Ваш водопровод

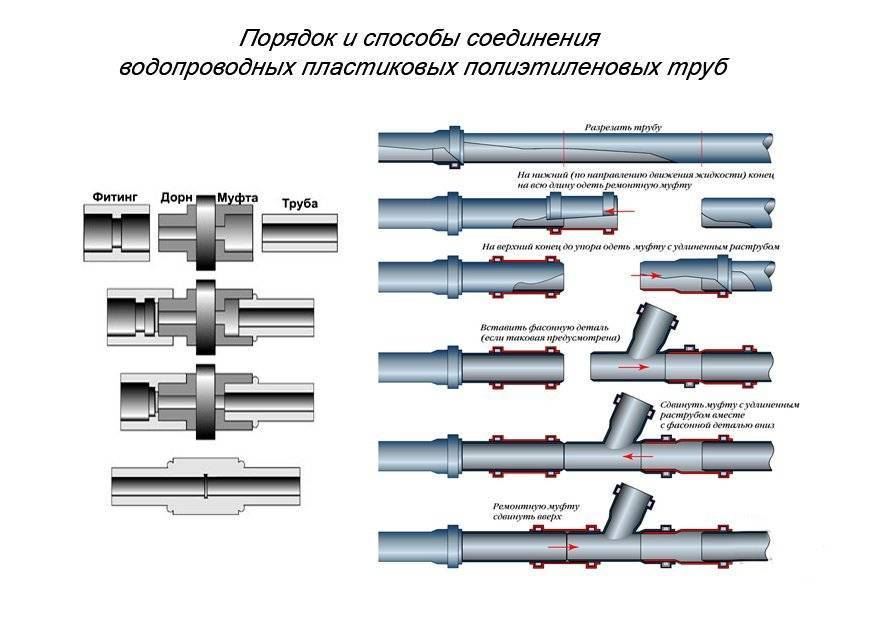
Муфтовая сборка

Пайка Полиэтиленовые модели монтируются спайным методом или при помощи муфт/фитингов (муфтовая сборка). Как паять пластиковые трубы для водопровода?
Для проведения новых сетей водоснабжения подойдут изделия из ПВХ и полиэтилена без армирования и усиления. Подготовка требует создать схему будущего водоснабжения с обозначением длин веток, его положением и всех необходимых для установки конструкции фитингов. Правильный расчет длин и числа загибов позволит упростить технологию, увеличить скорость выполнения задания и не допустить переделок.

Паяльник

Труборез
Для паяния полиэтиленовых соединений понадобиться:
- Паяльник.
- Труборез
- Торцеватель для резки труб и срезания кромки отрезанных концов.
- Мелконаждачная бумага для зачистки краев
- Муфта соединительная (если муфтовая сборка)
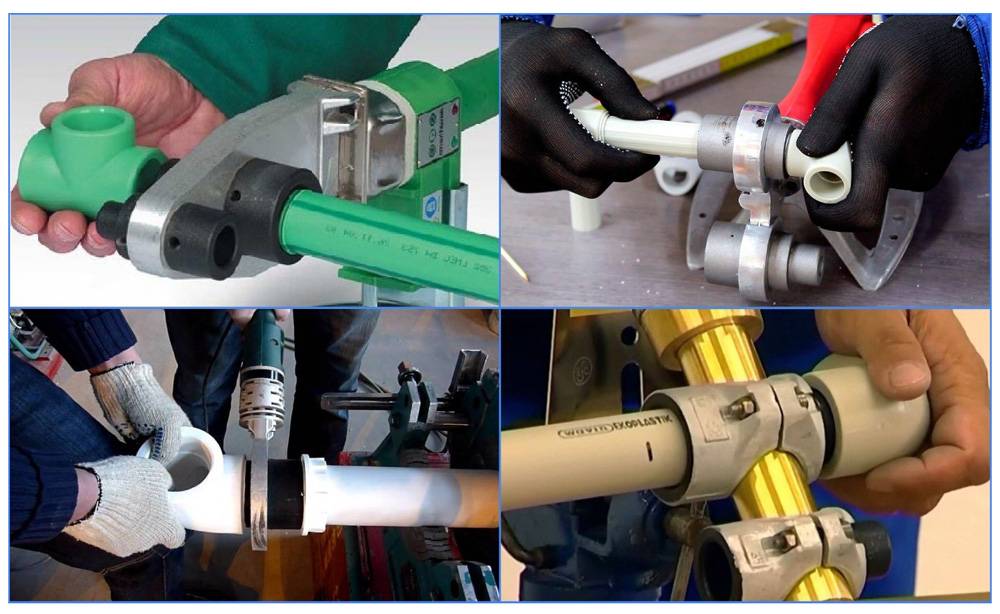
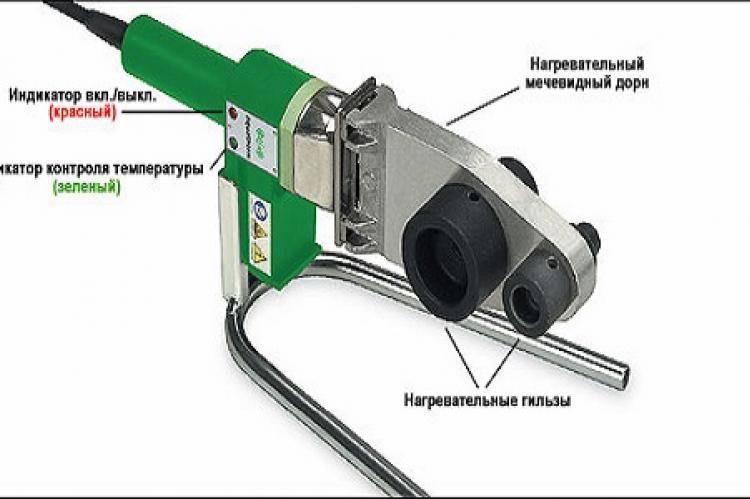
Нагревательный прибор представляет собой специальное устройство с подошвой с креплением к ней особых насадок различного диаметра. Существуют приборы, в комплект которых входят от двух и более насадок одновременно.
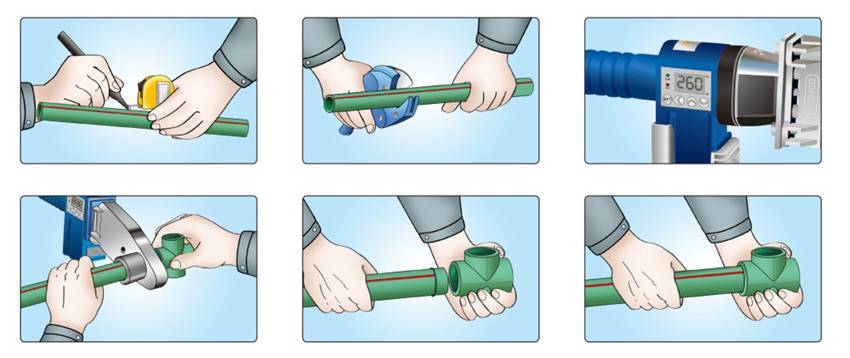
Этапы технологии прокладки гидрокоммуникаций расскажут, как научиться паять:
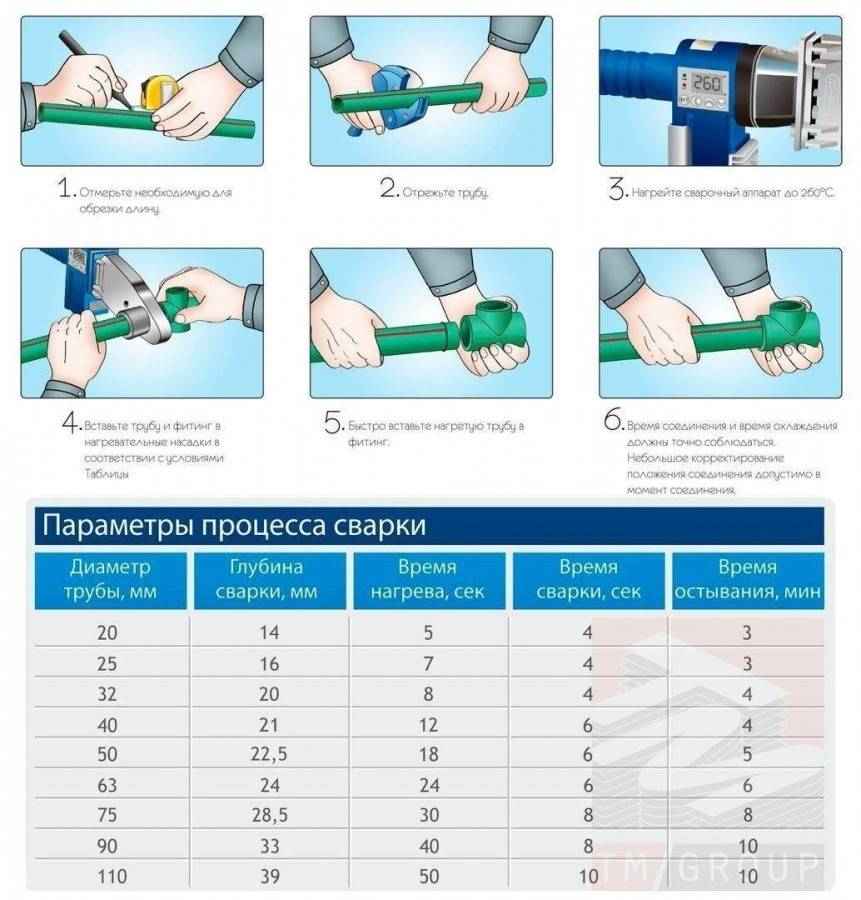
- Отмеряем рулеткой нужную длину.
- Отрезаем труборезом отмеренную длину.
- Заторцовываем отрезанные концы. Это важный этап при паянии. Срезы должны быть гладко отшлифованы и зачищены. Для большей уверенности можно дополнительно обезжирить спиртовым раствором.
- Спаиваем концы. Если при установке сетей жизнеобеспечения используется муфтовое соединение, тогда на один конец строения устанавливаем муфту/фитинг и прогреваем вместе с будущей обраткой в насадке нужного диаметра паяльника. После прогрева концы незамедлительно соединяем и дожидаемся полного остывания сборки. О качестве сварки свидетельствует наличие буртика.
Внимание! При монтаже тепло- и водоснабжения спайным швом категорически не допускается падание воды или влаги в полость или на поверхность. При нагреве вода, превращаясь в пар, деформирует пластиковую структуру, в результате чего она теряет свою прочность
Как правильно паять пластиковые трубы
Раструбный способ. Чтобы места стыков имели качественную герметичность и прочность используют три основных метода пайки, которые хочется рассмотреть с максимальной подробностью и начать с раструбного метода, который имеет ряд определённых этапов.
- Пайка пластиковых труб с небольшим диаметром, вполне выполнима простейшим ручным аппаратом. Но для соединения труб с большим диаметром, понадобится устройство, оснащённое центрирующим приспособлением.
- Две нагревающиеся насадки по форме напоминают гильзу, на которую насаживается пластиковая трубка. Ещё такая конструкция оснащается дорном, в который вставляют соединительную муфту.
- Паяльник устанавливается на ровной горизонтальной поверхности и включается в сеть для разогрева до нужной температуры. При этом разогрев может составлять от 10 до 20 минут в зависимости от мощности устройства.
- Перед пайкой пластиковых изделий они на стыках очищаются от заусенцев и различных загрязнений. Если необходимо паять армированные трубы, то с них снимается верхний слой материала, чтобы стыки наделись на фитинг. Шевингование выполняют по глубине вхождения трубки в муфту.
- Трубу и фитинг надевают на соответствующую насадку сварочного устройства и держат в таком состоянии до разогрева материала. Время пайки пластиковых труб напрямую зависит от мощности паяльника и температуры в помещении. Время выдержки и температурные параметры указываются в инструкции, поставляемой, совместно с прибором.
- Нагретые части быстро снимаются с паяльника и стыкуются друг с другом.
Состыкованные части выдерживаются в неподвижном состоянии определённый промежуток времени так чтобы не произошла их деформация. После того как место соединения остынет трубу можно эксплуатировать по прямому назначению.
Стыковой способ пайки полипропиленовых труб
Прокладка трубопровода трубами с диаметром более 50 мм выполняется особым методом стыкового соединения фрагментов.
Такой способ целесообразно использовать при пайке пластиковых трубок со стенками 4 мм толщины и больше.
- Прежде чем начинать пайку трубы на торцах качественно выравниваются.
- При пайке обязательно использование устройства для центровки труб.
- Для разогрева стыкуемых поверхностей используются дисковые нагревательные элементы.
Все последующие этапы пайки идентичны, как и в случае с раструбным методом проведения работ.
Как спаять пластиковую трубу большого диаметра
 Чтобы правильно спаять пластиковые трубы большого диаметра используют исключительно стыковой способ. На начальном этапе в разогретую насадку вводится раструб фитинга, а потому сама трубка. Затем соединение выдерживается под температурой на протяжении необходимого времени.
Чтобы правильно спаять пластиковые трубы большого диаметра используют исключительно стыковой способ. На начальном этапе в разогретую насадку вводится раструб фитинга, а потому сама трубка. Затем соединение выдерживается под температурой на протяжении необходимого времени.
После пайки важно проверить качество соединений. Также если в отверстии изделия образовался наплыв из полипропилена, то на следующем стыке она вводится в насадку не слишком глубоко
Основным правилом качественной спайки больших в диаметре труб является время выжидания прогрева материала, которое значительно больше, чем у тонкостенных аналогов, но при этом недопустим и перегрев пластика.
Особенности запайки деталей из полиуретана
Материалы из полиуретана обладают более низкой температурой плавления, чем полипропиленовые, а при нагреве свыше +220°С начинают разрушаться
Поэтому важно не перегревать деталь, иначе полимер станет хрупким и потеряет свои свойства. Также при выполнении предварительной подготовки концы трещин в полиуретановом бампере не засверливают
- Расколы армируют специальной сеткой или скобами от мебельного степлера.
- Для термопистолета или фена выбирается насадка с соплом 10 мм.
- Затем сверху укладываются полиуретановые электроды шириной 8 мм и расплавляются строительным феном. При этом полимер должен плавиться быстро, но без испарений. Также как и в случае пропиленового изделия, полоски приплавляются, начиная с середины трещины, затем середины половины и так далее.
Техника безопасности при пайке труб из меди
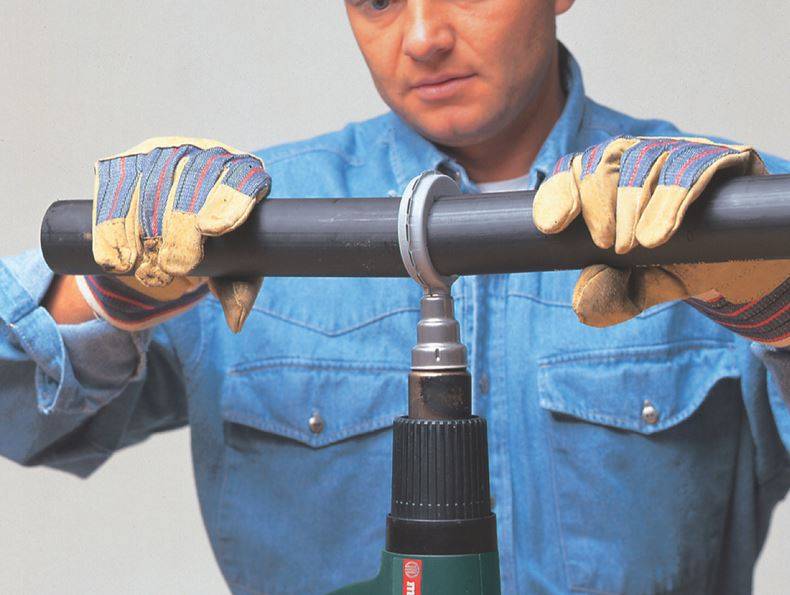
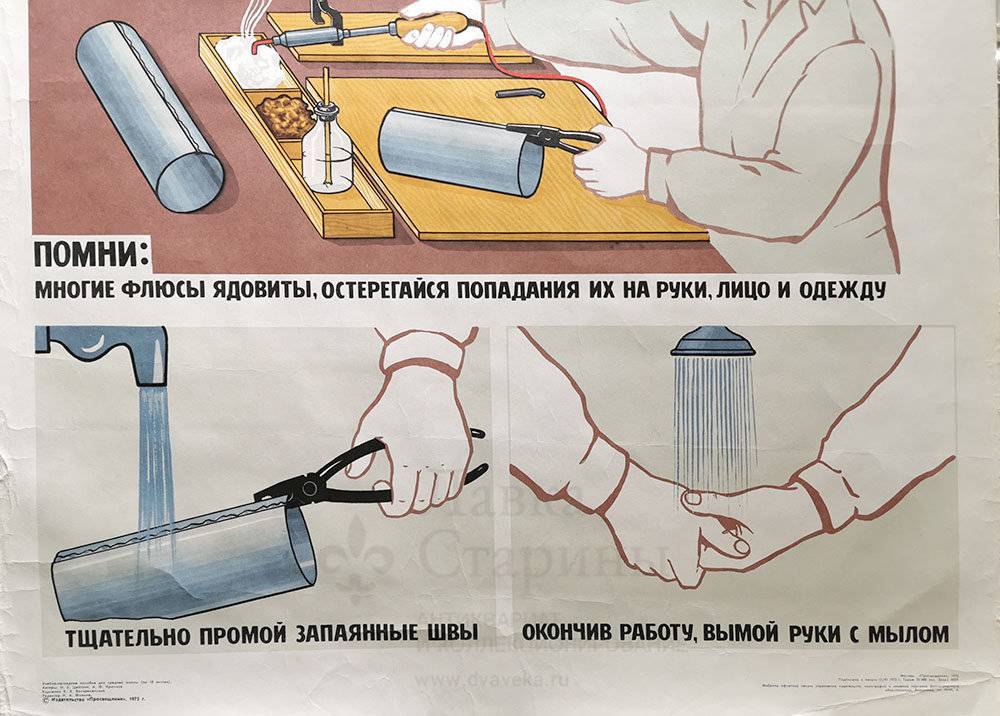
Никогда не нужно игнорировать технику безопасности, когда человек интересуется, как паяют профессионалы медные изделия. Прежде всего, необходимо запомнить, что любая конструкция из меди очень сильно нагревается, когда на нее воздействует пламя горелки. Поэтому брать незащищенными руками деталь ни в коем случае нельзя. Для перемещения коротких элементов можно использовать клещи. Рекомендуется надеть рукавицы.




Необходимо не допускать попадания на кожу флюса. Если все же возникла такая ситуация, тогда агрессивный состав смывается мыльной водой.
Работы нужно выполнять в плотной одежде. Рекомендуется надеть вещи из хлопка. Одежду из синтетических тканей во время пайки использовать нельзя, потому что волокна искусственного происхождения легко плавятся.
Процесс соединения деталей нужно выполнять при хорошей вентиляции, так как во время пайки нередко флюс загорается. Поэтому в воздухе появляются опасные пары.
После завершения монтажных работ система обязательно промывается водой. Она должна быть горячей и чистой. Это позволяет избавиться от излишков расходников внутри трубопровода.
Секреты пайки ПВХ и меры безопасности
Работы по спайке следует выполнять в комнате с плюсовой температурой. Необходимо учесть, что чем холоднее, тем дольше будут прогреваться элементы. При этом существует ряд и других правил, которые следует соблюдать.
Особенности спайки труб ПВХ:
- Мощность утюга должна быть 1200 Вт.
- Ручной прибор используется для труб с диаметром до 32 мм. Для больших размеров применяется профессиональное оборудование.
- Перед началом работы прибор необходимо прогревать 5-10 минут. Это необходимо, чтобы устройство с насадками достигли нужных параметров.
- После спайки запрещается прокручивать соединение. Иначе это может нарушить целостность шва. Можно только выпрямить перекосы, чтобы соединение не протекало.
- Не нужно применять много силы для сжимания деталей. Иначе просвет заполнится горячим пластиком и нарушит проходимость.
- Запрещаются зазоры между стыком трубы и внутренней частью фитинга. Иначе под давлением будут наблюдаться протечки.
- До эксплуатации спаянное место должно полностью остыть.
- После завершения работы утюг очищают от пластика. Так на приборе не возникнет нагар, а элементы для спайки не будут подвергаться порче.
Для очистки следует использовать плоскую деревянную палочку. Так тефлон не повредится. Металлические предметы могут поцарапать поверхность и привести в негодность насадку, ведь пластик начнет прилипать к покрытию.
 Аппарат для пайки следует ставить таким образом, чтобы он устойчиво стоял
Аппарат для пайки следует ставить таким образом, чтобы он устойчиво стоял
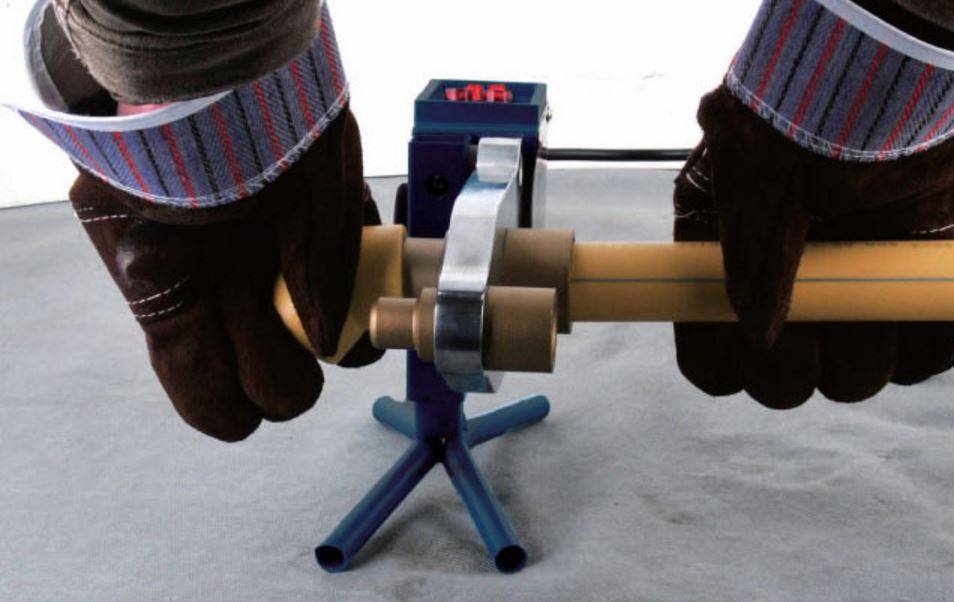
При работе с электроинструментами важно соблюдать технику безопасности. Иначе можно получить ожог или травму. Работать нужно в защитных перчатках
Помещение должно быть чистое, без запыленности. Иначе частицы будут оседать на пластике и нарушать качество спайки
Работать нужно в защитных перчатках. Помещение должно быть чистое, без запыленности. Иначе частицы будут оседать на пластике и нарушать качество спайки.
Паяльник размещают горизонтально поверхности. При работе запрещается отключать оборудование. Работу начинают, когда утюг полностью разогрелся. В современных моделях об этом свидетельствует индикатор. Для вариантов старого образца выжидают 20 минут.
Спайка полиэтиленовых труб не имеет сложной технологии. Сварка может иметь особенности, если паять армированные изделия
При этом важно соблюдать меры предосторожности. Спаять трубы правильно помогут основные секреты и правила. Также следует с точностью соблюдать инструкцию
Также следует с точностью соблюдать инструкцию
Также следует с точностью соблюдать инструкцию.
Правила монтажа полипропиленовых трубопроводов
Доброго времени суток, мой читатель или читательница! В этой статье я кратко перечислю правила монтажа полипропиленовых трубопроводов. Основная операция, при монтаже полипропиленовых трубопроводов — пайка. С нее и начнем!






Правила пайки полипропиленовых труб
Полипропиленовые трубы и фитинги соединяются друг с другом при помощи пайки. Метод несложный, но тем не менее некоторые правила нужно соблюдать. Перечислим эти правила ниже:
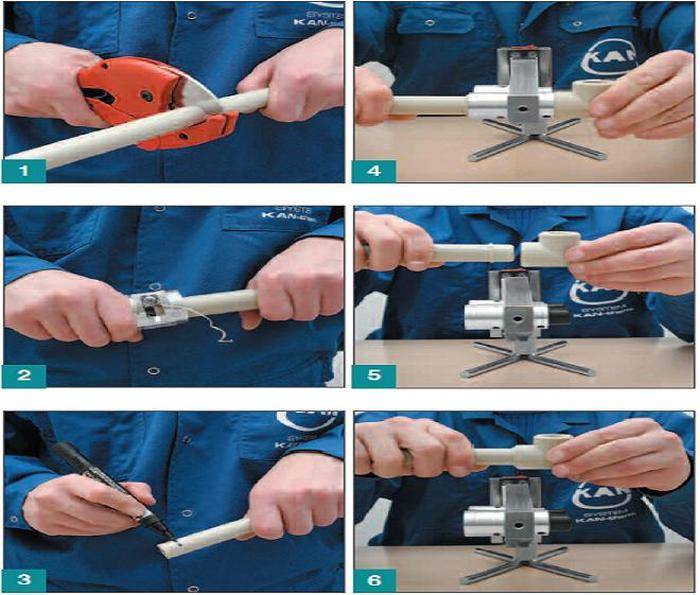
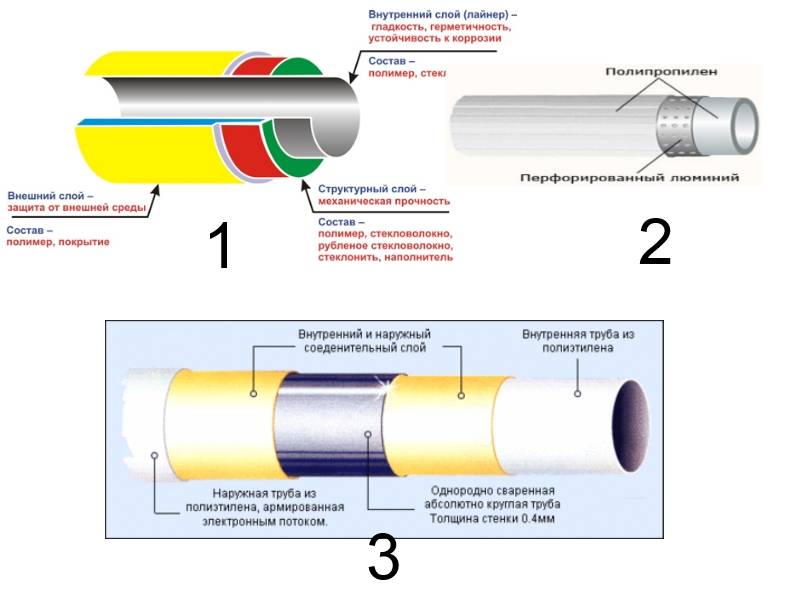
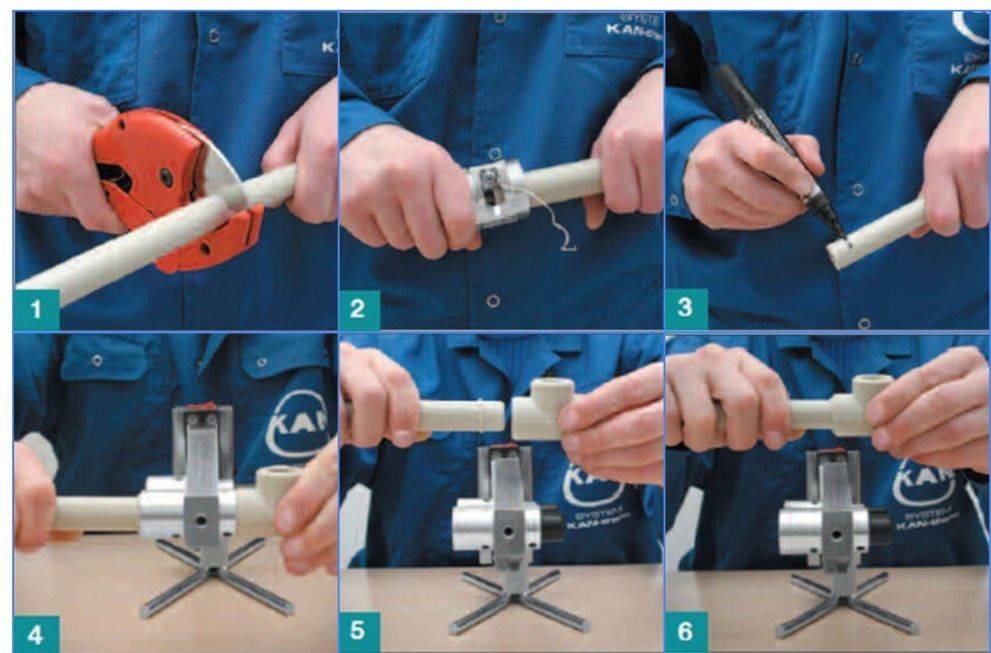
Первое, что нужно сделать это подготовить к работе сварочный аппарат — смонтировать на греющей поверхности необходимые насадки, установить сварочный аппарат на штатив (аппарат должен стоять на ровной поверхности), включить в сеть и выставить на термостате необходимую температуру (на дешевых китайских аппаратах выставлять ничего не нужно — они нагреваются до 260° С автоматически ). После того как «сварочник» разогрелся до рабочей температуры, можно приступать к пайке. Перед пайкой необходимо ровно отрезать трубу, убрать с ее краев заусенцы и отметить маркером расстояние, на которое труба будет вставляться в раструб. Производители еще рекомендуют обезжиривать поверхность труб, но вполне достаточно, чтобы труба просто чистой. Для армированных металлической фольгой труб необходимо воспользоваться специальной зачисткой (для труб с наружной армировкой) или торцевателем (для труб с внутренней армировкой)
Если труба армирована стекловолокном, то нужно просто ровно отрезать
Далее фитинг и труба вставляются в насадку на сварочном аппарате (важно вставлять трубу и фитинг ровно, иначе пайка будет некачественной) и вы начинаете отсчитывать время, необходимое на разогрев. Для разных диаметров труб время будет разным (его мы приведем ниже в таблице)
| Диаметр, мм. | Расстояние, на которое нужно вставлять трубу в раструб, мм. | Время нагрева, сек. | Время охлаждения пайки, мин |
| 20 | 17 | 6 | 2 |
| 25 | 19 | 7 | 2 |
| 32 | 22 | 8 | 4 |
| 40 | 24 | 12 | 4 |
| 50 | 27 | 18 | 4 |
| 63 | 30 | 24 | 6 |
| 75 | 32 | 30 | 6 |
| 90 | 35 | 40 | 8 |
После завершения работ, необходимо выключить сварочный аппарат из сети и дождаться пока он остынет. После этого можно скручивать насадки и складывать его в ящик. Не стоит остужать сварочный аппарат при помощи воды. Это приведет к поломке оборудования.
Для большей наглядности всего, что сказано выше посмотрите вот это видео:
Для монтажа полипропиленовых труб у стен и в труднодоступных местах вам понадобится напарник. Бывают сложные случаи, когда приходится использовать двух напарников и два паяльника одновременно. Поэтому заранее ищите себе компаньона для проведения монтажных работ.
Как посчитать количество креплений для полипропилена?
Опора для полипропиленовых труб.
Полипропиленовые трубы имеют нормативы по количеству креплений на единицу длины. Это количество зависит от диаметра трубы и температурного режима. Для наглядности приведем эти данные в виде таблицы:
| Диаметр трубы, мм | Расстояние между крепежом, мм. | ||||||
| 20°С | 30°С | 40°С | 50°С | 60°С | 70°С | 80°С | |
| 20 | 600 | 600 | 600 | 600 | 550 | 500 | 500 |
| 25 | 750 | 750 | 700 | 700 | 650 | 600 | 550 |
| 32 | 900 | 900 | 900 | 800 | 750 | 700 | 650 |
| 40 | 1000 | 1000 | 900 | 900 | 850 | 800 | 750 |
| 50 | 1200 | 1200 | 1100 | 1100 | 1000 | 950 | 900 |
| 63 | 1400 | 1400 | 1300 | 1300 | 1150 | 1150 | 1000 |
| 75 | 1500 | 1500 | 1400 | 1400 | 1250 | 1150 | 1100 |
| 90 | 1800 | 1600 | 1500 | 1500 | 1400 | 1250 | 1200 |
Теперь нужно просто разделить общий метраж трубы на расстояние, которое указано в таблице и вы получите количество креплений.
Расположение креплений нужно продумывать отдельно. Обычно, это делается в процессе создания проекта.
На опорах экономить не стоит, они нужны для защиты трубопроводов от деформаций, возникающих под действием температуры.
Инструмент для монтажа полипропиленовых труб
Для монтажа полипропиленовых труб необходим следующий инструмент:
- Сварочный аппарат.
- Насадки — колодочные или парные, в зависимости от того, какой у вас сварочный аппарат.
- Резак для пластиковых труб.
- Маркер для нанесения отметок на трубу.
- Строительный уровень.
- Гаечный ключ для закручивания резьбовых соединений.
- Ременной ключ для комбинированных муфт — очень удобная вещь для закручивания комбинированных муфт без шестигранника.
- Нить, ФУМ или анаэробный герметик для уплотнения резьбовых соединений
Ключ для комбинированных муфт.Колодочные насадки для пайки полипропилена.
Не слишком длинный список получился, но здесь самое необходимое и лучше ничего не забывать. По своему опыту знаю, что крайне неудобно работать без ременного ключа и маркера.
Как правильно паять пластиковые трубы своими руками — подробная инструкция
Если вы приняли решение собственными силами сделать водопровод для своего дома, то знайте, что лучшим материалом для этого будут пластиковые трубы. Для того чтобы соединить трубы в единую систему, вам необходимо представлять, как производится сварка пластика. Однако пусть это вас не пугает, поскольку сам процесс пайки пластиковых труб не отличается особой сложностью и не требует наличия большого числа специальных инструментов.
Для производства сварочных работ вам потребуются:
- рулетка,
- маркер,
- строительный уровень,
- ножницы для резки пластиковых труб,
- сварочное устройство для пластиковых труб.
Все инструменты, кроме последнего, имеются практически у любого мастерового человека. Последний же может вам потребоваться всего лишь раз в жизни, поэтому гораздо целесообразнее не покупать его, а одолжить или взять на прокат.
Кратко о сварочном аппарате
Перед началом пайки следует вкратце познакомиться с тем устройством, которым вам предстоит пользоваться.
Важным элементом сварочного аппарата является подошва, оснащенная нагревательными элементами. Удобство работ обеспечивается тем, что на подошве имеются отверстия, позволяющие закрепить специальные насадки для пайки. Регулировка температуры производится с помощью терморегулятора, находящегося на корпусе.







Процесс пайки труб
Приступая к пайке, прибор необходимо установить в нужном положении и зафиксировать на нем насадки подходящего размера. Используя терморегулятор, выставить необходимую температуру:
- 260°С для труб из полипропилена,
- 220°С для труб из полиэтилена.
Дать прибору прогреться в течение 10-20 минут до погасания индикатора.
Выполняя пайку, необходимо исходить из следующих данных:
Процесс пайки сводится к следующим операциям:
- Используя специальные ножницы, отрезать трубу необходимой длины, с помощью спиртового раствора очистить от грязи и жира места сочленений,
- Трубу и ответный раструб установить в насадку и прогреть в течение времени, указанного в таблице,
- Разогретые элементы соединить между собой, вставив трубу в раструб. Данная операция должна быть выполнена в течение времени, названного в таблице технологической паузой,
- Выполнив операцию, проверить качество полученного сварного соединения, которое будет заметно в виде пластиковых колечек.
Рекомендации по правильной пайке
Мы только что изложили суть процесса пайки
Однако для обеспечения надежности функционирования трубопровода следует обратить внимание на следующие детали:
- Первую сварочную операцию следует производить по истечении пяти минут после разогрева паяльника.
- При необходимости сварить армированные трубы следует воспользоваться специальным инструментом, называемым шейвером, для того, чтобы снять с трубы алюминий и полипропилен, образующие два верхних слоя. После этого стыковка труб производится по уже описанной методике.
- Сварочные работы необходимо производить только в том случае, когда температура окружающей среды выше нуля.
- Выполнив сварку, дать соединенным трубам остынуть, не допуская их прокручивания или взаимного перемещения. В том случае, когда соединительный шов получился некачественным, узел необходимо разрезать и процесс сварки выполнить заново.
Работая со сварочным аппаратом, необходимо соблюдать определенные меры предосторожности, несоблюдение которых может сказаться на качестве сварных соединений. В частности, необходимо помнить, что насадки имеют тефлоновое покрытие, предотвращающее образование нагара
По завершении каждой операции оплавленные остатки необходимо с них удалять с помощью деревянной лопаточки. Категорически запрещено удалять остатки материала после охлаждения насадок, поскольку таким образом можно повредить покрытие и вызвать неисправность всего аппарата.
Как правильно паять пластиковые трубы своими руками – подробная инструкция Эта пошаговая инструкция по самостоятельной пайке пластиковых труб поможет вам собрать водопровод для дома своими руками, не привлекая специалистов. Подробное описание работы, видео.
Предметы мебели
Несколько примеров меблировки кухни, объединенной с гостиной:
- 1. Диван. Он становится предметом, который зонирует пространство. Диван ставят спинкой к тому месту, где готовят еду. В небольшие комнаты (менее 20 кв м) ставят уголок, который располагают у стены, установленной перпендикулярно или параллельно от кухни.
- 2. Гарнитур. По мнению дизайнеров, минималистичные модели без вычурных деталей смотрятся современно. Сервиз, вазы или бокалы ставят на открытой полке. Для них можно купить модную витрину. Мебель ставят возле стены. Если пространство большое (20 кв м, 25 кв м или 30 кв м), то в центральной части можно установить остров, в котором есть и отделы для кухонных приборов.
- 3. Комплект мебели. Стиль должен сочетаться с оформлением обеих комнат. В малогабаритных помещениях хорошо смотрится компактный столик и стулья, сделанные в из прозрачного материала или окрашенные в светлые цвета. В интерьер гостиной можно поставить стол с круглой столешницей. В просторных помещениях комплект устанавливают возле стенки или в центральной части. Здесь будет хорошо смотреться вытянутый обеденный стол прямоугольной формы.

Конструкция паяльника
Прежде чем разбираться, как правильно паять паяльником с кислотой, изучите конструкцию инструмента. В зависимости от конкретного устройства, ее содержание варьируется, однако выделяют общие основы, на которых строятся практически все модели. К конструктивным частям относятся:
- жало;
- стержень;
- нагревательный элемент;
- держатель;
- электрический провод с вилкой для подключения к сети.
Стержень делается из меди. Нагревательный элемент – из нихромовой спирали, которая позволяет выдержать много циклов нагрева до высокой температуры, достаточной для плавления припоя. Это помогает эффективно передавать тепло к жалу, которое быстро нагревается.
Рабочей частью является жало, которое может иметь различную форму, в зависимости от специализации инструмента. Стержень закрепляется в металлической трубке. Ее следует заизолировать, что делается с помощью слюды или стеклоткани. Материал ручки и длина провода являются второстепенными факторам, которые больше влияют на удобство работы, чем на безопасность.
Подготовка инструмента и рабочего пространства
Подготовительный процесс важен как для работы, так и для безопасности при работе с паяльником. Чтобы не возникло пожара, нужно убрать все легковоспламеняющиеся предметы и жидкости с рабочего места. Для самого инструмента следует предусмотреть подставку, которая не будет загораться при контакте с горячим жалом.
Далее нужно провести дополнительную очистку жала паяльника, которую желательно осуществлять перед каждой новой пайкой, особенно если инструмент долго лежал на открытом воздухе. Дело в том, что на поверхности начинает появляться слой оксидов, затрудняющий контакт с припоем и прочими деталями, с которыми ведется работа. Это можно сделать механическим путем, используя наждачную бумагу или мелкозернистый напильник, или же химическим с помощью специальных растворителей.








После очистки паяльник нужно включить в сеть и подождать, пока он начнет прогреваться. Когда температура жала достигнет 70 градусов Цельсия, его требуется залудить. Для этого рабочую часть нужно погрузить во флюс. Чаще всего берется канифоль, но могут быть и другие варианты. Флюс должен растечься по жалу паяльника, полностью охватывая его рабочую поверхность. Благодаря этому создается защитный слой, который не позволяет образовываться оксидам и прочим пленкам.
Лужение может оказаться неудачным, если на поверхности жала образовался синий налет. Его нужно убрать и повторить всю процедуру заново. Причиной плохого лужения является перегретое жало.
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
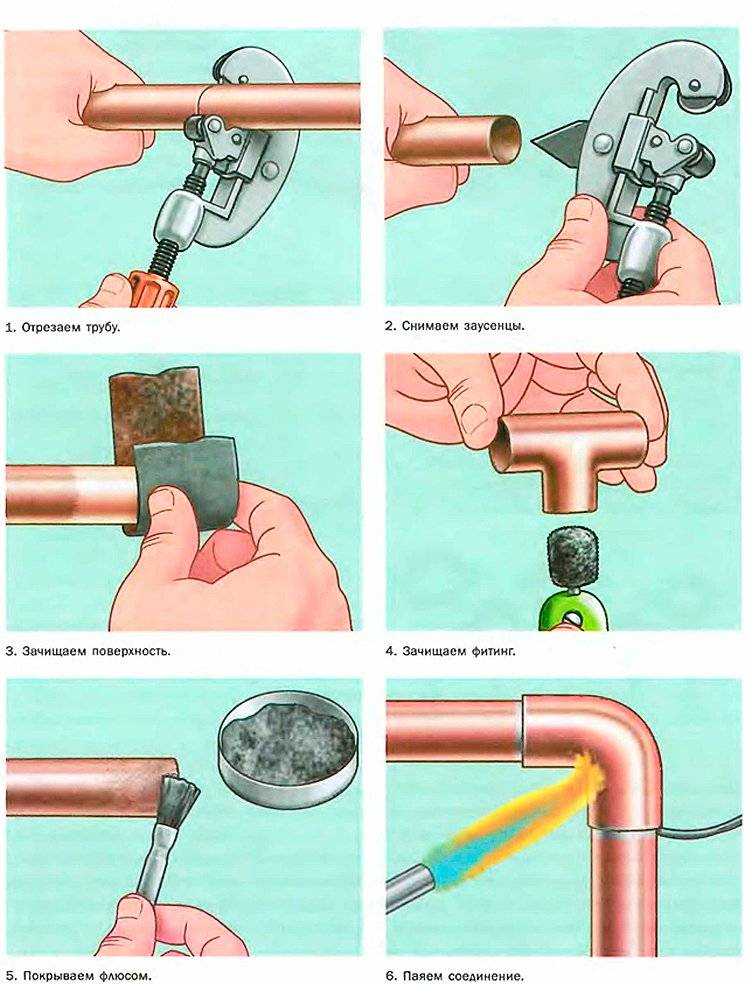
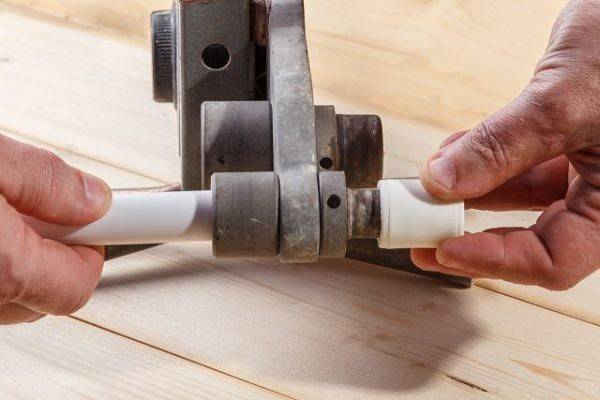
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.
 Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок
Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации
 Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.
Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы. Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.
 Операция выполняется кистью. Она может входить в комплект реагента.
Операция выполняется кистью. Она может входить в комплект реагента.
При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.
 На увлажненной поверхности не должно быть никаких посторонних включений.
На увлажненной поверхности не должно быть никаких посторонних включений.
Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
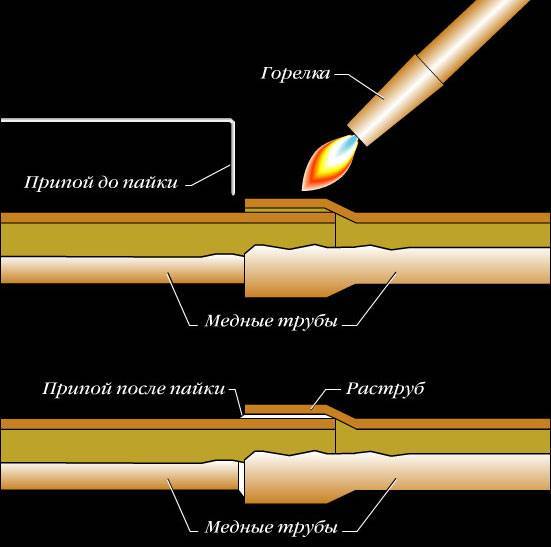
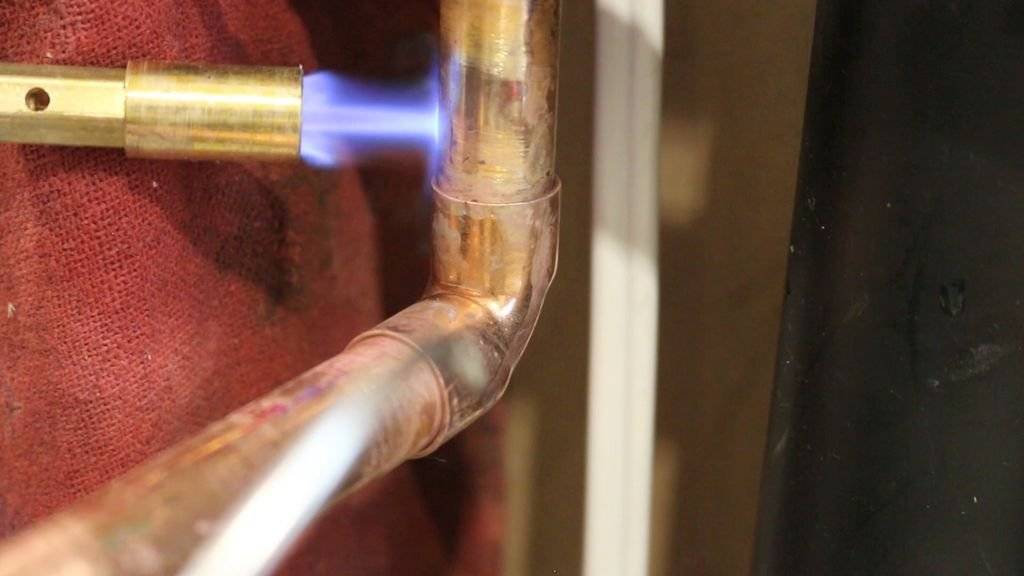
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.
 Мягкая пайка медных труб
Мягкая пайка медных труб
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.







Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.




