Схемы вентиляции в гараже
Если вы решили самостоятельно сделать вытяжку в вашем гараже, для начала нужно определиться с типом вентиляционной системы. Сейчас наиболее часто используют три распространенных варианта.
- Можно обустроить вытяжку, используя механические устройства. Такая вентиляция будет принудительной.
- Некоторые стараются сделать естественную вентиляционную систему.
- Хорошее решение – сконструировать комбинированную вентиляцию.
Естественную вытяжку делают довольно быстро, а процесс монтажа не такой сложный, не требует существенных вложений. Правда, эффективность подобной вентиляции тоже не так высока. Работает вытяжка только благодаря разности температур снаружи и внутри гаражного помещения. Такая система не очень подходит для строений из кирпича и пеноблоков, а также погребов.
Механическая вытяжка работает благодаря установленному вентилятору. Ее эффективность уже будет значительно выше. Когда используется комбинированный вариант, можно обеспечить эффективный отток воздуха благодаря монтажу вентилятора, а вот приток воздушного потока уже стимулировать естественным путем.
Создание собственного поста
Рабочее пространство можно организовать своими руками. При создании мобильного сварочного поста требуются дополнительные компоненты для переноса инструментов и расходных материалов.
Сбор инструментов и материалов
При организации рабочего пространства сварщика потребуются:
- Устройства подачи тока. К ним относят трансформаторы или генераторы, часто работающие от сети 380 В.
- Баллоны с инертным или активным газом. На стационарных постах устанавливают емкости большого объема.
- Комплект фиксирующих инструментов. К ним относятся тиски и струбцины.
- Средства предварительной обработки металлических деталей – устройства холодного проката и вальцовки, трубогибы.
- Инверторы, сварочные полуавтоматы для мобильного поста.
- Электроды, присадочная проволока. Рекомендуется приобрести разные виды материалов.

Как собрать
В процессе создания сварочной кабины своими руками соблюдают следующие правила:
- Рекомендованная длина рабочей зоны – 2 м, ширина – 2,5 м. Высота потолка должна составлять не менее 2 м. Нельзя делать верхнюю часть кабинета закрытой.
- Для сборки стен используют листовую сталь или фанеру, обработанную негорючим составом.
- Для предварительной подготовки и сварки металлических деталей организуют удобный сварочный стол. Его можно делать стационарным или складным. Для сборки используют профильные трубы, толстые стальные листы. Столы должны снабжаться металлическими держателями, фиксирующими идущий от источника питания токопроводящий кабель, заземляющий провод.
- В боковой части стола размещают контейнеры для складирования электродов, сварочной проволоки. Устанавливают выдвижные ящики, в которых будут храниться мелкие инструменты, техническая документация.
- Устанавливают одно- или многопостовые источники питания дуги. Первый вариант предпочтителен при самостоятельной организации рабочего пространства. Во втором случае потребуется использование токоподводящих шин.
- Монтируют рубильник для управления сварным током.
Устройство по этапам
Сварочный кабинет можно обустроить в гараже, на производственной площадке, станции технического осмотра. При этом используют следующую схему выполнения работ:
- Выбирают место. Рекомендуется располагать пост вдали от легковоспламеняющихся жидкостей, материалов и газов.
- Собирают кабину. От пола до нижнего края стен оставляют зазоры в 5 см для проветривания. При работе с инертными газами это расстояние увеличивают до 30 см. Устанавливают вентиляционные сетки. На входе вешают брезентовую или пластиковую негорючую ширму.
- Монтируют стол со столешницей. Предусматривают возможность регулирования высоты стоек и площади столешницы.
- Устанавливают осветительные приборы.
- Окрашивают стенки кабины светло-серой краской, поглощающей ультрафиолетовые лучи. Выбирают красящие составы на основе титана или цинка.
- Монтируют вытяжную установку принудительного типа. Подключают оборудование к централизованной системе воздухообмена.
- Заливают пол бетоном. Можно использовать для формирования напольного покрытия кирпич.
- Монтируют рубильник для аварийного отключения сварочных аппаратов.
На последнем этапе подключают оборудование к источникам питания.
Вентиляция над покрасочной зоной
Автолюбители зачастую занимаются в гараже ремонтом, покраской машин. Конечно, в процессе окрашивания выделяется достаточно много токсических соединений, потенциально опасных для здоровья
Важно обеспечить данный участок дополнительной вытяжкой. При этом специалисты и более дальновидные гаражники отмечают, что вентиляционную систему над покрасочной зоной следует также оснастить фильтрами
Обратите внимание: над зоной покраски вытяжку необходимо делать принудительную. Естественной вентиляции в таком опасном месте будет недостаточно, поскольку у нее достаточно низкая эффективность
Воздух обязательно нужно очищать от вредных химических соединений как можно быстрее.
Наиболее удачное решение – установить принудительную систему вентиляции с двумя вентиляторами. Один вентилятор будет усиливать отток загрязненного воздуха, а другой будет обеспечивать активное нагнетание чистого воздуха. Фильтры лучше установить на обоих воздуховодах, для оттока и притока.
Важно также обеспечить нормальные условия для самой работы в гараже. Например, когда идет окрашивание кузова, на свежей краске моментально выделяется любая мельчайшая соринка, попавшая из воздуха
Именно поэтому пол в гаражном помещении надо увлажнить перед работой, а приточное отверстие должно быть надежно защищено фильтром. Тогда частички сора и пыль не проникнут в помещение.









Когда вытяжка с фильтром будет правильно установлена, она не позволит попасть в атмосферу вредным токсичным испарениям. Помните и о грамотном расположении воздуховодов. Вытяжной канал располагается внизу, а вот отверстие для притока свежего воздуха монтируют под потолком гаражного помещения. Тогда вредные пары будут опускаться вниз и сразу же быстро устраняться из гаража.
Оборудование сварочного поста
Вне зависимости от функциональности, будь то стационарный или передвижной сварочный пост, место работы специалиста должно в полной мере соответствовать следующему набору требований:
- заземление всех энергопотребляющих устройств в обязательном порядке;
- хорошая степень освещенность рабочего стола. Оптимальным считается сочетание естественного и искусственного освещения;
- полы должны быть выполненными из кирпича или бетона;
- столешница изготавливается из чугуна или стали и подключается к «массе»;
- для хранения инструмента предусматриваются выдвижные ящики;
- в случаях, когда подразумевается сидячая работа, то требуется кресло из диэлектрического материала;
- под ногами расстилается резиновый коврик.
При работе на открытой площадке дополнительно потребуются средства защиты от солнечного света, ветра и осадков.
Оборудование стационарного поста
Рабочее место стационарного типа должно соответствовать ряду требований:
- Выполняется такое рабочее место в виде кабины, не имеющей кровельного перекрытия. Общая площадь выделенного пространства не должна быть меньше 3 м кв. Оптимальная высота ограждений составляет 2 м. Входной проем должен закрываться пологом, выполненным из огнестойкого брезента.
- В нижней части ограждения должны быть приподняты над полом на высоту 25-30 см.
- Материалом для столешницы рабочего места могут послужить сталь или чугун. Площадь поверхности делается не меньше квадратного метра.
- Следует предусмотреть возможность регулировки стола по высоте, чтобы сварщик имел возможность изменять ее для работы сидя (50-60 см) или стоя (90 см).
- Простенки по периметру делаются из огнеустойчивого материала. С внутренней стороны они окрашиваются в светло-серый оттенок, поглощающий ультрафиолетовое излучение.
- Нужно предусмотреть вытяжку, которая бы эффективно отводила продукты горения. Для эффективного обмена воздуха потребуется приточная вентиляция. По требованиям безопасности продуктивность такой системы рассчитывается не ниже 40 куб/м воздуха за час.
- Нормативная яркость освещения составляет 60-80 люменов. Идеально, если удается обеспечить комбинированную освещаемость поста: естественную в сочетании с искусственной.
В обязательном порядке все оборудование, подключенное к сети энергоснабжения, заземляется. Помимо этого, устанавливается один общий рубильник, позволяющий за раз отключить все оборудование от сети снабжения.
Оборудование передвижного поста
Отличный вариант для производственного цеха или другого большого рабочего пространства, а также при создании масштабных конструкций.
Основные требования:
- Электросварка и дополнительное оборудование комбинируется на передвижной тележке.
- Длина питающего кабеля должна быть достаточной для перемещения в пределах рабочего участка или объекта.
- Нет потребности в обустройстве системы вентиляции. На улице продукты горения расходников уносятся в результате естественного движения воздушных масс.
- Переносной пост оборудуется навесом и оградительными щитами, которые можно быстро собрать для защиты от осадков, ветра или солнца.
- Точно так же необходимо предусмотреть возможность установки ограждений для защиты посторонних от вспышек сварочной дуги.
- Для удобства работы сварщик должен иметь достаточное количество инструментальных тележек для хранения своего оборудования, дополнительного инвентаря и оснастки.
Вентилирование на местах
- Самое основное различие между видами вентиляции местного назначение это, как уже было замечено, движение потока воздуха, следовательно, она может быть либо приточной, либо вытяжной.
- Вытяжной вариант используется в тех случаях, когда нельзя допустить распространения вредных или дурно пахнущих летучих веществ с локализованного места нахождения по всему помещению. Сущность операции состоит в улавливании этих самых веществ при помощи движения воздушного потока и выбрасывания их в открытое пространство, то есть, на улицу. В таких ситуациях речь идёт, как о невидимых газах, так и о дыме и пыли, загрязняющих близлежащее пространство.
- В домашних условиях такой тип вентиляции знаком всем в качестве кухонной вытяжки и те, кому приходилось своими руками разбирать такой агрегат, могли видеть там один или несколько вентиляторов. Их лопасти развёрнуты таким образом, что при вращении они как бы отсасывают воздух, особенно, если тот поднимается к месту тёплым потоком.
- А вот местная приточная вентиляция применяется в виде воздушного душа, где более холодные потоки воздуха направленно подаются на какие-либо детали или локальное рабочее место и за это её также называют «обдувом». Также на некоторых производствах в горячих цехах созданы настоящие оазисы, представляющие собой кабинки высотой 2-2,5м, куда нагнетается прохладный воздух, что позволяет значительно экономить энергию по сравнению с тем, как если бы пришлось охлаждать весь цех.
- Но не всегда обдув бывает холодным, он может быть также тёплым или даже горячим, например, такие воздушные заслоны создаются у печей, что на практике выглядит, как ширма, через которую не распространяется печное тепло (подобный, но более слабый эффект происходит с греющим радиатором, расположенным под окном). Для кузнечных горнов и печей разного типа агрессивный направленный приток воздуха помогает поддерживать горение или же (при большей скорости) увеличивает его интенсивность.
Расчёт для вытяжных систем местного значения
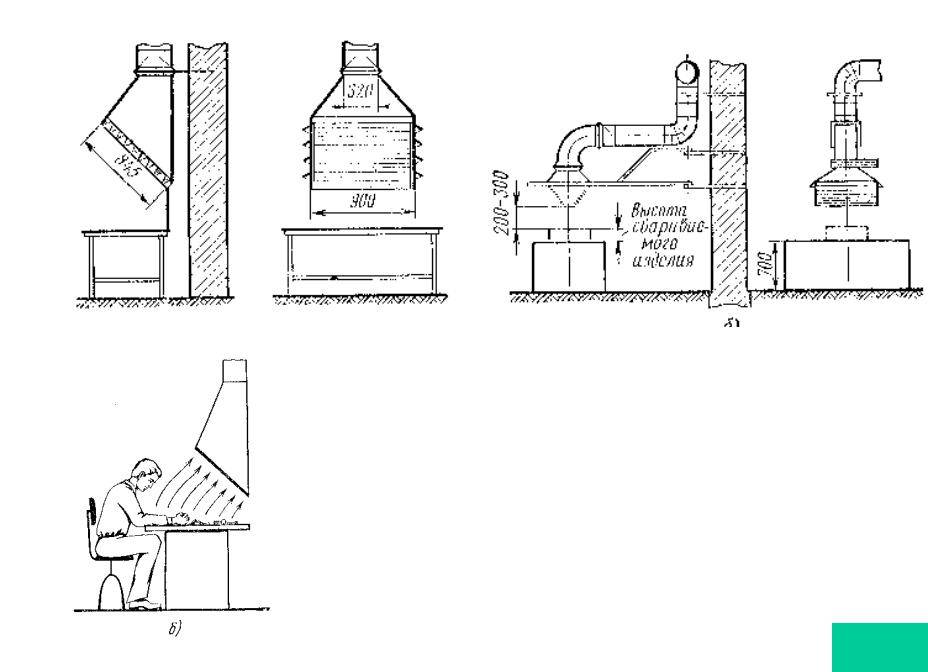
По большому счёту расчет местной вытяжной вентиляции производится с помощью формул и учётом множества параметров самого помещения, температуры воздуха, вредности, мощности двигателей и так далее, хотя это касается только производства, да и то не всегда. Но если уж дело доходит до вычислений, то нас будет интересовать вытяжной зонт — именно его и нужно учитывать в первую очередь, чтобы все вредные вещества поднимались именно к нему, а не рядом.
Читать также: Схема редуктора шуруповерта интерскол
Зонт является самым удобным приспособлением для локальной вытяжки, особенно это касается кузнечный горнов, варочных плит, печей с открытым огнём, горячих ванн и так далее — нагретый воздух сам поднимается под купол, где и попадает в вентиляционный канал. Безусловно, зонт, как того требует инструкция, должен быть расположен, как можно ближе к источнику, во всяком случае, на столько, на сколько это вообще возможно.
Отправным значением для скорости движения потока в рабочем проёме этого самого зонта принято считать значение от 0,15 до 1,25м/с. Скорость прямо пропорциональна количеству отравляющих газов и площади перекрытия — чем больше газов и меньше купол, тем интенсивнее должно быть всасывание.
Производительность агрегата (м3/час) или объём отсасываемого воздуха вычисляется по формуле L=360abv — здесь под символами a и b подразумевается периметр рабочего проёма в метрах, а под символом v скорость воздушного потока (м/с) в этом самом проёме.
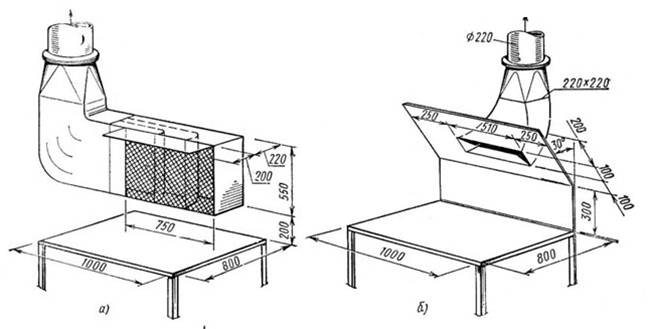
Для сварочных столов и наплавочных установок также необходимы отдельные расчёты, так как над таким местом невозможно навесить вытяжной зонт (он попросту будет мешать), поэтому, здесь устанавливаются воронкообразные или щелевидные отсосы длиной от 250 мм до 350 мм, в зависимости от потребности. В таких ситуациях применяется другая формула для расчётов, которая выглядит, как L=ko3√I, здесь уже значение ko — это коэффициент для щелевого или воронкообразного отсоса (щелевой — 12, воронкообразный — 13,2), а символом I обозначен сварочный ток в амперах (А).
Для рабочего места сварщика вентиляция такого типа может выполняться по-разному, хотя, по одному и тому же принципу, например, это может быть труба с зонтом, подведенным сбоку, но может быть и в виде решётки на рабочем столе, где газы высасываются в прямо противоположную сторону. Второй вариант наиболее благоприятен для работающего там человека, так как в таком случае он практически не вдыхает вредные газы. Производительность агрегата по перекачке воздуха (м3/час) следует рассчитывать по количеству электродов, которые сварщик способен использовать в течение часа, а также по наличию в них каких-либо вредных веществ.
Делаем сварочный пост своими руками
Рабочее пространство сварщика с комплексом необходимого в работе оборудования, инвентаря, расходных материалов и самого сварного аппарата называется сварочным постом. Его можно организовать самостоятельно, если внимательно изучить нормы и требования безопасности к подобным кабинетам.
Стационарный вид рабочего места сварщика в передвижении не нуждается, поэтому при его организации нет необходимости в опорах на колесиках и т.п.
Вне зависимости от вида сварочного поста, в работе потребуются негорючие материалы для устранения риска возникновения пожара: и для постоянного, и для временного использования сварки важно обеспечить мастера безопасными условиями труда
Актуальные инструменты и материалы
При обустройстве рабочего места для выполнения сварочных работ важно подобрать полный комплекс актуальных в работе инструментов и оборудования. Планировка сварочной кабины

Планировка сварочной кабины.
Список может меняться на усмотрение сварщика, но существуют позиции, обойтись без которых крайне сложно:
- сварочный аппарат;
- приспособление для складирования присадочных материалов, иного рода вспомогательных приспособлений;
- постоянный источник питания электрического тока;
- комфортабельное место посадки;
- рубильник для включения и выключения подачи напряжения;
- качественная вентиляционная система, вытяжная камера;
- системы хранения для мелкого инвентаря: переносные корзины, выдвижные ящики, полки и т.п.;
- электродержатель.
Вышеперечисленные элементы при рациональном планировании пространства рабочего места займут относительно немного места.
Оборудование сварочного поста своими силами нужно проводить с учетом всех требований по безопасности. Оптимальная длина рабочего пространства – 2 м, ширина – 2,5 м, высота – 2 м. Ни в коем случае не стоит создавать закрытую верхнюю часть сварного поста.










Для организации стен стоит применить тонкую сталь или фанеру, пропитанную огнеупорным раствором.
Для выполнения сборочных и сварных операций металлических деталей внутри рабочего кабинета мастера важно установить комфортабельный стол. Оптимальные параметры сварочного стола таковы: высота на уровне 50-60 см при работе сидя и порядка 90 см при работе стоя, а площадь – порядка 100 см2
К столу следует приварить болты из стали, на которые крепят токоподводящий провод от источника сварного тока, а также провод заземления рабочего стола.
Сбоку организовываются гнезда, приспособленные под хранение электродов и присадочных материалов. В выдвижных ящиках можно хранить мелкий ручной инструмент или технологическую документацию.
Основным видом оборудования рабочих кабинетов сварщиков считаются одно- или многопостовые источники питания дуги.
Зачастую в рабочем пространстве сварщики используют однопостовые источники питания, так как в случае питания от многопостовых источников сварочный ток нужно разводить по кабинам посредством применения токоподводящих проводов или шин. Также в кабине нужно монтировать рубильник для включения и отключения сварного тока.
Поэтапное обустройство сварочного поста

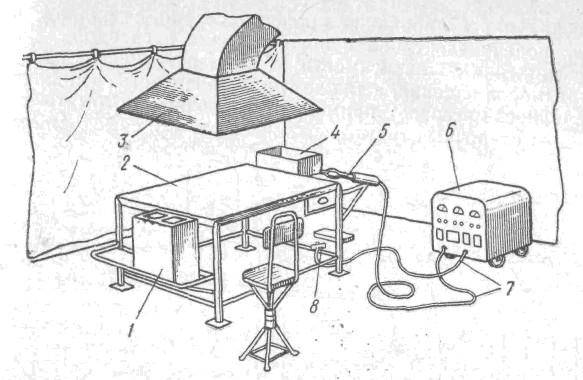
Общий вид типового сварочного поста.
Сварочные посты можно организовать в условиях просторного гаража, СТО, строительной площадки и т.п.
В любом случае все операции по их обустройству можно поделить на следующие этапы:
- выбор места под организацию рабочего пространства мастера, его очищение от посторонних предметов, уборка;
- обустройство стеночек рабочей зоны с применением стали или фанеры, пропитанной огнеустойчивым составом;
- обустройство стола со столешницей и системами хранения из негорючего материала;
- обеспечение доступа к источнику электричества для работы электрооборудования;
- организация надежной вентиляционной системы;
- визуальный осмотр результата работ перед выполнением сварки.
Основная комплектация
Организация стационарного поста предполагает наличие следующего электрооборудования и вспомогательных средств:
- источник питающего тока для формирования дуги (сварочный трансформатор или электронный инвертор);
- полный комплект подводящих проводов и кабелей со всеми дополнительными приспособлениями;
- держатели электродов или специальные газовые горелки;
- сварочные инструменты и другие приспособления;
- средства защиты оператора во время работы (специальная термоустойчивая одежда, защитная маска и толстые брезентовые перчатки или рукавицы).
Передвижной сварочный пост в отличие от постоянного пункта размещения не имеет чётко обозначенных границ. Объясняется это тем, что такое место организуется при сварочных работах, производимых на больших по размерам и протяжённых конструкциях (в пределах участка, цеха или строительной площадки).
Отметим, что указанная классификация касается лишь способа организации соответствующих процедур, но не учитывает характер производимых при этом операций.
Что представляет собой сварочный пост и какие его разновидности?
Сварочным постом называют своеобразный кабинет сварщика со всем комплексом необходимого в его работе оборудования, инвентаря и расходных материалов для обеспечения бесперебойного выполнения сварных работ. То есть, это такое рабочее пространство сварщика, работать в котором максимально комфортно и безопасно.
Если все работы по обустройству сварочных постов выполнять с учетом требований охраны труда, это позволит обеспечить мастеру максимальный уровень безопасности при сварке. При этом и уровень пожаростойкости пространства будет максимальным
Но чтобы этого добиться, важно понимать специфику разных видов сварных постов

Стационарный сварочный пост.
Исходя из вида оборудования, применяемого в работе, сварочные посты бывают:
Газосварочными. Рабочий кабинет для проведения газосварочных работ оборудуется с учетом того факта, что расплавление металла в процессе организации соединения кромок изделий в данном случае основано на применении тепловой энергии от горения газа в горелке. Поэтому пространство должно оснащаться максимально качественной вентиляционной системой, а отделку поверхностей нужно выполнять негорючими материалами.
Электросварочными








Рабочее пространство электросварщика при работе с электрической сваркой не менее травмоопасно, но в данном случае важно удалить больше внимания обеспечению высокого уровня защиты человека от поражения электрическим током.
На заметку! Какой бы вид оборудования для выполнения сварных работ ни применялся мастером, сварочный пост непременно должен быть оборудован качественной вытяжкой и приточной вентиляционной системой.

Стационарный пост для ручной сварки.
Исходя из возможностей, сварочные посты бывают:
- Стационарными. Выглядят как кабина с открытым верхом, которая приподнята над уровнем напольного покрытия, располагаются в помещении и могут оснащаться двигающейся столешницей.
- Передвижными. Представляют собой мобильные конструкции, которые без особенных трудностей можно переместить в иное место для работы. Передвижные посты для сварщиков актуальны для выполнения сварки крупногабаритных конструкций в просторных цехах или непосредственно под открытым небом на строительной площадке.
В условиях стационарного сварочного поста удобно выполнять сварку деталей малого и среднего размера, а для крупных узлов и конструкций из металла оно не пригодно. Кабину изготавливают из металлопроката с цинкосодержащим покрытием, стойкого к высоким температурам и инфракрасному излучению.
Особенностью передвижного рабочего места является отсутствие необходимости в проведении специальных мероприятий и создании особых рабочих условий. Передвижной сварочный пост защищается от осадков с помощью навеса, а от ветра – при помощи ширм.
Актуальные при сварных работах инструменты помещают в специальные тумбы, а освещение пространства обеспечивается локальными источниками света.
Важно! При организации мобильного сварочного поста важно обеспечить заземление абсолютно всему оборудованию
Выделение загрязнителей при сварке металлов
| Таблица 1. Выделение загрязнителей при сварке металлов | ||||||||
| Способ сварки и марка сварочного материала | Выделение загрязнителя, г/кг сварочного материала | Прочих загрязнителей | ||||||
| сварочого аэрозоля | соединения марганца | оксидов хрома | фтористого водорода | оксидов азота | оксида углерода | наимен. | кол-во | |
| Ручная дуговая сварка сталей электродами | ||||||||
| УОНИ-13/55 | 18,6 | 0,97 | — | 0,93 | — | — | фториды | 2,6 |
| УОНИ- 13/65 | 7,5 | 1,41 | — | 1,17 | — | — | фториды | 0,8 |
| АНО-4 | 6,0 | 0,69 | — | — | — | — | — | — |
| АНО-6 | 16,3 | 1,95 | — | — | — | — | — | — |
| АНО-11 | 22,4 | 0,87 | — | — | — | — | — | — |
| ЭА-606/11 | 11,0 | 0,68 | 0,6 | 0,4 | 1,3 | 1,4 | — | — |
| M33-III | 40 | — | — | — | — | — | — | — |
| ЦТ-15 | 7,9 | 0,55 | 0,35 | 1,61 | — | — | оксиды никеля | 0,39 |
| Ручная дуговая сварка чугуна | ||||||||
| ЦЧ-4 | 13,8 | 0,43 | — | 1,87 | — | ванадий | 0,54 | |
| Ручная дуговая сварка меди | ||||||||
| ЩЗЧ-1 | 14,7 | 0,47 | — | 1,65 | — | медь | 4,42 | |
| Вольфрам под гелием | 20 | — | — | — | — | — | вольфрам | 0,08 |
| медь | 2,1 | |||||||
| СрМ-0,75 (проволока) Ручная сварка алюминия | 17,1 | 0,44 | — | — | — | медь | 15,4 | |
| ОЗА-1 | 38,1 | — | — | — | — | — | аэрозоль оксида | 20 |
| алюминия | ||||||||
| Проволока | ||||||||
| ЭП-245 | 12,4 | 0,54 | — | 0,36 | — | оксиды железа | 11,5 | |
| ПП-106, ПП-108 | 12 | 0,7 | — | — | 0,8 | — | оксиды железа | 0,7 |
| Проволока | ||||||||
| СВ-08Г2С | 9,7 | 0,5 | 0,02 | — | 14 | оксиды железа | 7,48 | |
| СВ-Х19Н9Ф2СЗ | 7 | 0,42 | 0,03 | — | — | 14 | оксиды железа | 0,04 |
| СВ-10Х20Н7СТ | 8 | 0,45 | 0,03 | — | — | — | — | — |
| СВ-16Х16Н25М6 | 15 | 2 | 1 | — | — | оксиды никеля | — | |
| ЭП-245 | 12,4 | 0,61 | — | — | — | 3,2 | — | — |
| СВ-О8ХГН2МТ | 6,5 | — | 0,03 | — | 0,8 | 11 | оксиды титана | 0,4 |
| медь | 11 | |||||||
| Проволока | ||||||||
| МНЖ-КГ5-1-02-0.2 | 18 | 0,3 | — | — | — | — | оксиды никеля | 0,8 |
| КМЦ | 8,8 | 0,6 | — | — | — | — | медь | 6 |
| Проволока | ||||||||
| Д-20 | 10,9 | 0,09 | — | — | — | — | оксиды алюминия | 7,6 |
| АМЦ | 22,1 | 0,62 | — | — | 2,45 | — | — | 20 |
| АМГ-6Т | 50 | 0,25 | — | 0,33 | — | — | 8,5 | |
| Алюминиевая | 10 | — | — | — | 0,9 | — | — | — |
| Титановая | 14,7 | — | — | — | — | — | оксиды титана | 5 |
| Неплавящиеся электроды | 61 | — | — | — | — | — | оксиды алюминия | 28 |
| ОЗА-2/ак,ОЗА-1 | 38,5 | — | — | — | — | — | — | 20 |
| Сварка стали с флюсами | ||||||||
| ОСП-45 | 0,09 | 0,03 | — | 0,2 | 0,006 | — | прочие фториды | 0,36 |
| ФЦ-2, ФЦ-6, ФЦ-7 | 0,09 | 0,01 | — | 0,05 | 0,005 | — | соединения кремния | 0,03 |
| ФЦ-11, ФЦ-12 | 0,09 | 0,05 | — | 0,02 | — | — | — | 0,05 |
| АН-22 | 0,12 | 0,01 | — | 0,02 | — | — | — | — |
| АН-26, АН-30, АН-42 | 0,08 | 0,05 | — | 0,03 | — | — | — | — |
| АН-60, АН-64 | 0,09 | 0,02 | — | — | — | — | — | — |
| АН-348А | 0,1 | 0,03 | — | 0,2 | 0,006 | — | прочие фториды | 0,16 |
| АНК-30 | 0,26 | 0,12 | — | 0,018 | — | — | соединения кремния | 0,05 |
| ЖС-450 | 5,8 | 0,142 | — | 0,18 | — | 22,4 | — | — |
| К-1 | 0,06 | 0,023 | — | 0,15 | — | 0,5 | — | — |
| К-8 | 4,9 | 0,13 | — | 17,8 | — | — | ||
| К-11 | 1,3 | 0,089 | — | 0,14 | 0,6 | — | — | — |
| Таблица 2. Предельно допустимые концентрации вредных веществ в воздухе рабочей зоны сварочных цехов | ||||
| Наименование вещества | ПДК, мг/м3 | Класс Опасности | Агрегатное состояние (а — аэрозоль, п — пары) | Примечание |
| содержание марганца в сварочных аэрозолях, масс.% | ||||
| до 20 | 0,20 | 2 | а | |
| до 20-30 | 0,10 | 2 | а | |
| хроматы, бихроматы | 0,01 | 1 | а | в пересчете на CrO3 |
| оксид хрома (Cr2O3) | 1,00 | 2 | а | |
| никель и его оксиды | 0,05 | 1 | а | в пересчете Ni |
| оксид цинка | 0,50 | 2 | а | |
| титан и его двуоксид | 10,00 | 4 | а | |
| алюминий и его сплавы | 2,00 | 2 | а | по Al |
| медь металлическая | 1,00 | 2 | а | |
| вольфрам | 6,00 | 3 | а | |
| двуоксид кремния аморфный в виде аэрозоля конденсации при содержании от 10 до 60 % | 2,00 | 4 | a | |
| двуоксид азота | 2,00 | 2 | п | |
| озон | 0,10 | 1 | п | |
| оксид углерода | 20,00 | 4 | п | |
| фтористый водород | 0,05 | 1 | п | |
| соли фтористоводородной кислоты: | ||||
| хорошо растворимые (NaF, KF) | 0,20 | 2 | а | по HF |
| плохо растворимые (AIF2, NaAIFd) | 0,50 | 2 | а | по HF |
| Таблица 3. Выделение загрязнителей при газовой и плазменной резке металлов | |||||||||||||
| Способ резки, вид и толщина металла | Выделение на м реза, г/м за 1 час работы, г/ч, в том числе оксидов | ||||||||||||
| Аэрозоля, всего в | Mg | Cr | Ni | Al | CO | NOx | |||||||
| г/м | г/ч | г/м | г/ч | г/м | г/ч | г/м | г/ч | г/м | г/ч | г/м | г/ч | г/м | г/ч |
| Резка газовая стали углеродистой толщиной | |||||||||||||
| 5 мм | 2,25 | 74 | 0,07 | 2,3 | 1,5 | 50 | 1,2 | 40 | |||||
| 10 мм | 4,5 | 130 | 0,13 | 3,8 | 2,2 | 6,3 | 2,2 | 65 | |||||
| 20 мм | 9 | 200 | 0,27 | 6 | 2,3 | 65 | 2,4 | — | |||||
| Резка газовая стали делигированной толщиной | |||||||||||||
| 5 мм | 2,5 | 80 | 0,12 | 4 | 1,3 | 43 | 1 | 35 | |||||
| 10 мм | 5 | 150 | 0,23 | 6,7 | 1,9 | 55 | 1,5 | 43 | |||||
| 20 мм | 10 | 225 | 0,47 | 10,5 | 2,6 | 57 | 2 | 45 | |||||
| Резка газовая стали марганцовистой толщиной | |||||||||||||
| 5 мм | 2,5 | 80 | 0,6 | 20 | 1,4 | 46 | 1,1 | 36 | |||||
| 10 мм | 5 | 140 | 1,6 | 35 | 2 | 58 | 1,6 | 47 | |||||
| 20 мм | 10 | 220 | 2,4 | 55 | 2,7 | 60 | 2,2 | 50 | |||||
| Резка газовая сплавов титана толщиной | |||||||||||||
| 4 мм | 5 | 140 | 4,7 | 130 | 0,6 | 17 | 0,2 | 6 | |||||
| 12 мм | 15 | 315 | 14 | 280 | 1,5 | 32 | 0,6 | 13 | |||||
| 20 мм | 25 | 390 | 22 | 345 | 2,5 | 38 | 1 | 16 | |||||
| 30 мм | 35 | 350 | 33 | 335 | 2,7 | — | 1,5 | — | |||||
| Резка плазменная стали углеродистой толщиной | |||||||||||||
| 10 мм | 40 | 810 | 0,12 | 24 | 1,4 | 7 | |||||||
| Резка плазменная стали низколегированной толщиной | |||||||||||||
| 14 мм | 6 | 790 | 0,18 | 24 | 2 | 265 | 10 | 130 | |||||
| 20 мм | 10 | 960 | 0,3 | 29 | 2,5 | — | 14 | — | |||||
| Резка плазменная стали легированной толщиной | |||||||||||||
| 5 мм | 3 | 990 | 0,14 | 46 | 1.5 | — | 6 | 200 | |||||
| 10 мм | 5 | 1370 | 0,24 | 66 | 1.9 | 470 | 10 | — | |||||
| 20 мм | 12 | 1600 | 0,58 | 77 | 2.1 | — | 13 | — | |||||
| Резка плазменная стали марганцовистой толщиной | |||||||||||||
| 5 мм | 4 | 790 | 0,72 | 140 | 1,4 | — | 7 | 128 | |||||
| 10 мм | 6 | 765 | 1,16 | 1,50 | 2 | 265 | 10 | — | |||||
| 20 мм | 10 | 920 | 1,73 | 170 | 2,5 | — | 13 | — | |||||
| Резка сплавов алюминия толщиной | |||||||||||||
| 8 мм | 3 | — | 2,5 | — | 0,5 | — | 2 | 612 | |||||
| 20 мм | 4 | 480 | 3,5 | 440 | 0,6 | 75 | 3 | — | |||||
| 80 мм | 6,5 | — | 8 | — | 1 | — | 9 | — | |||||
| Резка плазменная сплавов титана толщиной | |||||||||||||
| 10 мм | 3 | 455 | 2,7 | 425 | 0,4 | — | 11 | 160 | |||||
| 20 мм | 7 | 645 | 6,4 | 515 | 0,5 | 40 | 15 | — | |||||
| 30 мм | 12,5 | 680 | 12 | 640 | 0,6 | — | 19 | — |
С этим читают
Виды и правила обустройства
Существует два способа обустройства системы вентилирования в сварочном цеху: общеобменный и локальный. Они используются вместе, в дополнение друг к другу.
Местная схема способна устранять до 75% всех выделяемых во время работ вредных веществ. Для устранения оставшихся 25% вредных веществ используется общеобменная система.
- Нельзя допускать образования в цеху мертвых участков (из которых воздух никак не удаляется), особенно в углах. В них застаиваться воздух, имеющий в своем составе большое количество вредных веществ.
- Приточные каналы с вентиляторами следует монтировать на высоте до уровня 4 метров. Вытяжные каналы следует монтировать на противоположной стене, при этом высота обоих каналов должна быть одинаковой.
- Расстояние от стены с притоком до стены с вытяжкой не может быть более 100 метров – это запрещено. При большем расстоянии будет происходить аккумуляция отработанного воздуха в центральной зоне помещения.
- При необходимости к местной системе вытяжки можно поставить мобильный отсос, который позволит в случае необходимости двигать вытяжной зонт вместе со сварочным оборудованием.
- Вентиляционная цеховая система должна обустраиваться начиная с установки общеобменной приточно-вытяжной системы. Когда ее монтаж завершен, переходят к обустройству местной системы вентилирования.
Теперь рассмотрим подробнее особенности обустройства этих схем.
Местная схема
Основное предназначение местной схемы – очистка воздуха локально, то есть прямо на рабочем участке. Именно на месте проведения сварочных работ и скапливается больше всего вредных веществ. А вот уже в 3-4 метрах от рабочего места воздух может быть абсолютно чистым, и соответствовать санитарным нормам.
 Вентиляция для сварочного поста
Вентиляция для сварочного поста
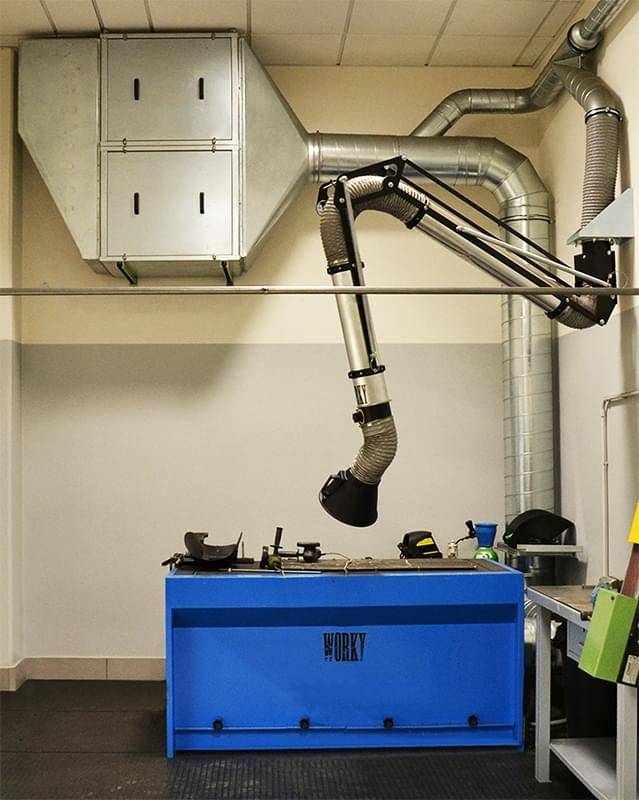
Существует два способа установки местной вентиляции: через местные отсосы либо через вытяжные приборы подъемно-поворотного вида.
В первом случае отсосы монтируются на высоте полутора метров от сварочного поста. Иногда их монтируют непосредственно в сварочные столы, что тоже неплохой вариант. В конечном счете местные отсосы соединяют с общеобменной вентиляцией цеха, используя специальные герметичные шланги.









Второй вариант представляет собой воздухоприемник, который крепится за счет шарниров и шланга (его диаметр может достигать 200 мм) в любом положении. Шланг соединяет воздухоприемник и централизованную систему вытяжки воздуха.
Обычно за счет такой конструкции удается выносить из помещения до 85% различных вредных компонентов. Ее преимущество – возможность монтажа рядом со сварочным оборудованием. В целом же подъемно-поворотная вытяжка позволяет эффективно очищать воздух на расстоянии до 8 метров от сварочного поста.
Общеобменная схема
Общеобменная схема состоит из системы воздуховодов, к которым подключены вытяжные вентиляторы.
Механизм работы метода таков: воздушный поток, проходя через решетку, рассекается, после чего поднимается вертикально вверх и распределяется по всему цеху. Скорость прохождения воздушных масс в цеху составляет 0,1 м/с, чего в большинстве случаев достаточно.
Воздухообмен обеспечивается за счет монтажа под полом вентиляторов. Устранение отработанного воздуха обеспечивается за счет монтажа на крыше вентиляторов с производительностью больше, чем у приточных.
Достаточно 20 минут непрерывной работы такой системы для выведения большинства вредных веществ.
Несколько правил обустройства общеобменной схемы:
- в случае, когда на 1 м³ цеха расходуется меньше 0,2 г/час электродов, монтаж общеобменной системы вентилирования можно не производить;
- скорость подачи свежих воздушных масс не должна превышать 0,9 м/с;
- если дополнительно не смонтирована местная схема, то механическое вентилирование должно обеспечивать выведение 2/3 воздуха снизу и 1/3 сверху.
Если сварочные работы производятся внутри какой-то емкости, то скорость потока воздушных масс должна превышать 0,7 метров/секунду, при температуре не менее 20 градусов внутри.
Жми «Нравится» и получай только лучшие посты в Facebook ↓
Как обустроить газосварочный пост
Для работы с газовой сваркой и обустройства места работы с ним нужно, во-первых, само оборудование.

- Генератор ацетилена.
- Кислород (баллоны с редуктором).
- Рукава для подачи газа, и горелки.
Переносной газосварочный пост для использования такого оборудования изготавливают в виде тележки, которую легко перемещать в нужное место. Чаще всего используется трубная конструкция с платформой. Переместив оборудование на нужное место, сварщик разворачивает и подтягивает рукава к месту работы.
Оборудование сварочного поста газосварщика включает следующие элементы.
- Стол, как правило, имеет металлическую столешницу.
- Газовое оборудование располагается в стороне (на предприятиях подача газа может быть централизованной по газопроводу).
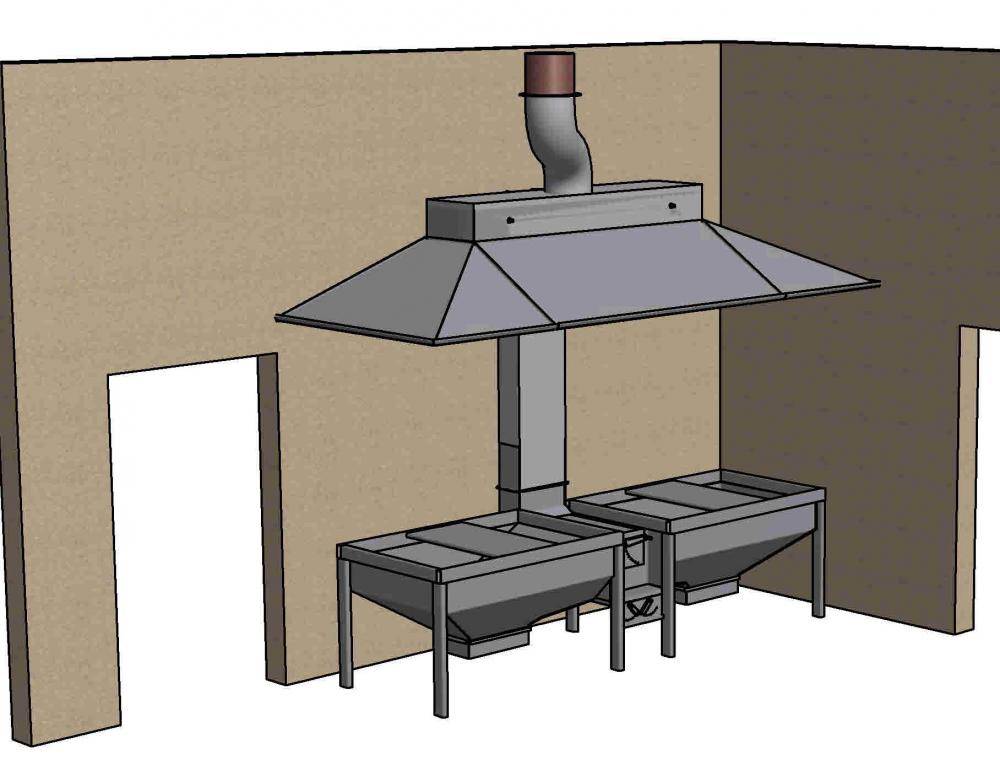
- Возле стола (обычно сверху) располагается вытяжка. Для удаления продуктов горения.
- Обязательно устраивается хорошее освещение.
Если приходиться работать в замкнутом пространстве или же труднодоступных местах, то обязательно нужно обеспокоиться дополнительной подачей воздуха!














