Как устроен паяльник и принцип его работы
Пайка пластика своими руками невозможна без специального аппарата, который представляет собой нагревательный элемент с насадками различного диаметра, от 14 до 63 мм. Самые дорогие и качественные на данный момент паяльники чешского и немецкого производства. Паять пластиковые трубы таким агрегатом можно на профессиональном уровне. Высокая цена оправдана длительным сроком эксплуатации, надежностью, удобством в работе. Устройства из Китая стоят намного дешевле, качество пониже, но пайка пластиковых труб своими руками и не требует частого использования, так что можно вполне рекомендовать к покупке китайский товар. Цена начинается от $20, что окупит перенос пары труб в ванной.
Мощность устройства колеблется в пределах от 650 Вт до 2 кВт. Для того, чтобы запаять пластик в домашних условиях, оптимальной будет потребляемая мощность до 1200 Вт, пользоваться паяльником большой мощности при ремонте квартиры или дома не имеет смысла. Аппарат для сварки полипропиленовых труб по своей сути — это тот же утюг, два ТЭНа которого одновременно разогревают внешнюю часть трубы и внутреннюю часть фитинга до рабочей температуры.
Паяльник для ПВХ труб
При работе с паяльником:
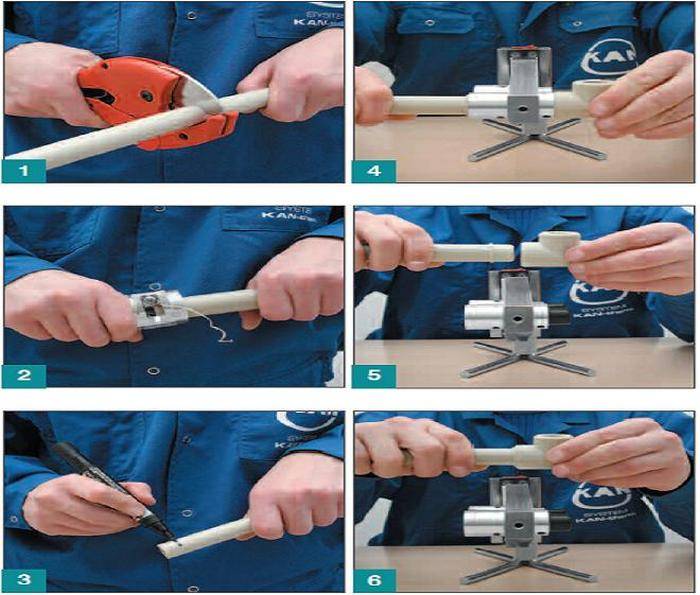
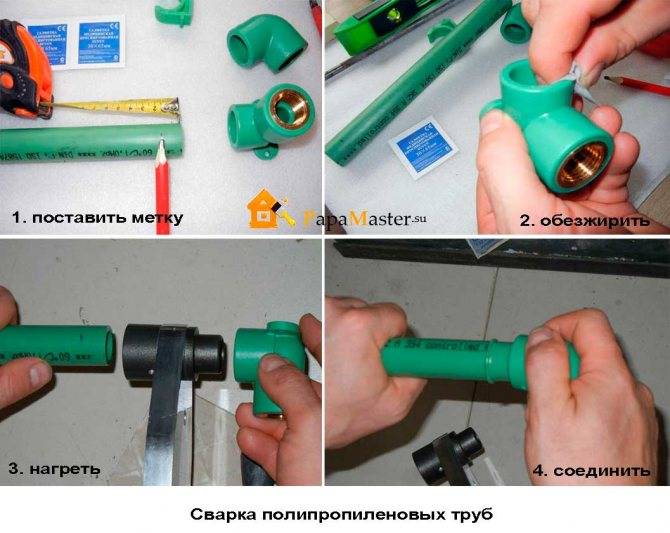
- Установить сварочный аппарат на ровной поверхности, закрепить на нем насадки. Одновременно можно установить несколько насадок, при этом с краю ставятся те, что, которые необходимы для монтажа труб непосредственно на стене. Насадки устанавливать до включения паяльника. Дело это не сложное, но на раскаленной поверхности есть вероятность неправильной установки.
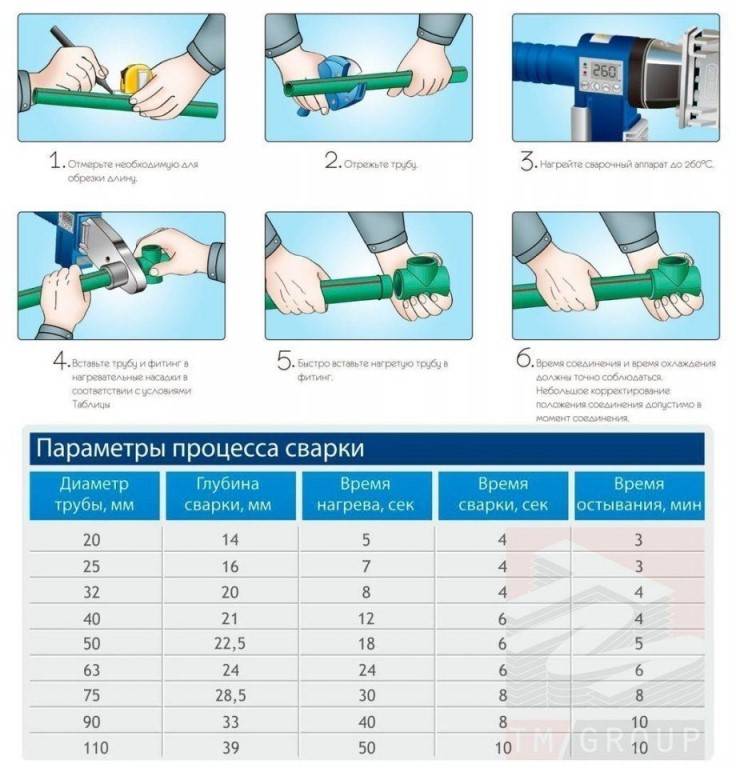
- Разогреть от 5 до 15 минут, пайка пластика происходит при температуре 260С. Световой индикатор сигнализирует о нагревании до рабочей температуры. Каждый паяльник оборудован регулятором температуры для большего удобства.
- Нагревание двух соединяемых деталей требуется производить одновременно.
- Во время работы рекомендуется не выключать паяльник. Связано это не только со временем ожидания, пока устройство нагреется, но и с тем, что на гильзах застывают остатки пластика.
Если требуется сделать паузу в работе, после выключения питания, пока паяльник еще горячий, нужно тщательно протереть насадки ветошью
Делать это необходимо с соблюдением всех мер предосторожности при работе с горячими предметами. Нельзя пользоваться паяльником с остатками пластика на насадках
Так же категорически запрещено очищать остывшие насадки. Они покрыты тефлоном, царапины на нем приведут к выходу устройства из строя.
Пайка полиэтиленовых труб встык и с помощью электромуфты

Трубы на основе пластиков являются отличной заменой стальным, бетонным и другим в строительстве канализационных и газопроводных магистралей. Для получения качественной неразъемной транспортной системы применяется пайка полиэтиленовых труб.
Обычно пайка осуществляется стыковым либо электромуфтовым способом. В обеих технологиях лежит общий физический принцип. Он основан на действии взаимопроникновения молекул, из двух соединяемых поверхностей изделий ПЭ или ПВХ. Однако имеется и ряд существенных различий между этими двумя технологиями. Чтобы шире раскрыть все особенности стыковой и электромуфтовой сварки, рассмотрим их отдельно.
Технология пайки труб из полиэтилена встык
Стыковая пайка наиболее востребована при монтаже напорных трубопроводов, канализации и газопроводов. Чтобы сварные соединения отвечали прочностным характеристикам, на предварительном этапе следует выполнить условия стыковки сварных элементов:
- монтаж труб можно проводить, если они изготовлены из одного и того же материала;
- свариваемые трубы должны иметь ровные и чистые торцевые поверхности;
- пайка осуществляется при строгой соосности ПЭ труб с применением центратора.
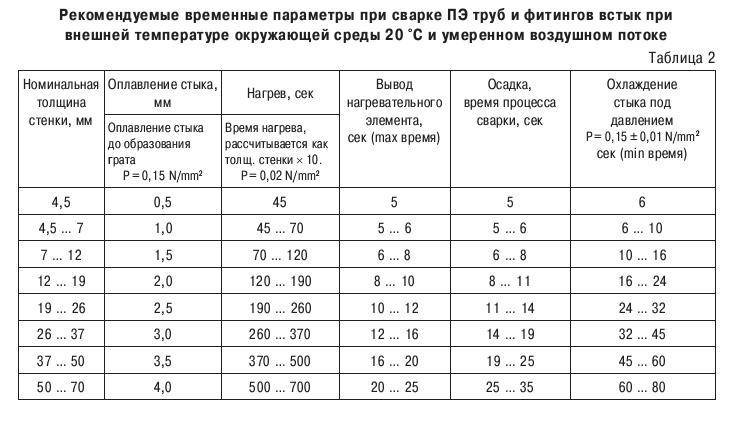
Переходя непосредственно к сварке, нужно учитывать температурный режим процесса
На этом этапе монтажных работ принимается во внимание то обстоятельство, что полиэтилен, ПВХ, а также другие аналогичные пластмассы имеют значительную степень линейного и объемного расширения при нагревании
Быстрый разогрев приводит к неравномерному распределению температуры с образованием больших перепадов давления в соседних точках зоны соединения, что может вызвать нежелательные концентрации напряжения внутри шва.
Дальнейшая технология пайки ПЭ труб сводится к следующим операциям:
- С помощью нагревательного элемента, который устанавливается между свариваемыми трубами, торцы начинают разогреваться с учетом заданного температурного режима: трубы ПНД — до 220°С, ПВД — до 200°С. Торцы к нагревателю подводятся в ручную. Затем, используя гидрозажим, обеспечивается надежное прилегание их к термоэлементу под давлением 0,6-0,8 кгс/см².
- Выдержав необходимое время, трубы разводят в стороны, нагреватель убирают, а торцы труб соединяют под давлением 1,0- 2,0 кгс/см² в зависимости от марки полиэтилена.
- Последняя операция — охлаждение шва, происходит естественным путем при выдержке давления в течение определенного времени.
- В конце технологии производится контроль прочности сварного соединения, его размера и конфигурации грата. После извлечения трубы из зажимов шов маркируют, присваивая ему порядковый номер.
Пайка труб на протяжении всего процесса постоянно контролируется по давлению и времени. Изменение и сверка этих параметров происходит согласно циклограмме.









Электромуфтовая пайка труб
Пайка полиэтиленовых труб электро-фузионным способом используется тогда, когда трубы имеют различную толщину стенок. Сфера применения: низконапорные трубопроводы (дренаж, самотечная канализация), врезка в уже проложенный трубопровод, ремонт и замена элементов. Главное отличие муфтового соединения от стыкового — это более качественная пайка труб при существенной разнице их диаметров.
Другое преимущество такой пайки состоит в скорости, простоте работы и возможности проводить их на небольших участках. Принцип сварки с использованием электромуфт заключается в расплавлении торцов труб закладной металлической спиралью, а технология этого процесса выглядит так:
- торцы ПНД или ПВД труб очищаются от грязи и обезжириваются;
- на один из концов трубы надевается электромуфта и зажимается с помощью позиционера;
- после совмещения торцов труб муфта смещается обратно таким образом, чтобы место стыка пришлось ровно на ее середину;
- на клеммы электромуфты подается рабочее напряжение, процесс нагрева осуществляется в автоматическом режиме;
- пайка считается законченной по показаниям отверстий фитинга, из которых должен появиться расплавленный полиэтилен;
- остывание шва должно проходить без принудительного охлаждения в состоянии полной неподвижности.
Пластиковые трубы ПЭ и ПВХ уверенно вытесняют металлические в быту и промышленности.
Происходит это в силу того, что они часто превосходят последние по таким характеристикам, как химическая инертность материала, относительно легкий монтаж, простота в обслуживании, незначительные местные сопротивления в магистрали, большой гарантийный срок службы (до 50 лет).
Что касается технологии, следует заметить, что пайка ПЭ труб предполагает значительную степень культуры монтажных работ и хорошее знание предмета. Решить это вопрос можно за счет подготовки специалистов на базе профильных учебных заведений.
Распространённые вопросы и ответы по пайке полипропилена
Можно ли паять трубы одного производителя, а фитинги другого? Безусловно можно, однако хочется предупредить, что и муфты, и трубы следует использовать надлежащего качества. Не
стоит использовать детали безымянных производителей. В непрофессиональных магазинах часто продают трубы разных фирм, а фитинги одни и те же, от безымянного производителя. Я не
рекомендую использовать такую связку. В целом же ничто не мешает спаивать трубы и фитинги разных производителей, с разным армированием или без такового по разные стороны муфты.
Полипропилен липнет к насадкам – что делать? Первым делом нужно проверить реальную температуру на паяльнике — вполне возможно, что она не соответствует
температуре на термостате. Чаще всего расплавленный пластик начинает прилипать на поцарапанные насадки, поэтому их не следует чистить металлическими предметами. Насадку
можно почистить плотной бумагой или картоном, но обычно это не дает долгого эффекта. Если насадка начала активно загрязняться, то самым разумным выходом будет
приобретение новой.
Тем не менее, временно выйти из положения при слишком “липкой” насадке можно. Чтобы не испортить сварной шов и оставить насадку максимально чистой, во время снятия трубы
и фитинга с насадки их нужно немного прокрутить.
Можно ли гнуть полипропиленовые трубы? Гнуть их нельзя, ни при монтаже, ни после. Если существует необходимость изогнуть трубу во время монтажа – то следует использовать обводы или
комбинации из уголков. Справедливости ради стоит заметить, что слабое место у трубопровода на изгиб – это стык трубы и фитинга. Эта точка сопряжения обламывается при некотором
усилии на излом. Чтобы убедиться в этом, достаточно спаят пробную конструкцию из уголка и двух отрезков трубы по 50 см., и попробовать сломать эту “кочергу” руками.


Иногда случается потребность спаять узел с нестандартным углом. Напомню, что ПП уголки встпечаются только двух видов: 90 и 45 градусов, по крайней мере мне другие
не встречались. А что делать, если нужен поворот трубы иного градуса? Существует два известных мне метода:
При помощи двух уголков 45° можно сделать любой угол, изменяя угол поворота уголков относительно друг друга. Недостаток способа в том, что из-за нестандартного
поворота, соединение не будет в одной плоскости.
Второй способ – нарушать соосность трубы и фитинга на нескольких соединениях. Не стоит забывать, что прямолинейность в месте стыка трубы и фитинга не должна отклоняться
более, чем на 5°.


Как спаять трубы, если не держит кран? Категорически нельзя производить сварку, если в спаиваемом участке присутствует вода. Если по каким-либо причинам полностью перекрыть
воду не удаётся, нужно остановить её на время сварки. В интернете советуют затыкать трубу хлебным мякишем, но проблема в том, что мякиш тут же выдавливает вновь создающимся
давлением в трубе. Поэтому способ будет работать только тогда, когда есть возможность открыть для выхода воздуха участок до места спаивания. А когда трубы спаяны, мякиш легко
выскакивает при подаче давления.
Совет: если во время сварки было слышно шипение воды на насадке – узел лучше вырезать и переделать! Уж лучше потратить лишнее время при монтаже, чем исправлять и устранять
течь в будущем, с кучей вылезших проблем!

На этом фото видно, что у фильтра откручена заглушка и оттуда по тряпочке стекает лишняя вода. А в месте спаивания заткнут хлебный мякиш.
Благодаря открытому фильтру, у нас было чуть больше минуты, чтобы успеть совершить пайку, пока вода не выдавит мякиш.
Собственно на этом предлагаю закончить изложение информации. Планирую со временем расширить список распространённых вопросов о пайке полипропиленовых труб.





Оцените публикацию:
- Currently 3.86
Оценка: 3.9 (28 голосов)
Соединение труб с использованием электрофитингов
Монтаж станет ещё проще, если приобрести соединительные муфты, в конструкцию которых включены нагревательные элементы, спирали. На поверхность выходят контакты, к которым, в момент фиксации, подключается сварочный аппарат. Он подаёт на контакты ток на определённое время. Инструкция:

- Очистить и обезжирить поверхности.
- Вставить трубу в фитинг, зафиксировать.
- Проводами подключить электромуфтовый аппарат к контактам электрофитинга.
- Включить аппарат.
- Через контрольные отверстия на фитингах будет виден плавящийся и увеличивающийся в объёме пластик. Отключится прибор автоматически, причём время сварки умная машина регулирует, в зависимости от окружающей температуры.
- Отсоединить паяльник от контактов.
Плюсы метода в том, что всё делается рекордно быстро и просто (время пайки – 1 секунда, остывания – 1 минута). Проблем с труднодоступными местами не возникнет, поскольку процесс пайки идёт непосредственно в собранном виде на месте, что удобно при монтаже закрытых систем отопления. Кроме того, работать по такому методу можно даже в небольшой мороз (до -15° С, что запрещено при работе с паяльником).
Строительные фирмы наращивают темпы работы на крупных объектах благодаря использованию электрофитингов.
В частном секторе метод не распространён ввиду высокой стоимости оборудования. Электромуфтовые аппараты стоят около 80 – 100 тыс. руб.
Какие трубы выбрать
Обычная полипропиленовая труба имеет существенный недостаток, ограничивающий сферу её применения: она сильно удлиняется при нагревании. Для компенсации этого температурного расширения на трубопроводах монтируют специальные компенсаторы в виде петли.
Армированный полипропилен имеет многослойную стенку: наружный и внутренний слои – полипропилен, а между ними слой алюминия или стекловолокна. У таких изделий тепловое удлинение приблизительно в 10 раз меньше. Их можно замуровывать в стены и поэтому для водопровода стоит выбрать их, хотя они и дороже.

В маркировке полипропилена указывается максимальное давление ХОЛОДНОЙ воды, на которое они рассчитаны. Для бытового водопровода следует покупать материалы с обозначением PN20 и PN25, что обозначает давление 20 и 25 атмосфер соответственно. Диаметр пластикового трубопровода, как правило, выбирается равным 20 мм (наружный диаметр), что эквивалентно ½ дюйма стальной трубы (внутренний диаметр). Пусть вас не смущает, что проходное сечение у пластиковых труб иногда выбирается немногим меньше, чем стальных трубопроводов: исключительно гладкая внутренняя поверхность почти не оказывает сопротивление потоку воды и производительность трубы не страдает.
Процесс монтажа металлопластиковых труб

- Инструменты для установки металлопластиковых труб
- Соединение металлопластиковых труб
- Советы при работе по сварке металлопластиковых труб
Металлопластиковые трубы имеют столько выгодных достоинств, что сейчас мало кому приходит в голову использовать для отопления или водопровода их стальные аналоги. Они не подвержены коррозии, в том числе и электрохимической, и это свойство значительно увеличивает их срок эксплуатации. Способность не поддаваться ржавчине приводит к отсутствию необходимости производить окраску наружной поверхности трубы, а отсутствие отложений во внутренней части обеспечивает высокую проходимость.
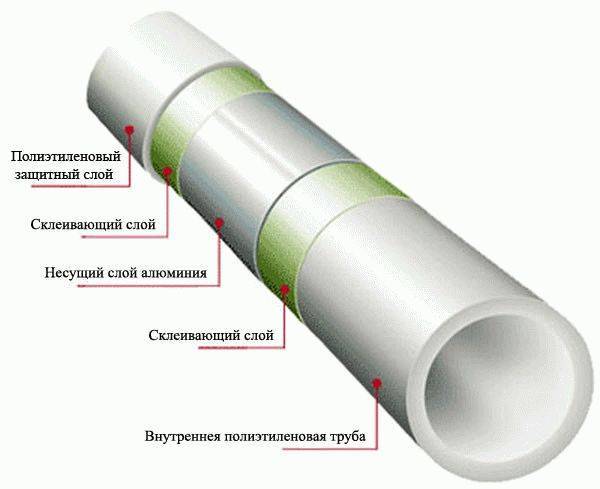
Схема металлопластиковой трубы.
Долговечность металлопластиковых конструкций в сочетании с очень демократичной ценой делают их приобретение идеальным вариантом для замены водопроводной, отопительной и канализационной систем. Кроме высоких функциональных характеристик, изделия из металлопластика обладают еще одним выгодным преимуществом: сварка металлопластиковых труб не отличается особой сложностью и под силу любому, кто имеет хотя бы небольшие навыки работы с инструментами.
Инструменты для установки металлопластиковых труб
Пайка металлопластиковых соединений производится при помощи специальных аппаратов, в которых используется определенная технология нагрева.

Устройство системы отопления из металлопластиковых труб дело нелегкое, однако зная все нюансы с этим можно справится без привлечения дорогостоящих специалистов.
Температура при монтаже в этих приспособлениях достигает значений выше, чем в 180°С. В просторечии они называются паяльниками и бывают 2-х видов. Профессиональные паяльники предназначены для сварки труб большого диаметра, если он превышает 50 см. Для бытовых целей применяют домашние сварочные аппараты, более экономные за счет небольшой мощности. Они предназначены для соединения небольших диаметров — от 16 до 63 мм. Несмотря на высокую прочность, пластик имеет низкую температуру плавления. Разогретый паяльником, он при соединении спаивается на молекулярном уровне, образуя сплошную поверхность, не имеющую шва. Потому и срок службы металлопластиковых конструкций доходит до 50 лет и больше, такая сварка делает место контакта 2-х труб монолитным, не допускающим протечек. Процесс монтажа металлопластиковых труб в домашних условиях несложен и доступен, если совершить небольшие усилия и применить некоторое терпение при работе.



![[инструкция] пайка полипропиленовых труб | видео](https://zalpstroy.ru/wp-content/uploads/3/b/0/3b045a90a71c45316ebd012591b60e33.jpeg)




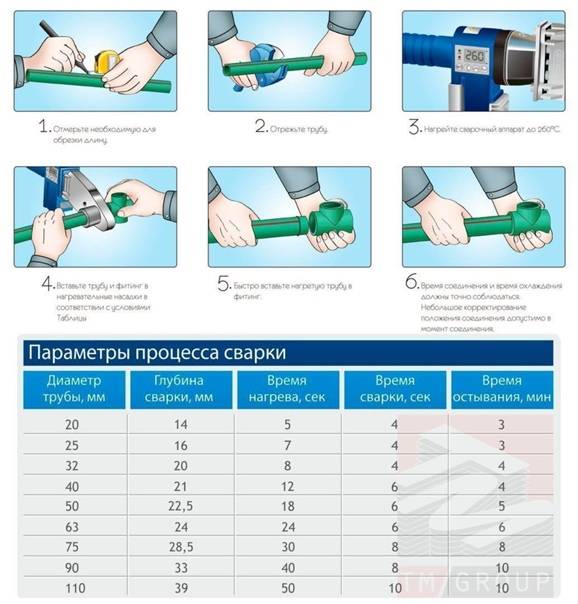
Сварочный аппарат в комплекте обязательно должен иметь разъемы нескольких диаметров для нагрева труб. Перед его использованием следует внимательно изучить инструкцию, чтобы определить, какая температура нагрева требуется для имеющихся в наличии материалов
При работе с паяльником необходимо соблюдать большую осторожность, не забывая о высокой температуре, которой сопровождается пайка. Кроме сварочного аппарата для пайки металлопластиковых труб понадобятся фитинги, то есть такие комплектующие, как муфты, тройники и уголки
Дополнительно нужно подготовить паклю, наждачную бумагу, острый нож, рулетку и герметик. Резать трубу лучше всего специальной пилкой, но пригодится и ножовка с очень мелкими зубцами.
Соединение металлопластиковых труб
Процесс начинается с подготовки металлопластиковых труб к работе. Они нарезаются на части нужной длины, их края обрабатываются ножом и наждачной бумагой для удаления неровностей. Если поверхность трубы даже немного влажная, требуется вытереть ее насухо, иначе пайка не будет качественной. Когда сварочный аппарат нагреется до необходимой температуры, в него вставляются концы труб. После того как они расплавятся, их стыкуют, фиксируя в определенном положении. Нажим при этом должен быть достаточно легким. После того как конструкция полностью остынет, нужно осмотреть место стыка. На нем должен образоваться шов правильной выпуклой формы, который показывает, что пайка выполнена правильно. Для придания трубе более эстетичного вида его можно сравнять с поверхностью наждачной бумагой.
Советы при работе по сварке металлопластиковых труб
Перед началом работы следует прекратить доступ воды в систему. При работе со сварочным аппаратом соблюдать технику безопасности. Контролировать температуру нагрева: слишком высокие или низкие показатели не позволят создать качественное соединение. Регулярно осматривать спаянные трубы с внешней и внутренней стороны (на просвет). При перегреве на внутренней поверхности могут образовываться спайки, которые буду препятствовать проходу воды.
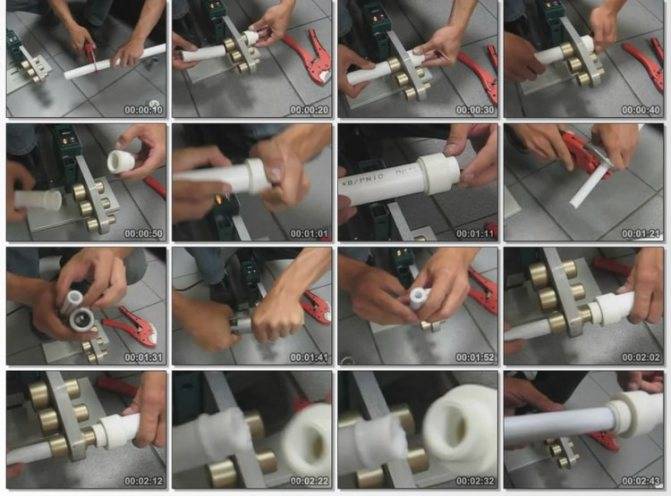
Технологический процесс пайки
Когда полипропиленовые (ПП) трубы подвергаются нагреву, материал становится мягким. При этом одновременно происходит стыкование частей трубопровода. Под давлением частицы размягченного полипропилена проникают в структуру смежной трубы. Когда действие источника высокой температуры прекращается, материал остывает. При этом получают цельную конструкцию, т. к. шов запаян по всей длине окружности. Надежность соединения на участке, где стыковались трубы, обеспечивается, если соблюдаются условия:
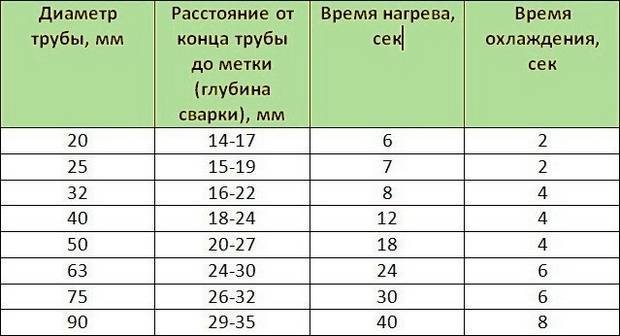
- полипропилен нагревается до определенной температуры (с учетом вида труб, толщины стенок);
- высокое качество соединения обеспечивается при условии, что стыкуются изделия из одного материала (применение труб с разной маркировкой не приветствуется);
- когда соединяются части трубопровода, торцы должны плотно прилегать друг к другу, можно регулировать их положение путем шлифовки края с помощью наждачной бумаги;
- из-за высокой скорости остывания ПП-изделия нужно выравнивать максимально быстро, потом не удастся исправить дефект.
Надежность соединения обеспечивается благодаря правильному применению оборудования, выбору качественных материалов. Тонкости и этапы выполнения пайки будут рассмотрены ниже.
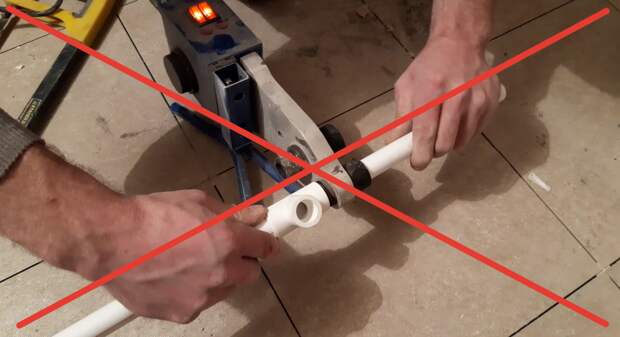
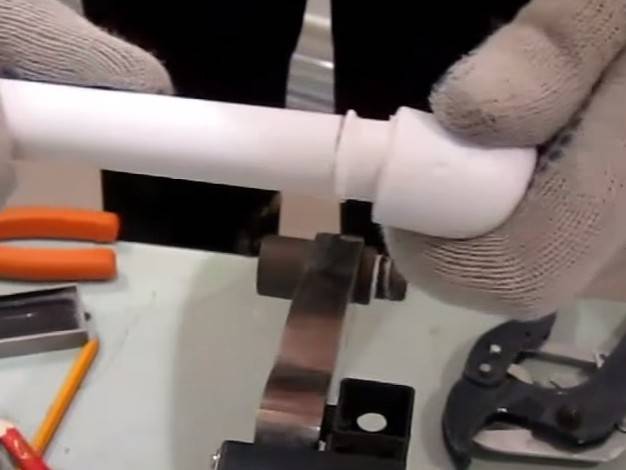
Проворачивание трубы во время сварки
Одна из распространенных ошибок среди новичков и даже опытных монтажников. Мастера, поставив трубу на сварочный аппарат, начинают ее прокручивать. Либо же прокручивают ее при соединения. Делать это во время пайки полипропилена — грубая ошибка. Производители не рекомендуют.
Слегка откорректировать трубу во время нагрева и пайки допустимо. Однако не проворачивать на 50-90 градусов. Утюг повредит структуру.
Чтобы сделать верный стык, детали регулируют заранее. Прежде чем ставить трубы ППР на сварочный аппарат. В противном случае во время поворота пластик деформируется. Стык получается непрочным.
Способы соединения полипропилена

Этот полимер термопластичен: при нагревании он быстро размягчается. Когда одновременно и равномерно разогреваются две детали, молекулы вещества приникают друг в друга. Это называется полифузией. После того как соединенные материалы остывают, их технические характеристики совершенно не меняются, поэтому при качественно проведенной работе узел получается крепким, монолитным.
Такой способ соединения элементов трубопровода называют полифузной сваркой. Так же часто встречается определение «пайка». Оба слова обозначают один и тот же процесс, разницы между двумя понятиями не существует. Обычно на практике используют два метода стыковки деталей — муфтовый и прямой.
Холодная пайка (сварка)

Такой метод нельзя назвать грозным конкурентом горячих видов соединения. На полипропиленовые трубы наносят клей, активным компонентом которого является сильный растворитель. Когда он размягчает соединяемые участки, их вставляют друг в друга.







![[инструкция] пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | видео](https://zalpstroy.ru/wp-content/uploads/c/a/8/ca8874d9f5e20e3025482f240a30d4e7.jpeg)


Огромный недостаток — отсутствие гарантии герметичности, прочности труб. Еще один минус — длительное высыхание «сваренных» элементов: нужны как минимум сутки. Поэтому данный метод не нашел большой армии сторонников. Его «законная» ниша — трубы из ПВХ.
Самый надежный (и нужный) способ в домашних условиях — муфтовая сварка. Именно о ней и пойдет дальнейшее повествование.
Муфтовая сварка

Этот способ более популярен по простым причинам — он доступен, прост, необходим всегда. Для соединения двух элементов — участка трубы и муфты (тройника, крана, фитинга с резьбой и т. п.), имеющей внутренний диаметр меньше, чем наружный у трубы.
На нагревательный прибор в этом случае устанавливают металлические насадки (муфту и дорн) под трубу и необходимый для соединения элемент. После получения оптимального нагрева обе детали снимают с инструмента и сразу соединяют.
Соединение ППР без сварки
В жизни случаются ситуации, когда применение традиционной пайки полипропиленовых деталей исключено. Например, стык расположен в труднодоступном углублении или при монтаже внезапно отключили свет, а вам осталось сварить последнее соединение. Практикуется 3 одноразовых способа:
- разогрев газовой горелкой и последующая стыковка;
- использование компрессионной муфты типа Gebo;
- посадка элементов на анаэробный клей.
Почему указанные варианты считаются одноразовыми. Склейка и нагрев горелкой не могут обеспечить требуемой надежности стыка и применяются лишь в крайнем случае на магистралях холодного водоснабжения. Соединять подобным образом трубы отопления и ГВС крайне нежелательно. Муфты Gebo надежны, но слишком дороги.

Технология соединения без паяльника проста – детали обезжириваются, аккуратно греются пламенем горелки, стыкуются и фиксируются на 6—10 секунд. Методика демонстрируется ниже на видео.
Склеивание производится согласно инструкции на упаковке анаэробного герметика. Конец трубы и гнездо фитинга следует зачистить, обезжирить и наложить клей небольшой кистью. Затем элементы скрепляются методом сжатия.
Альтернатива сварке
В некоторых случаях, например, в труднодоступных местах ванной комнаты или других помещений, провести сварочные работы не получается. Заменить процесс спайки можно склеиванием трубы с фитингом при помощи органического растворителя. Он обладает очень сильным размягчающим действием, но при этом высокой летучестью.

После смазки конца трубы и внутренней полости муфты пластик на короткий срок размягчается, можно произвести соединение. Обратная полимеризация начинается через несколько секунд.








Однако данный метод больше подходит для менее склонных к термопластичности труб ПВХ.
Если и данный вариант по каким-то причинам не подходит, для НЕ НАХОДЯЩИХСЯ ПОД ДАВЛЕНИЕМ труб допустимо использовать вместо паяльника зажигалку с наддувом. Данные метод соединения показан в видео уроке ниже
Важно понимать: равномерности спайки достичь не получится именно из-за поочередного нагрева деталей, поэтому для ответственных соединений технологию использовать нельзя
ТРЕБОВАНИЯ ОХРАНЫ ТРУДА В АВАРИЙНЫХ СИТУАЦИЯХ
4.1. При возникновении поломки оборудования, угрожающей аварией на рабочем месте: прекратить его эксплуатацию, а также подачу к нему электроэнергии; доложить о принятых мерах непосредственному руководителю и действовать в соответствии с полученными указаниями. 4.2. В аварийной обстановке: оповестить об опасности окружающих людей, доложить непосредственному руководителю о случившемся и действовать в соответствии с планом ликвидации аварий. 4.3. При обнаружении на металлических частях оборудования напряжения (ощущение действия электротока) необходимо отключить оборудование от сети и доложить своему руководителю. 4.4. Немедленно отключить оборудование от электросети в следующих случаях: — сильный нагрев электропроводов, электроаппаратуры, появления искрения. — оборван заземляющий провод. — при обнаружении действия электрического тока на корпусе автомата. — при перерыве подачи электроэнергии. 4.5. Запрещается применять воду и пенные огнетушители для тушения электропроводок и оборудования под напряжением, так как пена является хорошим проводником электрического тока. Для этих целей используются углекислотные и порошковые огнетушители. 4.6. При обнаружении дыма и возникновении пожара немедленно объявить пожарную тревогу, принять меры к ликвидации пожара с помощью имеющихся первичных средств пожаротушения, поставить в известность своего руководителя. При необходимости вызвать пожарную бригаду по телефону 101 или 112. 4.7. В условиях задымления и наличия огня в помещении передвигаться вдоль стен, согнувшись или ползком; для облегчения дыхания рот и нос прикрыть платком (тканью), смоченной водой; через пламя передвигаться, накрывшись с головой верхней одеждой или покрывалом, по возможности облиться водой, загоревшуюся одежду сорвать или погасить. 4.8. При несчастном случае немедленно освободить пострадавшего от действия травмирующего фактора, соблюдая собственную безопасность, оказать пострадавшему первую помощь, при необходимости вызвать бригаду скорой помощи по телефону 103 или 112. По возможности сохранить обстановку, при которой произошел несчастный случай, если это не угрожает жизни и здоровью окружающих, для проведения расследования причин возникновения несчастного случая, или зафиксировать на фото или видео. Сообщить своему руководителю и специалисту по охране труда. 4.9. В случае ухудшения самочувствия, появления рези в глазах, резком ухудшении видимости – невозможности сфокусировать взгляд или навести его на резкость, появлении боли в пальцах и кистях рук, усилении сердцебиения немедленно покинуть рабочее место, сообщить о произошедшем своему руководителю и обратиться в медицинское учреждение.




