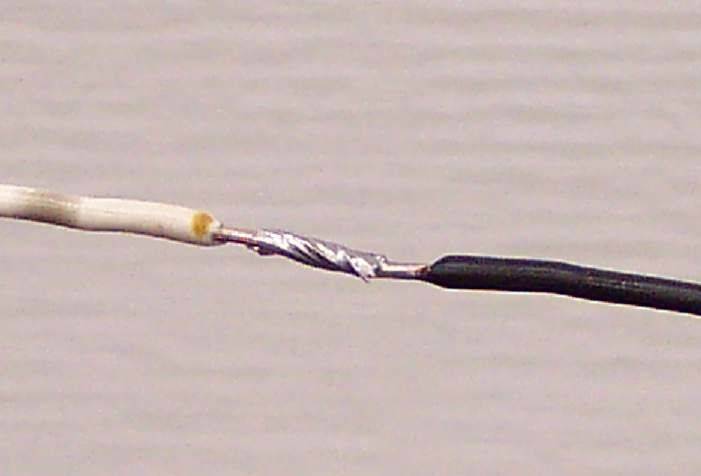
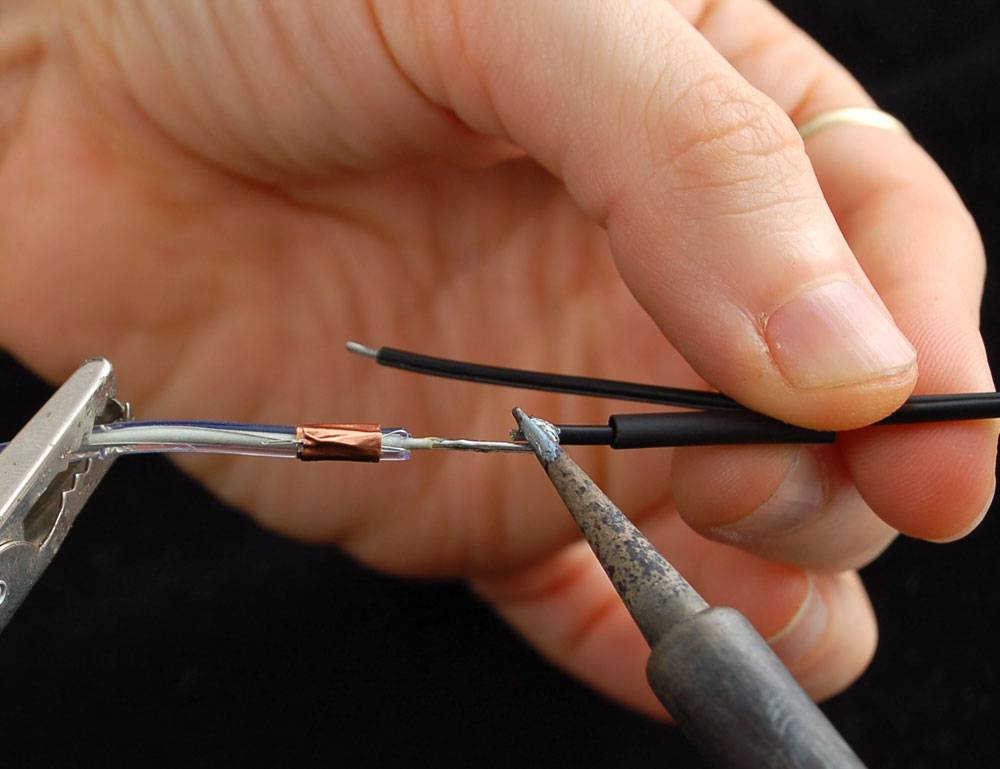
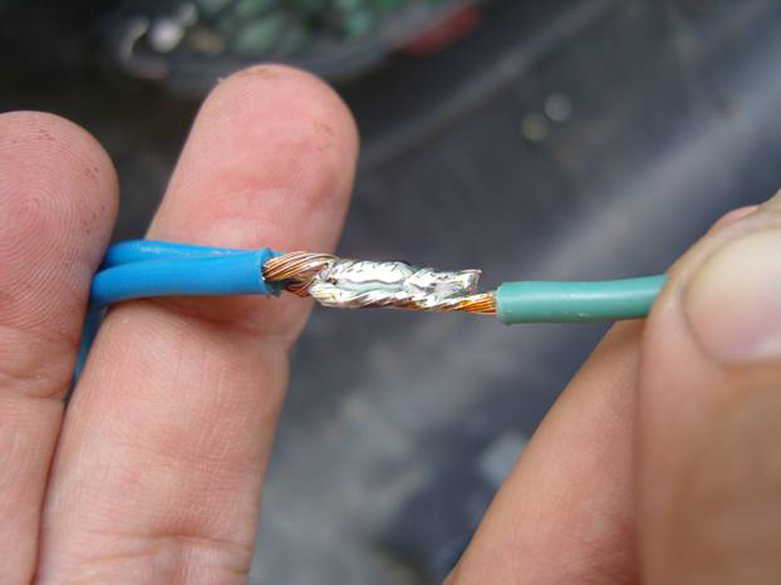
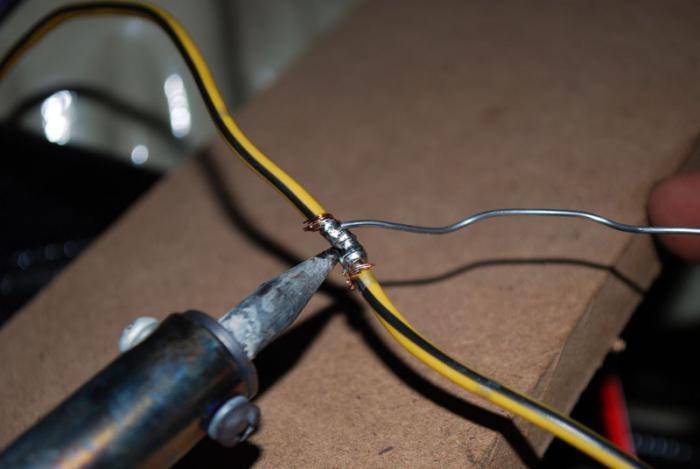
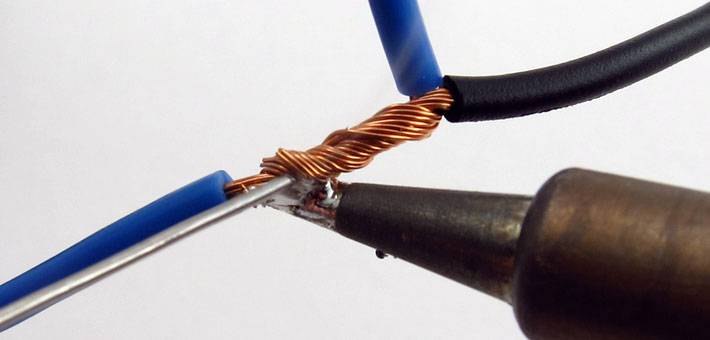
Соединяем залуженные провода.
Наносим канфоль и спаиваем их с припоем от паяльника.
И в этом случае пайка должна быть быстрой, в одно касание. Иначе припой будет комками.
Финальный этап — термоусадка.
Газовой горелкой
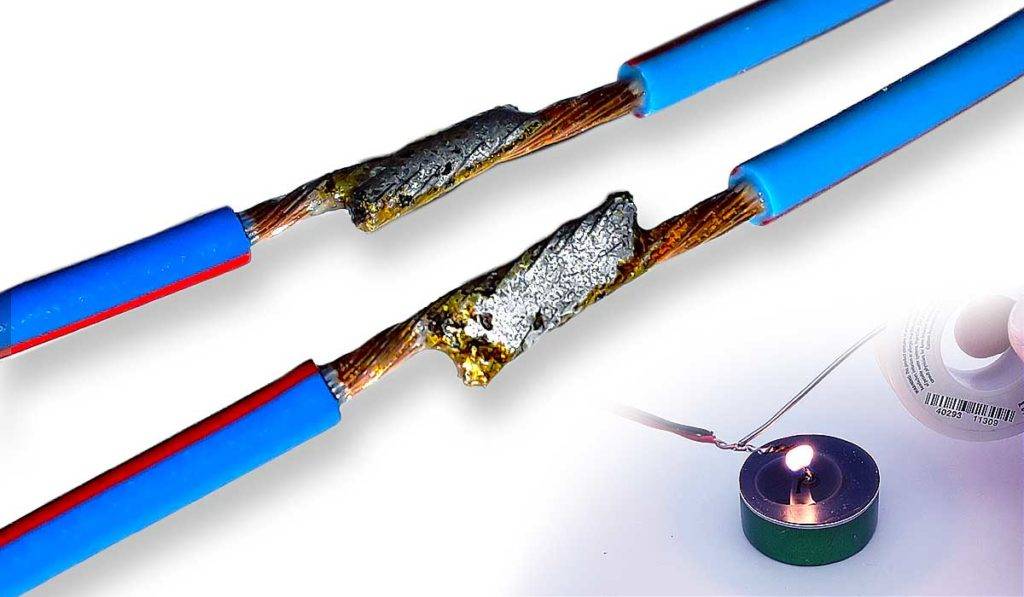
 Обработка газовой горелкой производится, когда детали находятся в таком положении относительно друг друга, при котором они будут эксплуатироваться. Обработка плавно переходит в сам процесс пайки.
Обработка газовой горелкой производится, когда детали находятся в таком положении относительно друг друга, при котором они будут эксплуатироваться. Обработка плавно переходит в сам процесс пайки.
Происходит это следующим образом:
- горелкой нагреваются поверхности алюминиевых деталей;
- по достижению температуры, при которой металл восстанавливается из оксида, пленка механически счищается;
- под воздействием пламени детали покрываются флюсом, и в зону пайки вносится припой.








Если детали толстые, то кромки их необходимо разделать под углом 45°. Обычно разогрев происходит до температуры плавления олова, когда припой растекается и заполняет желобок скрутки.
Пайка светодиодной ленты
Светодиодная лента так же теплоемкая, как и толстый провод. Она имеет в своем составе медную подложку, которая забирает тепло при нагреве.
Залуживаем контакты с помощью канифоли. Используем мини волну и совсем немного припоя. На месте пайки должно быть немного припоя.
Далее, берем паяльник от себя ручкой, прислоняем провод к контакту и сверху жалом паяльника. Пайка должна длиться не дольше секунды, пока есть флюс. Это связано с тем, что медная подложка быстро забирает тепло, а сгорающий флюс уже не в состоянии собрать припой в единое целое. Поэтому, если паяльные работы будут длиться больше секунды, то на ленте будут комочки припоя с признаками холодного контакта. Если такое произошло, снова наносим флюс и одним касанием исправляем плохую пайку.
Канифоль (флюс) чиститься с ленты при помощи спирта (или бензина) и ватного диска.
Как соединить алюминиевый провод с алюминиевым неразъемным способом
Соединение неразъемного типа наделено всеми достоинствами резьбового. Разница состоит лишь в некоторых моментах:
- возможность разобрать и собрать заново соединения, не нарушая заклепку;
- необходимость присутствия специальных приспособлений для осуществления заклепки.
На сегодняшний день заклепки нашли широкое применение для неразъемных соединений тонкостенных элементов конструкций в процессе создания перегородок. Оперативность, небольшая цена и прочность – основные преимущества представленного типа неразъемного соединения.
Суть функционирования заклепочника довольно проста. Он втягивает и отрезает стальные стержни, продетые сквозь трубчатую заклепку со шляпкой, сделанную из алюминия. Стержни обладают утолщением, и во время втягивания заклепки в трубку она расширяется.
 С помощью заклепочника можно произвести не только неразъемные соединения тонкостенных элементов, но и надежно соединить электропровода.На заметку! Существуют заклепки различных типов, диаметров и вариаций длины. Поэтому каждый может выбрать оптимальный вариант для выполнения персональных задач.
С помощью заклепочника можно произвести не только неразъемные соединения тонкостенных элементов, но и надежно соединить электропровода.На заметку! Существуют заклепки различных типов, диаметров и вариаций длины. Поэтому каждый может выбрать оптимальный вариант для выполнения персональных задач.
Для соединения проводников с помощью заклепки понадобится их подготовить таким же образом, как и для резьбового соединения. Диаметр колец должен быть немного больше, чем диаметр заклепки. Оптимальный размер – 4 миллиметра.
На заклепку надевают детали в следующем порядке:
- проводник из алюминия;
- пружинная шайба;
- проводник из меди;
- плоская шайба.
Затем стержень из стали вставляют в заклепочник и прижимают его ручки до момента защелкивания. Этот звук свидетельствует об обрезке излишков стальных стержней. Вот и все, соединение выполнено.
Степень надежности как одного, так и второго представленного типа соединения посредством заклепки, довольно высокая. Подобный метод соединения можно успешно использовать для того, чтобы срастить поврежденные участки в процессе ремонта проводников в стене. Однако при этом следует непременно обеспечить отличную изоляцию оголенных мест соединений.
 Так как заклепки существуют различных типов, диаметров и длины, то каждый сможет выбрать подходящий вариант.
Так как заклепки существуют различных типов, диаметров и длины, то каждый сможет выбрать подходящий вариант.
Луженая медь: характеристики и применение
Благодаря своим свойствам, медная проволока, нашла широкое применение, как в бытовых, так и промышленных масштабах. Главной особенностью меди, является устойчивость к различным механическим воздействиям, перепадам температуры и влиянию атмосферных осадков.
Но для улучшения показателей устойчивости меди, используют процесс лужения, при котором она покрывается тонким слоем олова, толщина которого варьируется 1 – 20 микрон.
Процесс лужения медной проволоки:
- Очистка;
- Лужение;
- Выравнивание слоя олова;
- Охлаждение;
- Повторное выравнивание;
- Упаковка.
 Приобрести луженую медь можно в строительном магазине
Приобрести луженую медь можно в строительном магазине
В первую очередь, катушка с проволокой устанавливается на специальный подающий механизм, посредством которого, она проходит все необходимые процессы.
Сначала, проходя через специальные щетки, которые смачиваются раствором хлорида цинка, проволока очищается. Раствор хлорида цинка, получают путем растворения гранулированного цинка в соляной кислоте.
После того, как проволока прошла очистку, она проходит через ванну, наполненную расплавленным оловом. Данный способ, позволяет добиться равномерного распределения олова по всей поверхности металла.
Далее, для придания идеальной равномерности покрытию, проволока проходит через небольшие щетки из резины. Таким образом, устраняются наплывы олова на поверхности проволоки.
Затем, проволоку охлаждают. Происходит это при прохождении ее через ванну наполненную холодной водой. Данные процесс, выполняет функцию улучшения качества соединения олова с медной поверхностью проволоки.
После этого, проволока проходит вторичную обработку щетками, при которой проволока полностью избавляется от наплывов и при необходимости уменьшается ее диаметр.
На приемном механизме, проволока наматывается на катушку и упаковывается.
Как лудить провода: пошаговая инструкция
Чтобы вы смогли правильно лудить провода, мы решили рассказать вам подробную инструкцию в картинках. Если вы внимательно все прочитаете, то никаких проблем у вас возникнуть не должно.




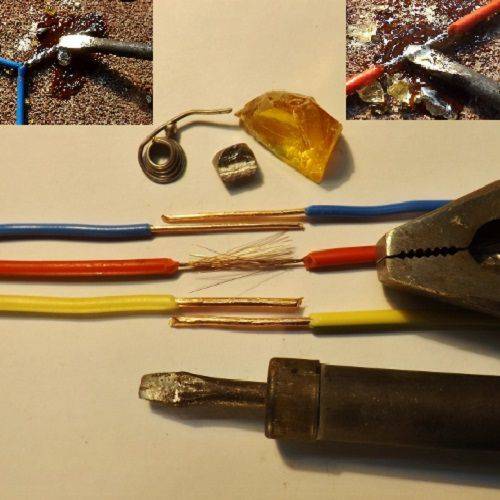
Подготовка инструментов
Перед тем как приступать к лужению, вы должны собрать следующие инструменты:
- Острый нож, лучше все канцелярский.
- Пассатижи или пинцет.
- Припой, флюс или канифоль. Проще всего работать с канифолью.
- Паяльник.
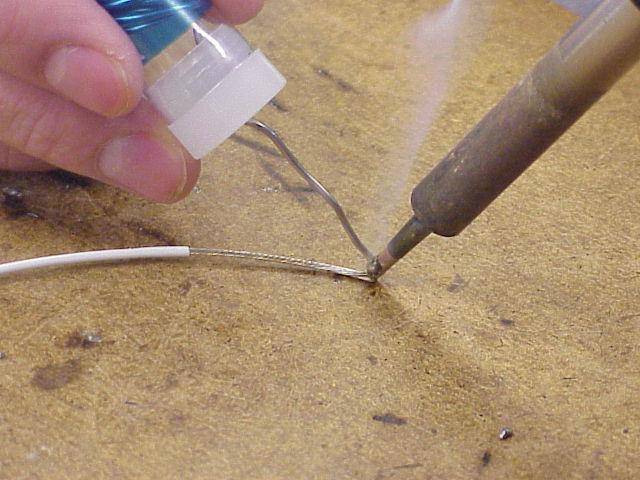
Как лудить провода самостоятельно:
- Нужно снять с проводника изоляцию, можно использовать инструмент для снятия изоляции, если такого нет, используйте обычный ножик.
- После снятия изоляции нужно до металлического блеска зачистить жилы. Если у вас многожильный провод, тогда нужно распушить все проводники и зачистить их. Лучше всего зачищать каждую жилу по отдельности – это удобней.
- Включаем паяльник и очищаем его от пыли и старого припоя, который он любит собирать. Во время его очистки используйте маленькую наждачную бумагу.
- Разогрейте кончик провода (просто проводите горячим паяльником).
- Прикоснитесь паяльником к канифоли и припою. Рабочая поверхность должна обязательно покрыться оловом.
- Далее берем паяльник и прикасаемся к медному проводнику. Весь припой должен равномерно попасть на жилу. Чтобы улучшить этот процесс, необходимо с помощью пинцета или пассатижей залудить кончик провода со всем сторон, в это время его нужно прокручивать, так существенно экономиться время.
- Внимательно осмотрите свой провод или кабель. Рабочая поверхность должна полностью покрыться припоем. Если вы видите, что есть места без припоя и просто видно проводник, тогда начинайте лужение снова.
Если провода совсем тонкие, тогда лучше канифоль не использовать вовсе, ведь сложно угадать с ее количеством. В этом случае оптимально использовать паяльную кислоту. Ею нужно обработать кончик проводника обычной кисточкой. Далее с помощью паяльника уже и наносим припой. Такой способ более надежным назвать нельзя, но с тонкими проводниками по-другому не получится.
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора.
Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах.
Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку. В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов. Именно такую задачу и решает такое приспособление как труборасширитель
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм.
Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки.
Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов.
Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа. При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.

Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Описание
Припой оловянно-свинцовый ПОС 61 идеально подходит для использования в бытовых условиях. Этому способствует низкая легкоплавкость состава, за счет высокого содержания олова. Его температура плавления не превышает 200 градусов Цельсия.







Благодаря высокой текучести расплавленного состава, припой заполняет все щели и полости, обеспечивая высокие качественные характеристики соединения. Примененный состав относится к категории универсальных. С его помощью можно паять изделия из следующих металлов:
- сталь;
- медь;
- латунь;
- бронза;
На отечественном рынке имеется аналог данного припоя – ПОС 60. Массовая доля олова в его составе всего на один процент меньше.
Зарубежный аналог – Sn63Pb37, в составе которого содержится 63 % олова и 37 % свинца. Технические характеристики и сфера применения материала практически не отличается от ПОС 61.
https://youtube.com/watch?v=Qdzl7ZskqXo
Преимущества и недостатки пайки
Самым главным преимуществом пайки перед другими видами соединений проводов является надёжность. Спаянный электрический узел в плане надёжности может уступить лишь соединению, выполненному сваркой.
На весь период эксплуатации вы можете забыть о спаянном соединении, никакого дополнительного обслуживания оно не потребует.
Пользуясь пайкой, вы можете соединить проводники разные по сечению, одножильные с многожильными.
Этот метод относится к низким по себестоимости. Главное, чтобы у вас был паяльник, а припой с канифолью стоят совсем недорого, при этом расход их совсем мизерный.
Также несомненным преимуществом пайки является то, что с её помощью можно одновременно соединять более 2-х проводов.
К недостаткам пайки можно отнести высокую трудоёмкость и обязательное наличие навыков в пользовании паяльником.
Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.

Горелки для пайки алюминия
Нужно знать, как паять газовой горелкой. Если площадь деталей большая и не хватает мощности паяльника, используют горелку. Лучше применять газовую, т. к. пайка алюминия газовой горелкой обладает большими возможностями. Горелка быстро разогревает место соединения деталей почти до температуры плавления алюминия. Флюс с припоем наносится на соединение, разравнивается жалом паяльника и отвердевает. Место соединения нужно обязательно промыть от остатков паяльной кислоты или другого флюса.

При работе с использованием горелок нужно соблюдать правила пожарной безопасности. Рядом не должны находиться горючие жидкости и материалы.
Характеристики материала
Рассмотрим основные технические характеристики припоя ПОС 61:
- плотность – 8,5 г/см3;
- ударная вязкость – 3,9 кг/см2;
- предел механической прочности при растяжении – 43 МПа;
- относительное удлинение – 45 %;
Химический состав
Основными химическими элементами припоя являются:
- Олово. При идеальных условиях изготовления, содержание олова в составе – 61 % от общей массы. Согласного требованиям нормативных документов, его массовая доля должна быть не менее 59 %.
- Свинец. Его процентное содержание – 38-39 %, в зависимости от наличия вспомогательных добавок. Например, в припое ПОСсу 61-05, помимо олова и свинца, содержится лишь 0,5 % сурьмы.
Кроме сурьмы, в состав могут входить следующие химические элементы, повышающие качество соединения:
- железо;
- висмут;
- никель;
- сера;
- цинк;
- алюминий.
Температурные параметры
Температура пайки ПОС 61 составляет 240 Сº. При этом состав начинает плавится при температуре 184 Сº, а полный переход в жидкое агрегатное состояние происходит при 194 Сº (± 2 Сº, в зависимости от содержания вспомогательных химических элементов).
Из всех свинцово-оловянных припоев, ПОС-61 – самый низкоплавкий.







Обработка флюсом или лужение
Традиционный и самый доступный флюс — канифоль. При желании можно паять с твердым веществом или его спиртовым раствором (СКФ, Канифоль-гель и т. п.), а также флюсом ТАГС.
Ножки радиодеталей или чипов покрывают полудой на заводе. Но для избавления от окислов можно перед монтажом залудить их заново, смазав жидким флюсом и покрыв равномерным слоем расплавленного припоя.
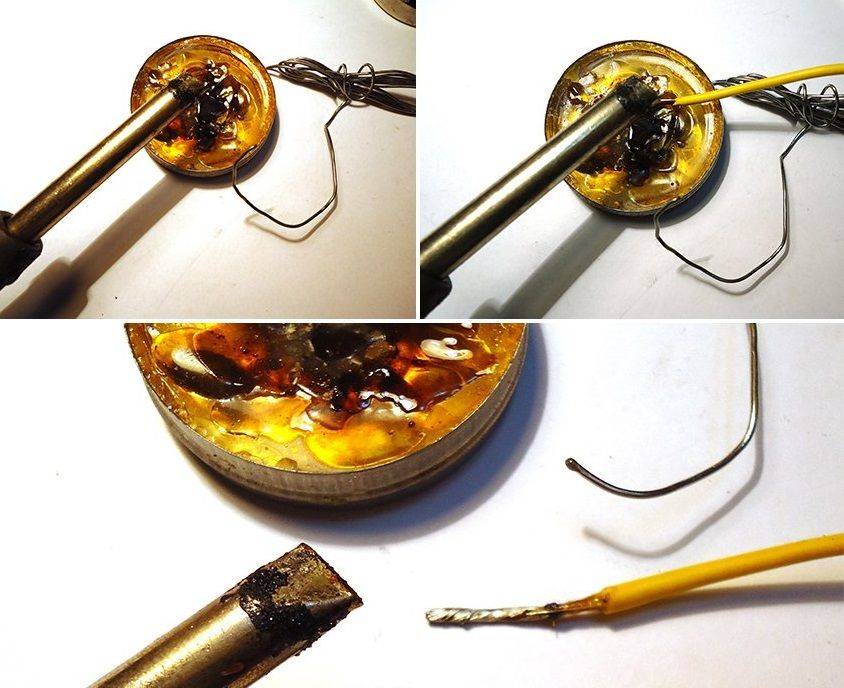
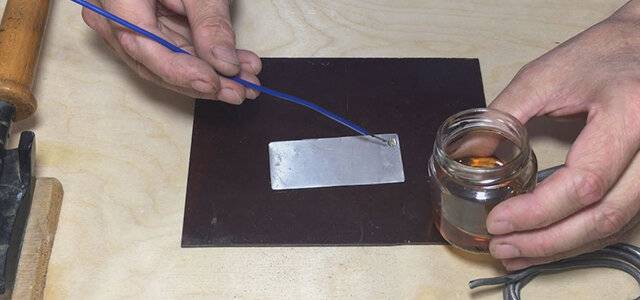
Медную проволоку перед обработкой флюсом или лужением зачищают мелкой наждачной шкуркой. При этом снимаются слой окиси или эмалевая изоляция. Жидкий флюс наносят кисточкой, а затем прогревают место спайки паяльником и покрывают его тонким слоем олова. Лужение в твердой канифоли производят так:
- кусочек вещества расплавить на подставке и прогреть в нем проводник;
- подать пруток припоя и равномерно распределить расплавленный металл по проволоке.
Правильно паять массивные медные, бронзовые или стальные детали нужно с использованием активных флюсов, которые содержат кислоты (Ф-34А, Глицерин-гидразин и пр.). Они помогут создать равномерный слой полуды и крепко соединить части крупных предметов. На обширные поверхности олово наносят паяльником, равномерно размазывая по ним припой. После работы с активным флюсом следует нейтрализовать остатки кислоты щелочным раствором (например, содовым).
 Watch this video on YouTube
Watch this video on YouTube
Как правильно паять паяльником с канифолью
 Канифоль обладает такими уникальными качествами, как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
Канифоль обладает такими уникальными качествами, как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
Также нужно учесть, что чем тоньше окажется наконечник паяльника, тем проще будет с ним работать, особенно если дело касается припайки очень тонких проводков и деталей. Поэтому если он ещё не наточен, это следует сделать перед тем, как приступить к работе.
Описание процесса
- Вначале следует подготовить рабочее пространство, где планируется проводить запайку деталей. Для этого нужно открыть форточку, поскольку испарения, которые идут от припоя, сильно загрязняют воздух. Также следует взять любую губку, хорошенько смочить в воде и разместить как можно ближе к паяльнику. Ну, а чтобы не запачкать рабочее место каплями припоя, лучше всего поверхность, на которой предстоит работать, застелить плотным картоном или иным аналогичным покрытием.
- Под рукой обязательно должна находиться подставка для прибора.
- Затем нужно подключить паяльник в розетку и нагреть его. В процессе нагревания прибора может пойти специфический запах и заметный дым — это нормально. Прибор будет готов к использованию сразу же после того, как жало полностью накалится, а дым и неприятный аромат испарятся.
- После того как инструмент прокалился, его следует отключить. Это необходимо для того чтобы провести предварительную чистку жала от грязи и налёта. Чистить инструмент лучше всего пока он горячий. Для этого можно использовать подготовленную губку или тряпочку.
- Затем нужно снова включить паяльник и дать ему тщательно прогреться.
- После очистки и нагрева инструмента следует провести процесс лужения наконечника паяльника — покрытие жала лёгким слоем припоя, в данном случае — канифоли. Благодаря этой нехитрой манипуляции существенно увеличится теплообмен между деталями, которые предназначены для пайки.
- Далее необходимо наконечник нагретого прибора на некоторое время окунуть в канифоль, чтобы на жало набралось немного припоя. Следует чуть-чуть подождать, пока припой нагреется и начнёт размягчаться.
- Излишки канифоли можно снять при помощи картона или другого подручного инструмента.
- Если планируется паять одну медную деталь, то достаточно будет одного лужения — нужно один раз прикоснуться к канифоли, после этого приложить кончиком паяльника с припоем к рабочей поверхности и немного подождать, пока проводок не покроется припоем. В результате данных манипуляций начнёт дымиться канифоль, а припаиваемые детали обтекут расплавленным веществом.
- Для того чтобы качественно припаять две детали, их также необходимо по отдельности залудить, то есть, покрыть припоем. Следует помнить, что процесс лужения — это обязательная процедура, без которой не удастся качественно припаять нужные детали.
- После завершения работы с паяльником, пока он ещё не остыл, необходимо удалить остатки припоя. Для этого жало инструмента нужно просто протереть влажной тряпочкой, а лучше губкой, смоченной в спирте или любом другом составе, предназначенном для этих целей.
Особых сложностей при работе с инструментом возникнуть не должно. Чтобы всё прошло гладко, лучше всего предварительно поупражняться в работе с канифолью на деталях, которые не жалко будет потом выкинуть. Ведь опыт всегда приходит с практикой.
Для чего нужны распределительные коробки
 Коробка для коммутации проводов
Коробка для коммутации проводов
Необходимость использования распределительных коробок не должна вызывать сомнений. Чтобы в этом убедиться, следует ознакомиться с предостережениями специалистов:
- Пренебрежение монтажом конструкции – нарушение правил, изложенных на нормативных документах.
- Соблюдение пожарной безопасности. Благодаря РК существенно сокращается вероятность коротких замыканий и пожара, обусловлено это герметичностью конструкции.
- Монтаж устройства отнимет немало времени, зато в будущем модернизировать, обслуживать, ремонтировать и наращивать провода будет значительно проще. Например, если потребуется установить дополнительную розетку или выключатель, нужные провода удастся вывести именно из распределительной коробки.
В общем, монтаж распределительной коробки обязателен. Технология установки проста, сложность может возникнуть при соединении проводов.
Распространенные проблемы при пайке
При работе с паяльником могут возникать такие затруднения:
- Получение некачественного соединения. Проблема возникает при скреплении проводов из металлов, плохо поддающихся пайке. Реже спайка получается ненадежной из-за низкого качества припоя.
- Разбрызгивание припоя. Этому способствует перегрев жала паяльника.
- Невозможность расплавления припоя. Такая проблема свидетельствует о неправильном выборе мощности паяльника.
- Попадание в соединение полимерных частиц, наблюдающееся при работе в ненадлежащих условиях.
- Стекание олова с места пайки. Наблюдается при отказе от удаления оксидной пленки.
Исключить появление проблем помогает соблюдение правил пайки проводников, сделанных из того или иного металла.
Для чего нужна канифоль?
Канифоль – вязкая или кристаллическая масса, изготовленная из сосновой смолы. В продаже можно встретить спиртовой раствор канифоли или пасту на ее основе.
Это вещество играет в пайке роль флюса. С помощью канифоли спаиваемые детали изолируются от воздуха, что препятствует образованию тонкой оксидной пленки на их поверхностях. Посредством канифоли залуживают жало паяльника, покрывая его тонким слоем припоя, то же самое проделывают и со спаиваемыми деталями перед их соединением. В результате детали значительно легче соединяются друг с другом, а соединение получается более однородным и прочным. Без этого под действием высокой температуры жало паяльника и провода окисляются в течение нескольких секунд.

Если все же удастся поймать и «прилепить» несколько капель припоя, прочного соединения без обработки канифолью не получится, так как остывающий сплав не соединится со всей поверхностью. Даже небольшое механическое воздействие может привести к обрыву именно в месте подобной пайки, а электропроводность такого провода или клеммы будет значительно отличаться от той, что обеспечивает правильная пайка залуженных деталей.

Как соединить СИП и медный провод: особенности каждого варианта
В зависимости от места расположения учетного щита варианты соединения СИП могут разниться.
В случае если учетный щит находится на опоре линии, соединение осуществляется посредством цельного проводника. В рамках щита он непосредственно подключается к автомату. Для соединения проводников с линией рекомендуется применять штатный прокалывающий зажим, который специально разработан для линий СИП.
На заметку! Прокалывающие зажимы созданы для того, чтобы присоединять отпайки к магистральной линии. Подобные экземпляры могут служить для соединения линий, сечение которых составляет от 16-ти до 120-ти мм2, а сечение отпайки находится в рамках от 6-ти до 50-ти мм2. При этом отпайкой может служить как СИП, так и стандартный кабель, выполненный из меди.
 Для соединения проводов с линией электропередач рекомендуется использовать штатный прокалывающий зажим.
Для соединения проводов с линией электропередач рекомендуется использовать штатный прокалывающий зажим.







В качестве главных элементов сжима выступают две пластины с острыми зубцами, изготовленные из стали. В случае закручивания монтажных болтов они между собой сближаются и в момент прокалывания изоляции проводов создают надежное контактирование и герметичность точки крепления. Затягивание болтов происходит до срыва, который рассчитан на определенное сжимающее усилие. При этом конструкция носит одноразовый характер.
Если соединение от учетного щита до дома решено осуществлять с помощью СИП, здесь также не обойтись без штатной арматуры. Наилучшим вариантом будет заведение провода в распределительный короб с подключением его к автомату в щите. В подобном случае сцеплять его с кабелем нет необходимости.
На заметку! Для соединения СИП с голыми (неизолированными) проводами следует применять особый зажим. У него должны отсутствовать острые зубцы со стороны крепления неизолированного провода.
В случае размещения учетного щита на стенке дома, отпайку, которая соединена с линией магистрали посредством зажима, заводят в учетный щит и подключают к автомату. Если роль отпаечного проводника выполняет СИП, на линии опоры и на стенке монтируют так называемые анкерные зажимы, обеспечивающие крепление проводов.
 Для соединения СИП с голыми проводами применяются специальные зажимы.
Для соединения СИП с голыми проводами применяются специальные зажимы.
Выполнить соединение медного кабеля с проводом СИП может понадобиться в том случае, если участок располагает несколькими строениями и по ним разводка питания осуществлена посредством СИП. В подобной ситуации монтаж можно выполнять вышеописанным методом, применяя зажим плашечного либо прокалывающего типа.
Как проводить пайку дома: рекомендации
Инструменты и материалы для пайки.
В домашних условиях наиболее распространена пайка деталей радиотехники. Операция не вызывает никаких сложностей, ее может выполнять практически любой человек. Пайку всегда можно легко демонтировать, она отличается водоустойчивостью.
К негативной стороне можно отнести низкую прочность. Нет совместимости с другими металлами. Пайка плохо переносит холод и высокую температуру.
Чтобы выполнять паяльные работы, необходимо иметь припой из легкого плавкого металла.
Припой изготавливается из сочетаний свинца с оловом. Благодаря наличию конкретного материала припои могут иметь разную температуру плавления. Именно это обстоятельство и предопределяет основную сферу их работы. Чаще всего пользуются припоем, у которого температура плавления достигает 200 градусов.
Дело в том, что флюс, обеспечивающий текучесть припоя, начинает быстро обугливаться. Иногда требуется проведение дополнительной зачистки. Пока припой полностью не остынет и не станет твердым, запрещается двигать детали.
Высококачественным признается уровень пайки, когда припой тончайшим слоем обволакивает место пайки.




