Способы паяния деталей из меди
Для соединения медных труб используется всего два способа пайки. Каждый из них используется в соответствии со спецификацией детали и характеристики. Пайка медных труб своими руками подразделяется:
- При высоком температурном режиме, по-другому именуется «твердой». Показатель температуры при данном режиме доходит до 900 °. Тугоплавкий припой позволяет производить шов с показателями высокой прочности, данный способ используется при изготовлении трубопроводов, подверженных высоким нагрузкам.
- Процесс пайки мягким припоем производится при температурах, начинающихся от 130 °, используется в бытовом применении при работе с трубами диаметром до 1 см. Технология подразумевает соединение путем стыковки, предварительной обработки флюс пастой.
Во время работ важно не забывать, что мощность пламени, выдаваемой горелкой может достигать 1000 градусов. Поэтому обработку стыков необходимо проводить не более 20 секунд
При нагреве мягкий припой начинает плавиться и заполнять соединение.
Особенности высокотемпературных соединений
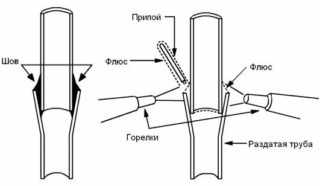
При высокотемпературном способе пайки происходит обжиг металла на 700 °C и выше, что способствует размягчению металла. Для пайки используется газопламенное оборудование, способное расплавлять твердые припои. Припой состоит их медно — фосфорного состава, выпускается формой прутьев. Процессом пайки медных труб не подразумевается применение флюса, соблюдая последовательность действий, возможно грамотно заполнить стык.

Высокотемпературное соединение медных труб
Процесс начинает действие, когда плавится пруток припоя, этапы работы:
- после сборки прогревается стыковочный шов;
- к месту стыка подается твердотельный припой, размягчение которого производится газовой горелкой;
- когда визуально подтверждено, что происходит наложение припоя на металл, трубу необходимо провернуть, проконтролировать стыковку по всему периметру.
https://youtube.com/watch?v=N9QwpYEQpUw
Основными достоинствами данного способа является высокая прочность стыка медных труб, если необходимо, представляется возможность изменить диаметр соединения меньшей стороной. Высокие температуры при эксплуатации не могут разрушить шов. Пайка твердым припоем требует определенных навыков, в процессе работы возможен перегрев, что приводит к разрушению металла.
Низкотемпературная пайка
Каждый процесс требует ответственного подхода к выполнению работ. Для нагрева используется пропановая или бензиновая горелка при использовании мягкого припоя стыковкой медных труб
Важно знать, что горелка с пьезоподжигом значительно сократит время работы, приобретение дорогих моделей без этой функции не целесообразно

В процессе важно использовать качественные аксессуары, флюс паста играет не последнюю роль в соединении. Равномерное покрытие деталей медных труб достигается использованием мягкой кисточки, после нанесения излишки удаляются тряпкой
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев.
Техника безопасности при спаивании труб из меди
Медные трубы используются как проводники жидкостей с хорошими антикоррозийными свойствами. Установка медных труб не может быть выполнена для обеспечения питьевой водопроводной водой. Медь контактирует с хлором, добавляющимся для очистки воды, может образовывать вредные для организма человека вещества. Для артезианских источников, скважин не существует опасности в использовании.

Пайка меди в перчатках
Важно пользоваться качественным инструментом, производить работы в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении техники безопасности, возможно получить ожоги
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка.
Источник
Пайка трубок кондиционера авто

Соединение узлов любого кондиционера осуществляется трубками и шлангами высокого давления.
Любое разрушение трубопровода вызывает утечку фреона и поломку «сердца» кондиционера – компрессора.
Ремонт трубки высокого давления кондиционера является процессом не сложным, но выполнить его можно только на специальном оборудовании.
Заваривание трещин и разошедшихся швов возможно только лишь в среде аргона и осуществляется аргонно-дуговой сваркой.
Диагностика трубопровода
Диагностика проводится при выходе из строя кондиционера.
Самостоятельно определить состояние трубопровода практически не возможно. Утечка фреона может происходить через микротрещины, образовавшиеся в трубках или шлангах высокого давления. На глаз они не заметны, а фреон бесцветный. Его без специальных приспособлений обнаружения не увидишь. На специализированных СТО имеется оборудование, позволяющее с большой точностью определить место утечки хладагента.










Последовательность

- внешний осмотр;
- замер давления фреона в системе;
- определение места разрушения трубки прибором-течеискателем;
- ультрафиолетовая диагностика.
Как видим, процесс диагностики требует наличия специального оборудования. Самостоятельно обнаружить место утечки фреона из трубки или шланга нет никакой возможности. Такое оборудование для диагностики трубопровода имеется на нашем сервисе.
Ремонт трубок высокого давления
Ремонт алюминиевых трубок кондиционера на авто – это проблема, с которой приходится сталкиваться каждому автолюбителю. Некоторые пытаются сделать его самостоятельно. Правда в большинстве случаев им все-таки приходится обращаться за помощью на СТО и исправлять то, что было сделано своими руками. Процесс восстановления алюминиевых трубок осуществляется двумя путями – заваркой трещин и напылением на микротрещины нескольких слоев специального композита.
При аргонно-дуговой сварке вся

Если трещина маленькая, еле заметная глазом, она запаивается. Специальный композит слоями наносится на трещину. Когда общая толщина слоя достигает 3 мм, работа считается выполненной.
В зависимости от повреждения во время диагностики принимается решение о способе его устранения. Может возникнуть ситуация, когда замена станет более целесообразной и дешевой для клиента, чем заваривание или пайка трубок кондиционера авто.
Неисправные резиновые шланги подлежат замене. В интернете можно найти советы «умельцев» по вопросу ремонта шланга своими руками, но делать этого не стоит, так как резина есть резина. Через неделю-две ее разрыв снова выйдет наружу, поскольку внутреннее давление фреона в системе довольно значительное.
Почему возникает необходимость в ремонте
Трубопровод кондиционера имеет жесткое крепление. Казалось бы, трубки и шланги (например, трубка алюминиевая для автокондиционеров) должны служить вечно. К сожалению, это далеко не так. Причин здесь несколько:
- трубопровод, находящийся рядом с выпускным
коллектором со временем растрескивается и выгорает; - загрязнение и перепады температуры;
- влияние дорожных реагентов;
- значительное колебание влажности;
- постоянная вибрация от работающего двигателя.
Эти и другие факторы оказывают разрушающее воздействие на алюминиевые трубки и резиновые шланги. Поэтому рано или поздно наступает момент, когда они не выдерживают нагрузки и приходят в негодность.
Обслуживание
Обслуживание трубопровода
Содержание в чистоте, периодический осмотр – вот и все, что нужно делать, чтобы продлить срок службы трубок и шлангов на несколько лет. Единственное, что необходимо неукоснительно соблюдать – использовать при обслуживании нейтральные материалы. Для этого подойдут вода, деревянный скребок и волосяная щетка. Применение растворяющих и моющих веществ не желательно.
Мы ремонтируем качественно
На нашем сервисе можно осуществить качественный ремонт трубок и шлангов высокого давления кондиционеров любой марки. Сервис оснащен самым современным оборудованием, в том числе и по восстановлению трубопроводов. Высококвалифицированные сварщики и механики работу выполняют быстро и с высоким качеством. Многочисленные благодарности и положительные отзывы подтверждают это.
Мы даем годовую гарантию на все наши работы, а гибкая система скидок и приемлемые цены приятно радуют наших клиентов.
Пайка алюминия
Заинтересованность производителей в разработке и применении алюминиевых сплавов делает их все более популярными. Благодаря быстрому образованию на поверхности алюминия оксидной пленки, поверхность металла хорошо защищена от воздействия внешней среды. При этом такая пленка не дает возможность сделать хорошее паяное соединение. Решить проблему можно с помощью флюсов.
На производстве активно используется технология пайки алюминия с применением припоев и флюсов компании Castolin, лидера в своей области.
Компанией были разработаны припои и флюсы, применяемые для спаивания меди и алюминия в двух режимах:
- высокотемпературный (твердая пайка);
- низкотемпературный (мягкая пайка).
Припои Castolin пригодны для пайки алюминия и меди, что особенно важно при монтаже систем кондиционирования с использованием алюминиевых трубок для подачи хладагента. При этом швы получаются гладкими, плотными
Эти припои подходят и для спайки алюминиевых труб, которые внутри покрыты медью.
В состав некоторых припоев входит большое количество алюминия. Это позволяет спайке приблизиться по своим характеристикам к основному металлу, увеличивает показатель ее прочности. Температура в процессе пайки достигает 440⁰ – 470⁰ С, при этом удается избежать перегрева алюминия и достичь хорошего качества.










Для очистки поверхности алюминия от оксидной пленки, загрязнений, для обеспечения хорошей смачиваемости, растекания припоя применяют химически активные вещества – флюсы. Без них хорошая качественная спайка невозможна.
Традиционно для производства трубок транспортировки хладагента в криогенном оборудовании используется медь. Только в последнее время ее стали заменять алюминием с целью снизить затраты на монтаж и установку. Использование алюминиевых трубок в кондиционерах позволяет значительно уменьшить материальную стоимость без потери качества благодаря современным технологическим решениям.
Ремонт шлангов
Если вам хочется здорово сэкономить на ремонте трубок кондиционера – то придется делать его самостоятельно. Хочу отметить, что для этого все же потребуется опыт пайки, хоть и небольшой
Важно запастись специфическим инструментом: труборезом, специальным гибочным станком и сваркой. Учтите, что труборез можно заменить и на пилку по металлу, но это будет совершенно не то качество, которого мы ожидаем в ремонте трубок автокондиционера
Трубогиб может быть как универсальным (для разных диаметров), так и специфическим (под определенный диаметр). При выборе этого инструмента стоит узнать, какие размеры используются в вашей машине. Часто это 6, 8, 10 размер, который соответствует внутреннему диаметру в миллиметрах. Размер вы можете посмотреть на системе автомобиля или в технической документации. Это принципиально важный вопрос ремонта, поскольку в разных машинах используются разные системы измерения. 
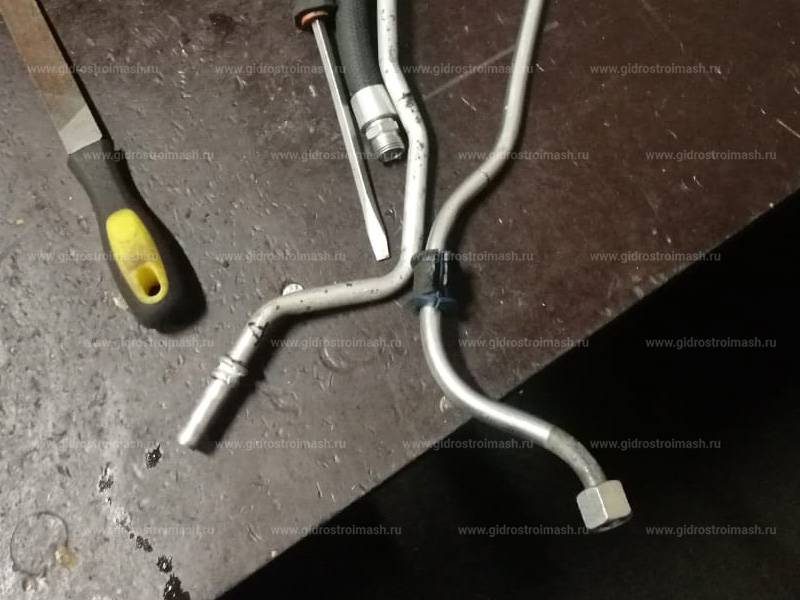
Ремонт трубок автокондиционера начинается с того, что надо купить или изготовить детали. Далее отрезаем необходимую длину и гнем их с помощью гибочного станка. Когда готовы трубки, нарезаем фитинги и соединяем все это в единую систему. Прежде чем выполнять пайку, стоит перемотать детали изолентой и посмотреть – все ли вы сделали верно. Если все подходит – тогда начинаем пайку.
Когда выполняется ремонт трубок автокондиционера, не всегда можно прибегнуть к вышеописанному способу. Иногда выполняется замена трубок кондиционера на шланги, которые произведены из резины. Хоть они и выполнены из менее стойкого материала, зато замена их будет очень быстрой, простой и дешевой. Здесь не применяется сварка трубок кондиционера, обычно шланги вкручиваются.
Сварка трубок кондиционера используется и тогда, если они изготовлены из меди. Медный вид соединений более стойкий, чем алюминий, но он дорогостоящий. При этом необходимо выполнять развальцовку. А это — работа для профессионалов с высококлассным специфическим инструментом (он присутствует только на хороших станциях технического обслуживания). Иногда для таких деталей выполняется изоляция, которая спасает от обмерзания зимой и выполняет теплоизоляцию системы.
В завершении статьи хотелось бы отметить, что за системой охлаждения нужно очень сильно следить: прислушивайтесь к звукам в работе устройств, к запахам и к общим характеристикам работоспособности. Все это может вовремя рассказать вам о неполадках, которые на первых этапах легко устранять. Внимательно относитесь к своей машине и она прослужит вам долгие годы!
Как паяются трубки из меди – процесс и правила
Перед соединением трубки кондиционера необходимо зачистить наждаком или металлической щеткой. Остатки смазки, земли, краски ухудшают сцепление припоя и металла.
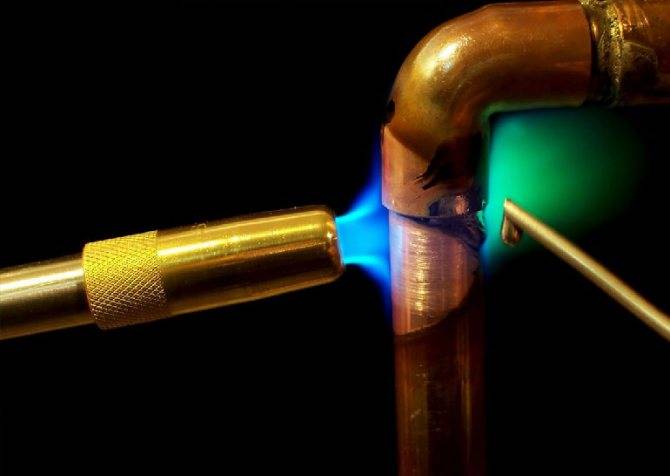
 Пайка трубок кондиционера проводится пламенем газовой горелки. При оптимальной газовой смеси пламя одновременно очищает и нагревает поверхности трубок, подготавливая их к соединению.
Пайка трубок кондиционера проводится пламенем газовой горелки. При оптимальной газовой смеси пламя одновременно очищает и нагревает поверхности трубок, подготавливая их к соединению.
Трубки прогревают горелкой равномерно. Чтобы припой проникал в зазор, температура внутренней и наружной должна быть одинаковой. При этом захватывается не только место предполагаемой сварки, но и немного дальше – сантиметров на 7 в каждую сторону.
После того, как получилось запаять трубки кондиционера, остатки флюса счищаются.
Условия, которые соблюдаются при работе:
- На горелке должна быть функция уменьшения пламени, чтобы контролировать процесс нагрева. Перегретая трубка деформируется и конец приходится отпиливать.
- Развальцовка проводится на той трубе, которая лежит навстречу идущему фреону, чтобы не было трения и сопротивления в месте пайки. Например: если фреон идет слева, то расширяют правую сторону трубки и наоборот.
- Так как некоторые припои во время нагревания выделяют вредные газы, следует обеспечить вентиляцию или надеть респиратор.
Низкотемпературная пайка
Низкотемпературный режим соединения двух металлических деталей подразумевает нагревание основных частей ниже 427 градусов, то есть, ниже температуры плавления основного металла. При данном методе металл меньше окисляется, можно добиться локального прогревания. Экономится энергия и материалы. Результат – аккуратный точный стык.
Особенности высокотемпературной пайки
 Для фреоновой трассы высокотемпературная пайка не применяется
Для фреоновой трассы высокотемпературная пайка не применяется
Температура плавления при высокотемпературной пайке выше 427 градусов, но ниже температуры плавления соединяемых деталей. Технология отличается от низкотемпературной. При вакуумной пайке используют мягкий припой из олова. Высокотемпературные технологии используют для соединений, которые в дальнейшем будут работать с высокими температурами.
Для самостоятельного выполнения работ достаточно низкотемпературного режима. В трубах не предполагается высоких температур фреона, но соединение должно выполняться герметично во избежание утечки хладагента в процессе работы.
Пайка труб из меди – технология процесса
Прежде чем приступать к пайке медных труб, необходимо приготовить фитинги, инструменты, расходные материалы. Вторым этапом будет подготовка деталей к соединению. После этого начинают сам процесс пайки.










Инструменты и материалы
Для подготовки трубы и проведения пайки соединения могут понадобиться:
Труборез – для нарезания необходимых фрагментов трубных материалов
Для качественного соединения медных деталей использование профессионального трубореза крайне важно – он позволяет отрезать материал без его деформации.
Газовая горелка с узконаправленным пламенем – то, при помощи чего осуществляется нагрев места соединения, непосредственно пайка. Принципиально важно чтобы горелка была оснащена функцией автоподжига
Лучше купить недорогую горелку с пьезозажигалкой, чем брендовую модель без этой системы.
Если монтаж будет проводиться в помещении, где запрещено использование открытого пламени, то приобретите электрический паяльник для пайки медных труб. Его можно использовать при любом виде пайки.
Труборасширитель (экспандер), если вы собираетесь обойтись без фитингов. Этот инструмент позволяет расширить диаметр трубы для соединения в раструб. Кроме этого расширитель используют для поднятия и загиба наружу кромки просверлённого отверстия. Такой приём применяют при необходимости сделать отвод на патрубок меньшего диаметра.
Трубогиб или иное приспособление для безопасного изменения конфигурации трубы. Актуально для отожжённых материалов.
Железный ёршик для шлифовки внутренней части трубы (отрезанного фрагмента) от заусениц.
Наждачную бумагу для зачистки внешней стороны соединения от заусенец
Для разметки будущих коммуникаций дополнительно будут нужны: маркер, линейка, уровень.
Рекомендуем ознакомиться: 5 способов соединения металлопластиковых труб
Пайка предполагает использование припоя и флюса – расходных материалов. Полный список необходимого выглядит так:
- припой, в зависимости от выбранного метода;
- флюс для обезжиривания и подготовки места соединения к качественному монтажу;
Припой для меди представляет собой сплав олова с небольшим количеством более благородных , твёрдых металлов.
Флюс – это химически агрессивное соединение, которое очищает «зону деятельности» паяльника от окислов, следов жира. Купить его можно в удобной упаковке, где кисточка вделана в крышку. Производители предлагают пастообразный и жидкий флюс.

При выборе флюса руководствуйтесь тем соображением, что использовать его следует крайне аккуратно, в минимальных количествах. Излишки флюса удаляйте как можно более полно – оставшееся в зоне соединения агрессивное вещество, способно быстро привести в негодность соединение.
Подготовка
Подготовительный этап включает в себя:
- нарезание трубных сегментов согласно проекту;
- зачистку внешней и внутренней стороны среза от неровностей, заусенец, возможного налёта;
- расширение внутреннего диаметра принимающего отрезка;
- обработка флюсом контактирующих объектов.
Пайка
Соединение медных деталей происходит всегда внахлёст. Рекомендуемая глубина раструба должна быть не менее 5 мм. Идеальная должна один в один совпадать с диаметром соединяемых частей.
Уникальность пайки медных труб заключается в том, что он основан на капиллярном эффекте, который возникает в узких щелях. Говоря простым языком, расплавленный припой автоматически втягивается в зазор между стенками и равномерно распределяется по всему объёму.

Алгоритм пайки:
- Части соединения вставляют одно в другое.
- Включают горелку на полминуты и подносят припой. Горелку держат одной рукой, припой – другой.
- Припой растекается и автоматически (благодаря капиллярному эффекту) заполняет собой объем между стенками. Пайка завершена.
- Изделие оставляют остывать при комнатной температуре.
Сварка аргоном в САО
Аргоновая сварка в САО
Аргоновая сварка – самый востребованный способ соединения деталей автомобиля, применимый ко всем видам металла, в особенности, алюминия. Популярность этого способа обусловлена высоким качеством, долговечностью и доступностью сварки. Аргоновая технология заключается в использовании неплавящегося электрода для проваривания изделий и подаче газа-аргона для вытеснения азота и кислорода из зоны сварки. Аргон создает идеальные условия для создания качественного и прочного соединения.

Шов, оставленный после сварка аргоном, практически незаметен, что не только улучшает эстетический вид автомобиля, но и гарантирует прочность свариваемых изделий.
Принцип аргоновой сварки:
На привариваемую деталь подается алюминиевая или другая соответствующая масса.
Включается горелка, подается ток и газ-аргон, вытесняющий сторонние газы.
Появляется электродуга между неплавящимся вольфрамовым электродом и деталью.
Под этим действием плавятся и деталь, и присадочная проволока.
Образовывается аккуратный сварочный шов – на этом работа завершена.
Сегодня данный метод часто используется при проведении ремонтных работ автомобилей: ремонте дисков, ремонте трубок, сварки алюминиевых деталей.
Ремонт дисков

Плохое качество дорожного покрытия и неправильная эксплуатация автомобиля часто становятся причинами нарушения целостности литых дисков. Однако появление деформаций, сколов и трещин не должно стать причиной дорогостоящей замены дисков, ведь при помощи сварки аргоном их можно восстановить. Материалом для поврежденного участка диска должен стать тот же металлический сплав, из которого он состоял изначально. Мастера легко определяют тип сплава по маркировке изделия. Для ремонта небольших сколов и трещин используются стандартные сварочные аппараты, а для устранения серьезных повреждений применяются мощные сварочные устройства. Последний этап работ состоит из зачистки швов для придания дискам первоначального товарного вида.










Ремонт трубок
Расположенные внизу автомобиля, именно трубки кондиционера и выхлопные трубы наиболее подвержены коррозии и повреждениям. Как и в случае с литыми дисками, совсем не обязательно покупать новые трубы на замену прежним. Ремонт труб подразумевает их снятие с днища машины, устранение коррозии и деформаций путем нанесения алюминиевой массы и ее приварки при помощи аргона. После аргоновой сварки трубок на них остаются едва заметные швы, никак не влияющие на их работоспособность.

Сварка алюминиевых деталей
Алюминиевые детали кузова автомобиля не обладают «памятью», то есть не возвращаются в свою первоначальную форму после появления вмятин. Метод аргоновой сварки идеально подходит для выправления вмятин, поскольку он обеспечивает необходимую температуру нагрева алюминия, под воздействием которой они начинают выправляться. Аргоновая технология позволяет контролировать нагрев алюминия и не допускает прожигания металла. Из-за того, что сталь вызывает коррозию алюминия, при сварке этого металла используется тщательно очищенное оборудование. Сварка алюминия. Алюминий сварка.
Метод аргоновой сварки требует высочайшей квалификации мастеров. Специалисты компании «Шиномонтаж 24 часа» более 10 лет занимаются аргоновой сваркой литых дисков, труб и алюминиевых деталей. Ими используются современные технологии, позволяющие не только проводить высококачественный ремонт автомобилей, но и делать это недорого. На все виды сварочных работ предоставляется гарантия.

Основной вид сварочных работ:
- Ремонт блоков двигателей;
- АКПП;
- Кондиционеров;
- Топливных баков;
- Радиаторов;
- Поддонов картеров;
- Кузовов;
- Литых дисков;
- Устранение трещин;
- Восстановление отсутствующих частей;
- Трубок высокого давления.
Стоимость работ по Аргоновая сварка в САО от 250руб за сантиметр шва
Телефон: +7 (926) 175-75-07 +7 (963) 920-05-66
Москва, Бескудниковский проезд д. 9 сооружение 1
Ремонт радиатора
Иногда случается так, что повреждаются соты радиатора кондиционера. Выхода два на самом деле: имеются денежные средства – купите аналогичный новый, нет – чините с помощью аргонно-дуговой сварки с напылением. Перед проведением работ следует скачать хладагент из системы, демонтировать сам радиатор, используя горелку провести запайку дефектного места, установить и протестировать на работоспособность. Основная причина выхода со строя радиатора – негативное воздействие окружающей среды и коррозия.
В завершение рассмотрение темы, ремонт трубки кондиционера авто своими руками, хочется отметить, что средний срок службы климатической системы составляет от 5 до 7 лет. В зависимости от того как владелец проводит профилактику и эксплуатирует кондиционер зависит его длительность беспрерывной работы.
Виды медных труб и их использование
Наиболее часто встречаются в продаже два типа медных труб – не отожжённые и отожжённые. При формовке на производстве происходит потеря эластичности, которая необходима в некоторых производствах, домашних конструкциях. Эластичность возвращается материалам путем обжига при температурах до 700 °. Трубы из меди отожженного типа более дорогие, но эластичнее и позволяют выдерживать высокие перепады температур. Однако существует определенный недостаток – потеря прочности изделия, которая теряется в процессе нагрева до температур, близких к плавлению.
Неотожженные трубы не гнутся, но намного прочнее. При соединении медных стыков используются фитинги, процесс соединения происходит методом пайки. Различная толщина стенок позволяет выбрать изделие по параметрам прочности и теплоотдачи. Отожжённые материалы реализуются бутами от 25 до 50 метров соответственно, как правило, такие медные трубы поставляются меньшим диаметром. Негнущиеся материалы продаются прогонами различной длины.
НАИМЕНОВАНИЕ РАБОТ
- Заправка кондиционеров легковых и грузовых автомобилей (возможен выезд) — от 2000 руб *
- Изготовление (замена на резиновый шланг) трубок системы кондиционирования — от 1500 руб *
- Замена магистрали заднего контура на резиновые шланги от 20 000 руб *
- Замена подшипников шкива компрессора кондиционера авто от 3000 руб*
- Замена электромагнитов компрессора кондиционера авто от 500 руб
Легковые автомобили
- Ремонт радиатора легкового автомобиля алюминиевого ( пайка трубок) 1500 — 3000 руб *
- Ремонт радиатора легкового автомобиля алюминиевого ( замена пластикового бачка на алюминий) 4500 — 7500 руб *
- Ремонт радиатора легкового автомобиля медного ( пайка трубок) 1000 — 3500 руб*
- Ремонт радиатора «ГАЗЕЛЬ» медный ( пайка трубок) 1000 — 3000 руб*
- Ремонт радиатора отопителя ( печки) ( пайка трубок) 500 — 1500 руб *
- Ремонт радиатора кондиционера алюминиевого ( пайка трубок) 1500 — 3500 руб*
- Ремонт интеркулеров автомобилей от 2500 руб
Грузовые автомобили
- Ремонт радиатора охлаждения автомобиля алюминиевого ( пайка трубок сердцевина) 2500 -5000 руб *(если требуется заливка основания радиатора спец.сотавом — дополнительно -1000-1500 руб)*
- Ремонт радиатора охлаждения алюминиевого ( замена пластикового бачка на алюминиевый) от 12000 руб (1 сторона)*
- Ремонт радиатора охлаждения автомобиля медного ( пайка трубок) 3500 — 5000 руб
- Ремонт радиатора охлаждения автомобиля медного ( со вскрытием и прочисткой шомполом) 7500 — 500 руб
- Опайка одной стороны по кругу медного бачка радиатора — 2000 — 2500 руб
- Перепайка медных патрубков радиатора — от 2500 руб
- Ремонт интеркулеров алюминиевых от 2500 руб
Аргонно-дуговая сварка
- Ремонт топливных алюминиевых баков ( заварка трещин,установка латок) от — 3500 руб
- Ремонт топливных баков ( рихтовка вмятин ,восстановление перегородок,вскрытие) от- 8000 руб
- Увеличение и уменьшение объема топливного бака (резка ,сварка) от- 6000 руб
- Ремонт поддонов ( замена треснувших сливных пробок,токарные работы,сварка) от — 1500 руб
- Ремонт всех алюминиевых частей и агрегатов автомобилей от — 500 руб
- Ремонт алюминиевых трубок ( сварка,замена участков) от — 800 руб
- Сварка (ремонт изделий из нержавеющей стали)
- Ремонт медных трубок ( пайка,замена участков) от 500 руб
- Пайка медных ,латунных,бронзовых деталей дог.
- Ремонт рам полуприцепов,цементовозов и др техники.
- Ремонт алюминиевых блоков цилиндров двигателей ( установка латок,сварка,пайка трещин) дог.
- Ремонт чугунных блоков цилиндров двигателей дог.
- Ремонт ковшей экскаваторов,отвалов снегоуборочной техники дог.
- Ремонт алюминиевых колесных дисков автомобилей от 1000 руб
- Наплавка валов с последующей токарной обработкой от дог.
- Ремонт стартеров и генераторов со снятием установкой (легковые автомобили)
- Ремонт стартеров и генераторов без снятия (грузовые автомобили)
- Замена сердцевины радиаторов охлаждения ,интеркулеров и.т.д
- Изготовление радиаторов (медных,алюминиевых,подбор «донора» по размерам заказчика)
- Ремонт алюминиевых лодок,катеров (изготовление навесного оборудования)
- Изготовление емкостей( баков из нержавеющей стали)
- Ремонт радиаторов спец.техники,автобусов,автокранов
Как залатать трещинки?
Если ремонтируются шланги для автокондиционеров, то, как правило, трещины можно залатать с помощью аргонно-дуговой сварки. В частности, если трещины достаточно большие по размерам. Что касается более мелких повреждений, то от них можно избавиться и без сварочного аппарата. Для удаления таких повреждений можно использовать специальные составы, которые необходимо напылять на поверхность трубки в несколько слоев. Желательно, чтобы при сварке трубок кондиционера общая толщина латок составляла около 2-3 мм.
Также следует учитывать, что обычно процесс производства новых патрубков для кондера обходится для автовладельца намного дешевле, чем их приобретение
Для изготовления важно правильно рассчитать все размеры и подготовить необходимый инструмент. Чтобы процесс производства не вызвал трудностей, необходимо заранее подготовить качественный труборез, а также трубогиб
Первый позволит наиболее качественно обрезать края трубы, а вторым можно будет воспользоваться при необходимости подогнуть трубку под углом (автор видео – Денис Чесноков).




