Советы по использованию
Правильный выбор припоя дает возможность без особых затрат сил и времени стыковать в единую систему медные трубы. Стыковочный шов, как правило, выходит надежным и ровным, он способен обеспечить герметизацию в трубопроводах любого типа конфигурации. Аккуратно выполненный шов полностью исключает возникновение утечек веществ, которые циркулируют по трубопроводящей системе. Хорошо выполненная спайка с грамотно выбранным припоем может работать долгие годы, не требуя к себе пристального внимания или проведения регулярного специального обслуживания.
При выполнении стыков высокотемпературным припоем часто возникает ситуация, когда требуется применение флюса. Этот компонент необходим для подготовки области проведения паяльных работ для предотвращения окислительных процессов меди, которые разрушают стыковочный шов. В качестве флюса применяют кислоту метаборную, натрия тетраборат, окись бора. Нередко к этим компонентам добавляются калий и компоненты фторидов кальция.


Для пайки меди часто применяют составы с плавиковой и борной кислотами, к ним добавляется калия гидроксид. Наиболее дешевый флюс для пайки меди – обычная бура. Флюс – это порошок мелкой фракции или состав из мелких кусков. Опытные мастера для удобства выполнения работ проволоку припоя обмакивают в порошок флюса. Иногда припой перетирают вмести с флюсом до получения однородного порошка, но так поступают редко, так как процесс трудозатратен.
Чтобы приступить к пайке медных труб, понадобятся следующие инструменты:
- состав припоя для меди;
- флюс;
- газовая горелка или паяльник;
- режущее приспособление для нарезки заготовки трубы на отдельные части нужного размера;
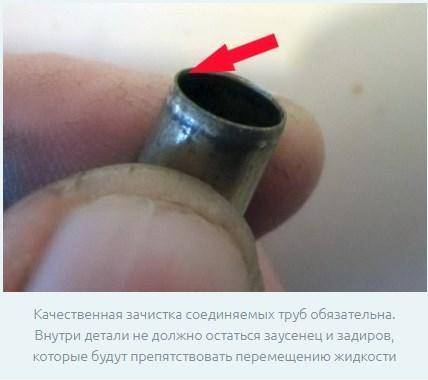
- фаскосниматель и щетка по металлу – они помогут удалить металлические заусеницы, которые могут возникнуть при нарезке трубы.


Перед началом работ нужно нарезать трубу и обработать ее каря так, чтобы на ней не было заусениц, если этого не сделать, сцепка двух деталей встык не получится требуемой прочности. Внутреннюю сторону трубы обрабатывают щеткой по металлу. Такая обработка увеличивает пропускную способность трубопроводной системы. Следующий шаг процесса выполнения стыковочного шва заключается в том, что очищается рабочая поверхность труб в месте стыковки. Очищение выполняют флюсом, который позволяет убрать оксидную пленку и тем самым снизит у материала степень поверхностного натяжения, а также увеличит адгезию.
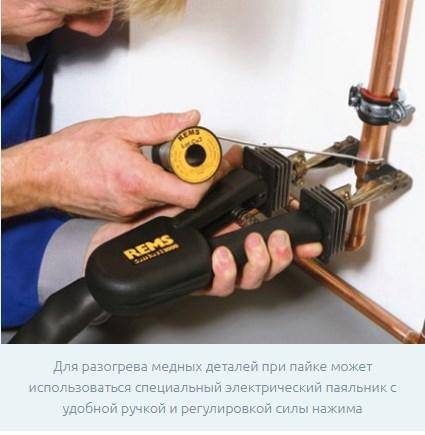
Некоторые технологии проведения процесса пайки предусматривают предварительный прогрев стыкуемых деталей. С этой целью применяется газовая горелка с направленным выходом пламени. Для выполнения больших объемов работ можно использовать газовый баллон с пропанобутановой смесью.


В процессе пайки медных деталей могут возникнуть различные ситуации, справиться с ними помогут советы опытных мастеров.
В процессе нарезки заготовок из трубы нередко появляются дефекты в виде вмятин на ее стенках, это обстоятельство является причиной плохого качества стыковочного шва. При нарезке нужно избегать деформирования трубы и не проводить пайку поверх ее дефектов. Для лучшей адгезии необходимо обезжиривать поверхности стыкуемых участков труб, так как любые, даже самые малозаметные загрязнения приведут к снижению качества стыковочного шва. Для того чтобы шов получился ровным и крепким, необходимо правильно выбрать зазор, в пределах которого будет выполнена пайка. Если сечение трубы находится в пределах 10-110 мм, то величину зазора выбирают в диапазоне от 7 до 50 мм.
Заготовки перед выполнением стыковочного шва лучше всего как следует прогревать. Если нагрев будет недостаточным, то стыковочный шов может быть разрушен даже при небольших нагрузках.
При нанесении флюса нужно внимательно следить за тем, чтобы он равномерно покрывал всю рабочую поверхность. В местах, куда флюс не попал, стыковочный шов разрушится
Во время работы паяльником или газовой горелкой важно соблюдать технологию. Если область стыковочного шва будет перегрета, то не только флюс, но и припой утратят свои свойства


В следующем видео вас ждет ТОП 4 припоя для пайки медных труб холодильников.
Источник
Как правильно паять медные трубы — советы практика
На практике процесс пайки выглядит намного сложнее, чем в теории. Ведь если взяться за выполнение вышеописанных теоретических пунктов, то сразу же возникает множество вопросов, касающихся ранее не замеченных нюансов. Поэтому в глазах практика процесс пайки выглядит следующим образом:
Подготовительный этап необходим для планирования работ и подготовки инструмента.
Ведь кроме паяльника и припоя вам понадобятся еще и другие инструменты, а именно:
- Металлическая щетка и крупная наждачная бумага. Они необходимы для чистки и полировки торца трубы
- Калибр и расширитель для труб. Эти инструменты используют для правки профиля трубы после резки или в процессе формирования раструба на торце трубы.
- Труборез и фаскосниматель. Такие инструменты употребляют для резки труб и последующего снятия фаски.
- Молоток, стальной метр и маркер. Этот набор используется для вспомогательных и разметочных работ.
Собрав инструменты, вы сможете приступать к подготовке стыковочного соединения.
Стыковка труб
Как ужу говорилось в теоретической части, сборка трубопровода в раструб требует пайки всего одного стыка. Поэтому в данном абзаце мы рассмотрим технологию стыковки в раструб, формируемый из гладкого торца трубы прямо в процессе монтажа трубопровода.









На практике технология стыковки «в раструб» выглядит следующим образом:
Монтаж запорной арматуры выполняется по тому же принципу. Только вместо гладкого торца трубы в развальцованный раструб вводят штуцер фитинга. Причем пайку стыка между трубой и фитингом запорной арматуры лучше всего организовывать не «по месту», а в более комфортных для мастера условиях. Например, на столе или на верстаке. Поэтому запорную арматуру впаивают в короткий отрезок трубы, который, впоследствии, стыкуется с основной линией.
Рекомендации опытных мастеров
Каждый этап пайки сопровождается соблюдением ряда правил, мелких, но важных нюансов. Их соблюдение напрямую влияет на результат работы.
Галерея изображений
Фото из
Чтобы не пораниться и не получить ожог, работать рекомендуется в защитной одежде: обязательно использовать перчатки, плотную куртку и штаны, во время пайки – очки или маску
Не советуют для такого серьезного мероприятия, как устройство трубопровода, применять подручные приспособления – ножи, пилки, молотки. Лучше пользоваться профессиональным инструментом
На сборку большого трубопровода уходит много времени. Чтобы сократить процесс подготовки деталей к пайке, используют электроинструмент – например, шуруповерт
Заранее запаситесь большим количеством салфеток, тряпок или ветоши – технология пайки требует удаления лишней пасты, да и работать с чистыми деталями намного приятнее
При использовании тисков помните, что медь относится к мягким металлам и легко деформируется при сильном механическом давлении. Зажимая трубу, не закручивайте тиски изо всех сил
Отрегулируйте температуру горения так, чтобы не было перегрева. В то же время нужно следить за достаточным нагревом, иначе припой просто не расплавится
Применяйте специальный припой для капиллярной пайки. Он отличается тем, что нагревается от раскаленных медных деталей, не требует дополнительного нагрева, быстро растекается по зоне, заполненной пастой
После того, как металл окончательно остынет, необходимо проверить прочность соединения – попытаться потянуть детали в стороны, покрутить их. Если пайка выполнена верно, элементы вручную не разъединить
Перчатки и очки – соблюдение техники безопасности
Специальный инструмент для качественной пайки
Электроинструмент для увеличения скорости
Тряпки и ветошь для обтирки
Тиски в качестве держателя трубы
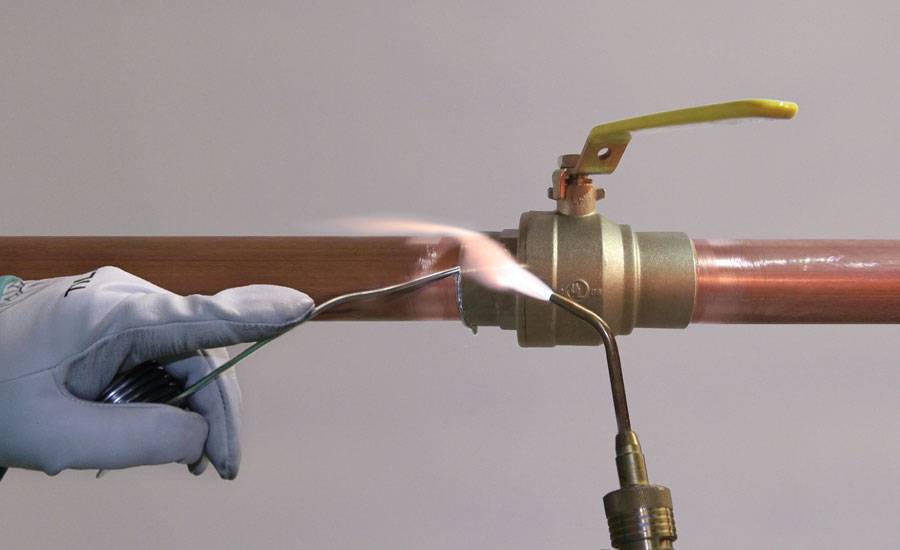
Газовая горелка с регулировкой
Припой для низкотемпературной пайки
Прочный шов в конце процесса пайки
Следите, чтобы в процессе пайки фитинг или труба не были под нагрузкой – так расплавленный припой будет растекаться более равномерно.
После выполнения всех работ по устройству водоснабжения или отопления из медных труб обязательно удалите остатки флюса с труб, чтобы медь не начала разрушаться, а также сразу очистите одежду и рабочий инструмент.
Технология пайки медных изделий
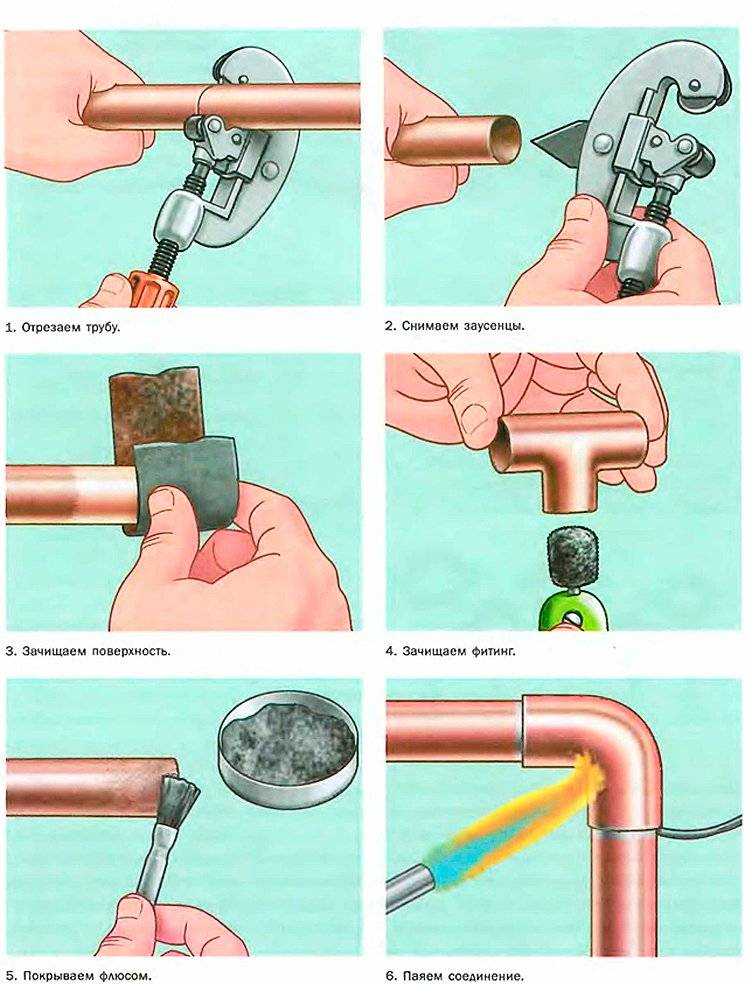
После подготовки инструментов и материалов производится пайка труб, состоящая из этапов:
- разделка заготовок на отрезки;
- обезжиривание и удаление окислов;
- стыковка элементов;
- нанесение на линию стыка припоя.
Отрезаем деталь необходимой длины

Сварка медных трубок начинается с разметки трубопровода, который затем нарезается на элементы нужной длины. При разметке необходимо учитывать запас длины, необходимый для соединения трубок после расширения торца. Ручной режущий инструмент позволяет зажать трубу, а затем вокруг внешней поверхности заготовки прокатывается твердосплавный ролик. По мере прорезания тела трубы ролик поджимается регулировочным болтом, что позволяет получить ровный срез.








Допускается обрезка заготовок при помощи ножовки по металлу и специального шаблона, обеспечивающего перпендикулярность среза. При резке не допускается сжатие трубы, поскольку овальность внешней поверхности ухудшает герметичность стыка (из-за изменения зазора, который не заполнится припоем). Образовавшийся облой удаляется наждачной бумагой и металлическим ершиком. Затем одна из кромок обрабатывается расширителем, что позволит создать герметичный стык с повышенной прочностью.
Наносим флюс на поверхность трубы
Сварка медных труб своими руками требует удаления окислов с поверхности соединяемых деталей. Заготовки протираются обезжиривающим составом (например, ацетоном), а затем на соединяемые кромки наносится реагент. Не рекомендуется использовать повышенную дозу флюса, активное вещество равномерно наносится тонким слоем на зону соединения. Для нанесения реагента используется малярная кисть, не оставляющая на поверхности волокон.
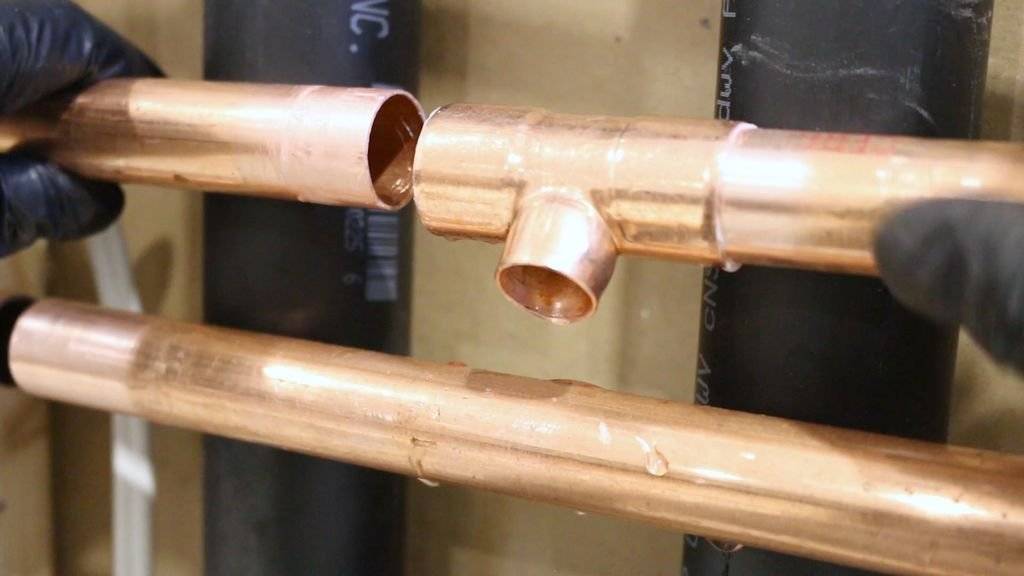
Соединяем детали перед пайкой

После нанесения флюса трубки соединяются, рекомендуется стыковать элементы непосредственно после смазывания поверхности (для снижения риска оседания пыли). Детали при соединении поворачиваются друг относительно друга, что позволяет распределить флюс и обеспечивает плотную посадку. Выдавленный из стыка реагент удаляется сухой тканевой салфеткой, сохранять флюс на элементах из цветных металлов запрещено, поскольку начинается разрушение материала.
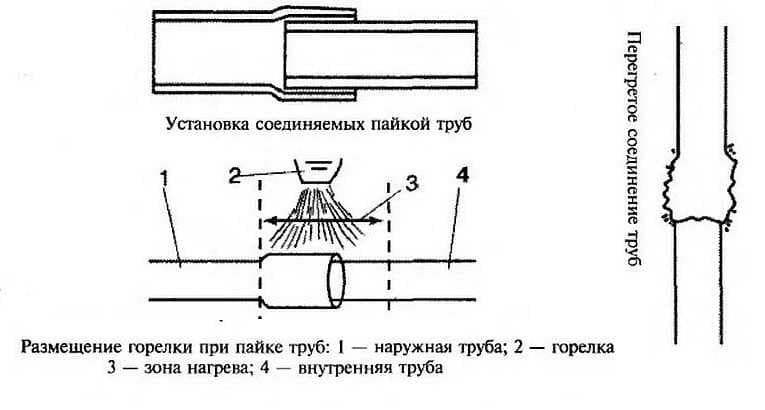
Образование соединения при низкотемпературной пайке

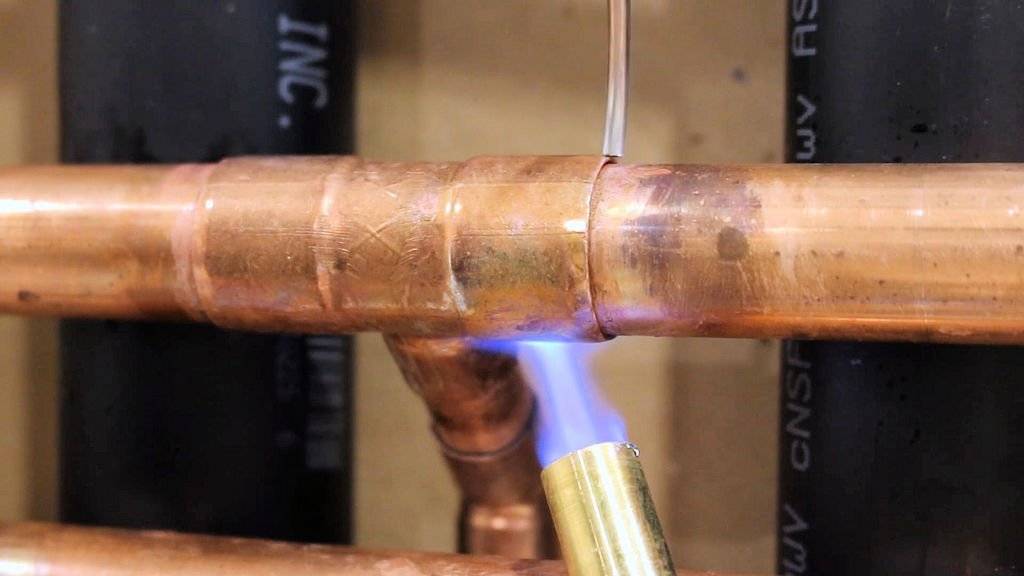
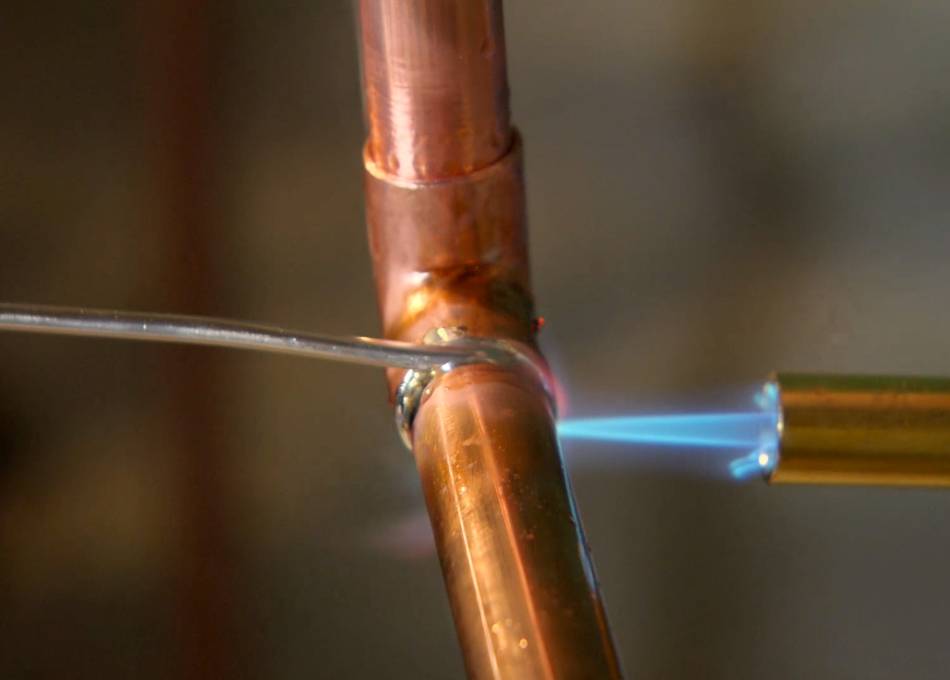
При низкотемпературной технологии используется флюс, рассчитанный на пониженный нагрев конструкции при соединении. Пайка медных трубок газовой горелкой предусматривает подачу факела на зону соединения, горелка перемещается по стыку, обеспечивая равномерный прогрев деталей. Затем в руку берется пруток припоя, который подается в зазор между трубами. Расплавленный металл начинает растекаться по поверхностям, горелка убирается в сторону, припой заполняет стык за счет температуры нагретой трубы.
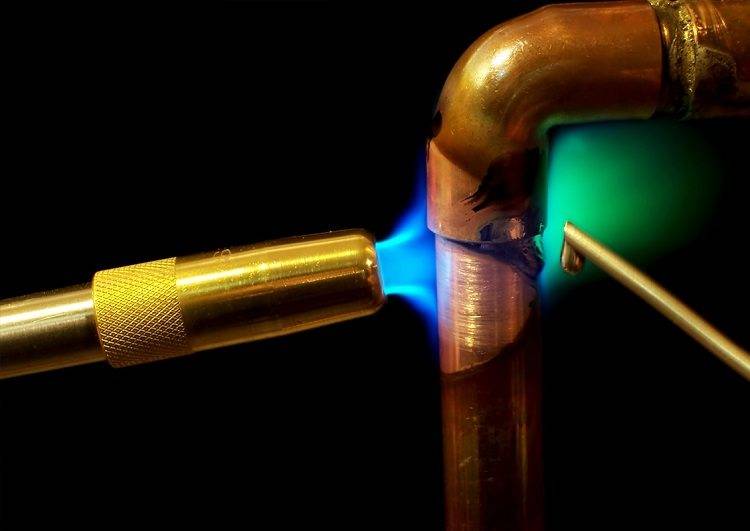
Образование шва при пайке высокотемпературного типа
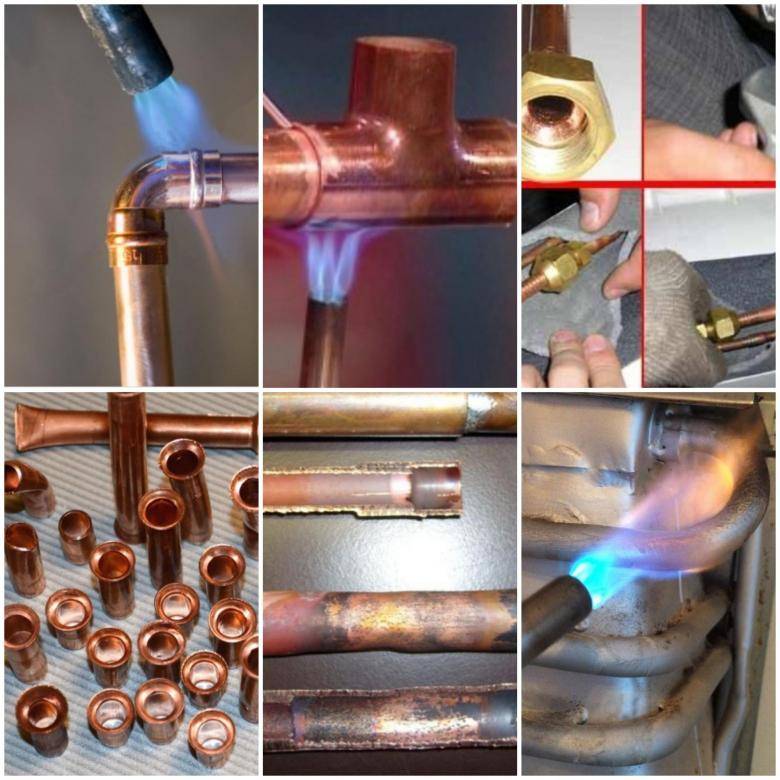
При использовании тугоплавких припоев трубы прогреваются горелкой до повышенной температуры. Горелка перемещается вдоль зоны стыка до момента нагрева трубы до вишнево-красного оттенка (соответствует температуре 750°С). Затем в место соединения подается припой, предварительно прогретый пламенем горелки.
Припой плавится от контакта с нагретыми трубами, равномерно заполняя монтажный зазор. Подавать излишний припой не требуется, поскольку материал останется на внешней части трубопровода. После окончания процедуры необходимо выждать 2-3 минуты, после снижения температуры стыка и кристаллизации припоя удаляются остатки флюса. Дополнительная механическая обработка соединения не требуется.
Способы
Для того чтобы пайка алюминия с медью прошла успешно, сначала нужно разобраться в том, какие именно соединения нужно создавать. Например, провода в холодильнике, где применяют такие жилы, опытные мастера скрепляют только припоем, рекомендованным производителями техники. На производстве и в быту также может потребоваться соединение трубчатых элементов именно в неразрывном, герметичном виде. Под это определение подходит только пайка

Можно выделить ряд актуальных способов ее выполнения.
- С применением стальной муфты. В этом случае между стыками алюминиевой и медной деталей устанавливается вставка из черного металла. Пайка осуществляется с каждой стороны отдельно, что позволяет сделать соединение более прочным, исключает возникновение проблем из-за разницы температур плавления. Со сталью и медь, и алюминий хорошо взаимодействуют.
- С применением специализированных припоев. Наиболее ярким примером является материал, выпускаемый брендом Castolin, к которому компания предлагает дополнительно целую линейку флюсов с нужными характеристиками. Стоят такие расходные материалы заметно дороже, встречаются редко. Именно их обычно используют в мастерских по ремонту сложной бытовой техники.
- Поверхностный способ. Он заключается в использовании особого соединения, при котором медная часть вставляется в алюминиевый раструб. По краю широкой части наносится припой, закрывающий зазор. Используются легкоплавкие составы, при работе мастеру нужно захватить как можно большую часть поверхности медной детали. Этот способ применим при работе с трубчатыми элементами.
- Скрутками. Этот метод позволяет использовать общий оловянно-свинцовый припой, но с использованием специальных флюсов для каждого металла. Таким образом исключается возможность окисления, устраняется потеря алюминиевой жилой ее прочности и первоначальных рабочих характеристик. Эта технология пайки проводов считается допустимой, но не рекомендована для применения под высокими сетевыми нагрузками.
- С меднением алюминия. В этом случае на поверхности металла создаются контактные площадки, позволяющие образовать надежное соединение с мало совместимой с ним медью. Кислотный состав не применяется.
Это основные способы, которые используют, чтобы получить соединение медных и алюминиевых элементов путем пайки.
Источник
Технология пайки медных изделий
Сварка медных конструкций происходит в несколько этапов. Рассмотрим каждый этап подробно.
Подготовка материалов

Прежде всего, необходимо заранее подготовить все необходимые материалы и инструменты. Затем нужно отрезать нужный участок от целикового изделия. Медные трубы режутся труборезом, с хорошо наточенным лезвием.







Заготовка устанавливается жестко перпендикулярно лезвию, а сам труборез вертится вокруг нее. Вдумчивый подход к использованию инструмента позволит получить ровный срез, практически без заусенцев. Если и будут неровности, они проявятся внутри трубы
Но важно знать, что использование трубореза немного уменьшает диаметр трубы
Чтобы этого избежать, пользуются ножовкой по металлу. В данном случае срез получится не такой ровный и аккуратный, но сохранит исходные размеры заготовки.
Необходимо получить срез размером от 0.02 до 0.4 мм. Слишком маленький зазор не даст припою должным образом соединить детали, а слишком большой не дает возможности проявиться капиллярному эффекту.
Полученный элемент обязательно нужно зачистить, чтобы убрать заусенцы и всевозможные загрязнения. Дополнительно соединяемые поверхности необходимо обезжирить растворами.
У второй соединяемой детали необходимо немного расширить диаметр при помощи труборасширителя. Это позволит обеспечить надежное соединение. После подготовки элементов рекомендуется примерить их друг к другу на предмет правильного соединения.
Нанесение флюса

Теперь нужно нанести на обе детали небольшой слой флюса, чтобы убрать лишние продукты окисления. Операция производится при помощи небольшой кисточки. Не рекомендуется оставлять излишки вещества на поверхностях соединяемых элементов. Это приводит к образованию ненужных пор и впоследствии трещин.
Соединение деталей
После нанесения флюса для пайки медных изделий и труб нужно быстро соединить части, чтобы избежать попадания пыли и других загрязнений на область будущего шва. При совмещении посредством фитинга операция производится до упора. Во время движений необходимо вращать элементы друг относительно друга. Это позволит флюсу равномернее распределиться по поверхностям. Излишки флюса убираются.
Низкотемпературная пайка
Такое соединение реализуется при помощи газосварочного оборудования или электропаяльника. Флюс и припой должны соответствовать сварке. Припой нужен легкоплавкий, а флюс низкотемпературный.
Пламя горелки направляется на стык двух элементов. Для равномерного прогрева необходимо постоянно менять положение контактного пятна между огнем и трубой. Во время нагрева на соединительный зазор периодически наносится припой, который затем расплавляется под воздействием температуры.
Расплавленный припой должен полностью заполнить соединительный зазор. Чтобы не мешать данному процессу, рекомендуется не воздействовать некоторое время горелкой на область растекания.
После заполнения зазора необходимо некоторое время дать припою остыть. Остужать его искусственными способами не рекомендуется. Во время сварки нельзя перегревать медь. При перегреве флюс будет разрушаться и не сможет эффективно защищать соединение от окисления. В качестве индикатора используется флюс с примесью припоя. При достижении необходимой температуры в веществе будут наблюдаться расплавленные капли. Это означает, что дальнейший нагрев детали не требуется.
Высокотемпературная пайка

Способ реализуется при помощи газовой горелки. Нагрев должен быть равномерным и максимально аккуратным. Как только медь достигнет температуры 750 градусов, она станет вишневого цвета. Показатель говорит, что можно наносить на зазор припой.
Маркировка и стоимость
Трубы для отопления изготавливаются, маркируются согласно ГОСТам. Например, изделия с толщиною стенок 0.8–10 мм изготавливаются по стандартам ГОСТ 617-90. Другое обозначение касается чистоты меди, регулируемая ГОСТ 859-2001. При этом разрешены пометки М1, M1р, М2, M2р, М3, M3.
По маркировке, которая указана на изготавливаемой продукции, можно узнать следующую информацию:
- Форма поперечного среза. Обозначаются буквами КР.
- Длина — этот показатель имеет разные маркировки. БТ — бухта, МД — мерная, КД — кратная мерность.
- Способ изготовления изделия. Если элемент сварной, на нем указывается буква С. На тянутых изделиях ставится буква Д.
- Особые эксплуатационные особенности. Например, повышенные технические характеристики обозначаются буквой П. Высокий показатель пластичности — ПП, повышенная точность среза — ПУ, точность — ПС, прочность — ПТ.
- Точность изготовления. Стандартный показатель обозначается буквой Н, повышенный — П.
Чтобы визуально понимать, как читать маркировку, нужно разобраться с простым примером — ДКРНМ50х3.0х3100. Расшифровка:
- Изготавливается из чистой меди, обозначаемой маркой М1.
- Изделие тянутое.
- Форма — круглая.
- Мягкая.
- Внешний диаметр — 50 мм.
- Толщина стенок — 3 мм.
- Длина изделия — 3100 мм.
Европейские производители применяют особую систему маркировки DIN 1412. На элементы систем водоснабжения, отопления они наносят обозначение EN-1057. Оно включает в себя номер стандарта, по которому изготавливаются трубы, дополнительный элемент входящий в состав — фосфор. Он нужен для повышения устойчивость к появлению ржавчины.
 Медные трубы на заводе
Медные трубы на заводе
Плюсы и минусы пайки медных труб
Для начала вспомним, что медь – металл в высокой температурой плавления и вообще довольно капризный, со своим характером. С нашей точки зрения эта особенность несет как плюсы, так и минусы для работы с ней.








Однозначный плюс заключается в возможности непрерывного процесса нагревания и пайки благодаря способности меди держать и сохранять тепло, даже если в нагреве произойдет перерыв.
Однозначный минус – высокая степень рассеивания тепла, из-за чего нагрев нужен «с запасом».
Еще один технологический минус – нагревание всего изделия вместе с местами крепления
Из-за этого работать нужно в перчатках и с большой осторожностью
https://www.youtube.com/watch?v=N9QwpYEQpUw
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора. Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах. Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку
В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм. Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки. Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов. Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа. При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.

Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Чем покрасить медные трубы отопления?
Чтобы покрасить изделие из меди, можно использовать несколько видов краски:
- Алкидную эмаль. Устойчива к высоким температурам, физическим воздействиям.
- Акриловую краску. Изготавливается на основе органических растворителей.
- Красящий состав на водно-дисперсионной основе. Быстро высыхает, но удерживается на поверхности короткий промежуток времени.
Наносить краску на металлическое основание просто. Его срок службы напрямую зависит от выбранного красящего состава, средний показатель долговечности — около 5 лет. Для повышения адгезии металл нужно зачистить мелкой наждачной бумагой.










Медные трубы редко применяются для изготовления трубопроводов. Связано это с их высокой ценой. Если средств достаточно, это лучший вариант по долговечности, надежности
Важно грамотно выбрать тип соединения отдельных элементов, чтобы система прослужила как можно дольше




