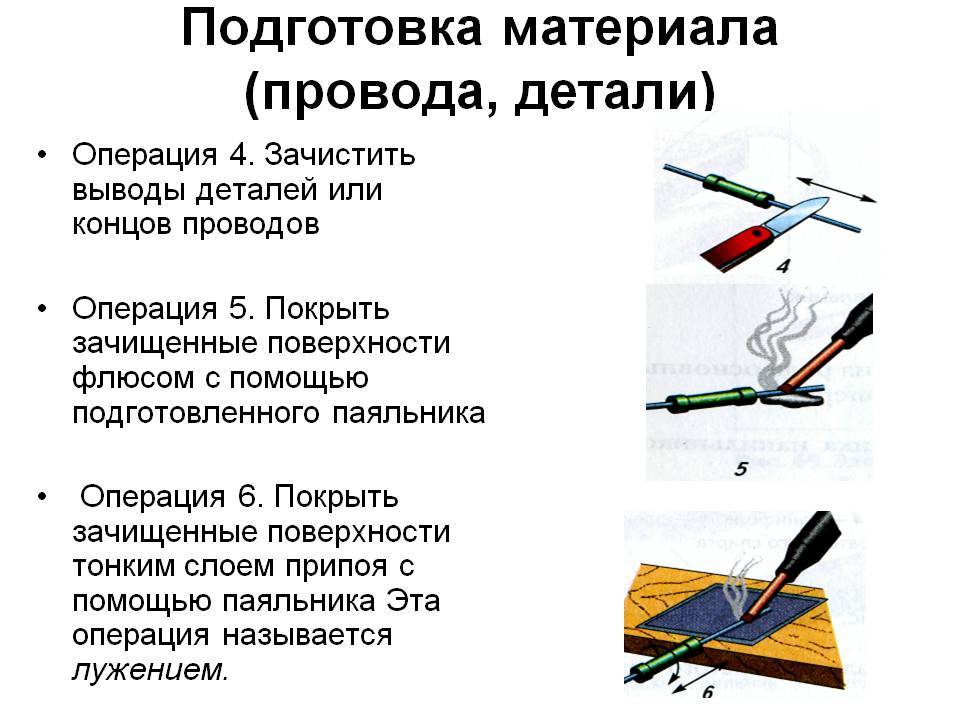
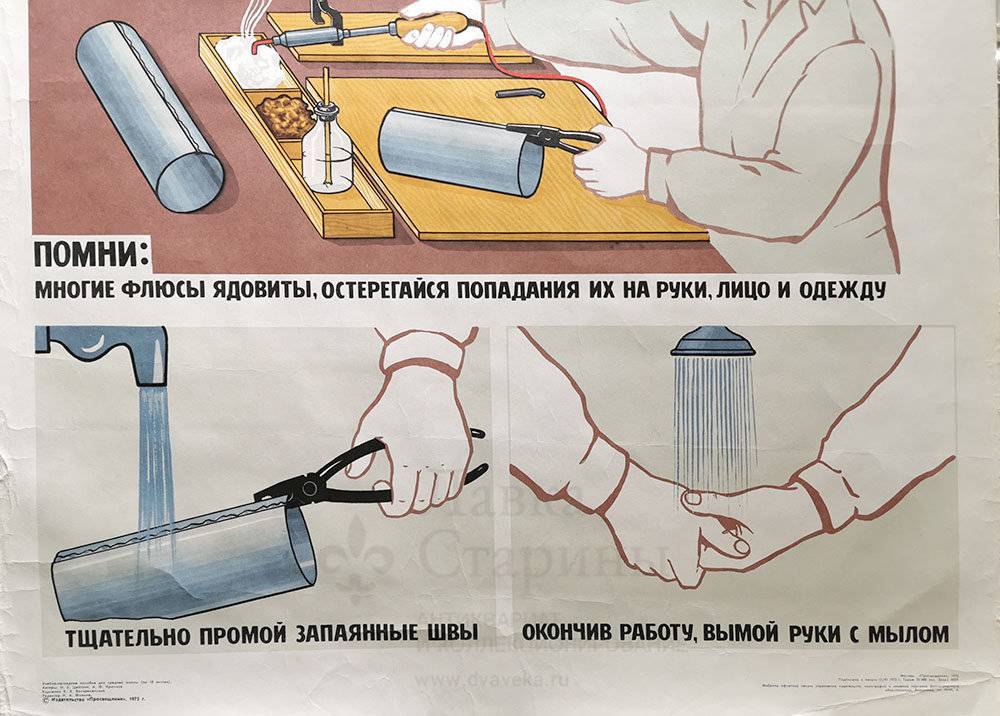
Металлы и сплавы для лужения
Технология обработки металлических поверхностей зависит от типа базового материала. Например, лужение алюминия выполняется чистым оловом, без посторонних примесей. Металл необходимо предварительно нагреть до 180 °C, после чего приступают к покрытию изделия. Для обработки алюминиевых элементов запрещено применять какие-либо флюсы. Для лужения применяют следующие металлы и сплавы:
- Олово и оловянные сплавы. В природе отсутствует олово в чистом виде. Оно встречается в виде соединений с серой, сурьмой, медью, железом и прочими элементами, которые влияют на технические характеристики элемента. Мышьяк или сурьма делают олово хрупким, а высокое содержание меди повышает твердость, но снижает пластичность. Существует несколько сплавов, применяемых при выполнении работ. Они отличаются сферой использования. Сплавом, который содержит олово, никель и железо, покрывают продукцию для пищевой промышленности. Комбинацией олова, свинца и цинка лудят заготовки из металла или стали. Для декоративной обработки применяют смесь олова и висмута. Данный сплав придает поверхности яркий блеск.
- Хлористый цинк. Применяют в качестве флюса при лужении и пайке. Он выпускается в виде кусков или брусков небольшой величины. В промышленных масштабах хлористый цинк получают путем обработки чистого металла соляной кислотой.
- Двухлористое олово. Является базовым компонентом при лужении электрохимическим методом.
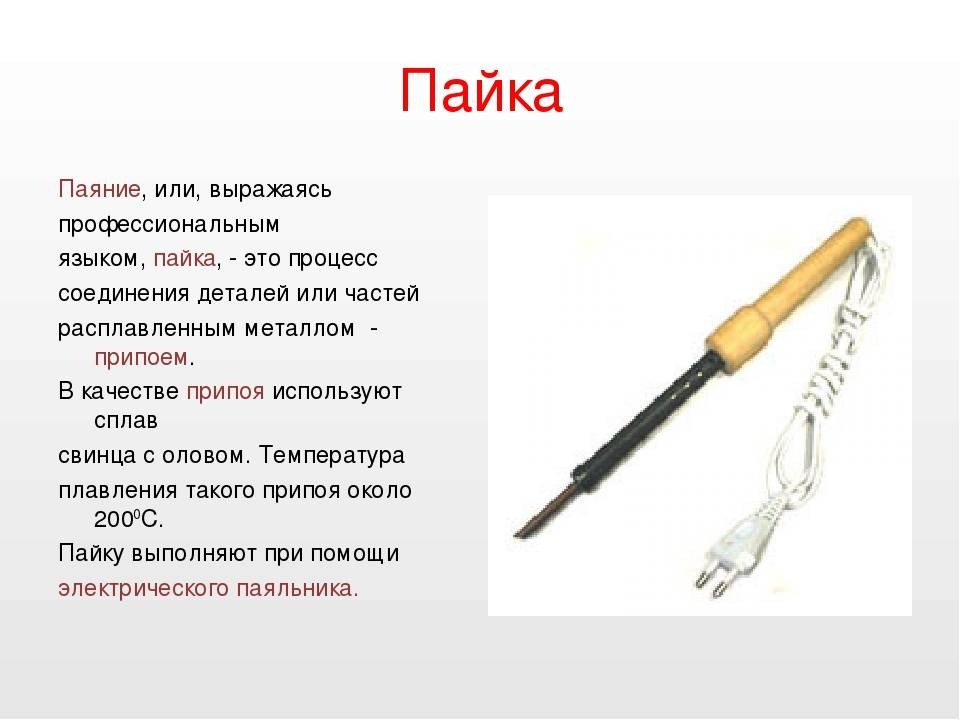
Что это такое?
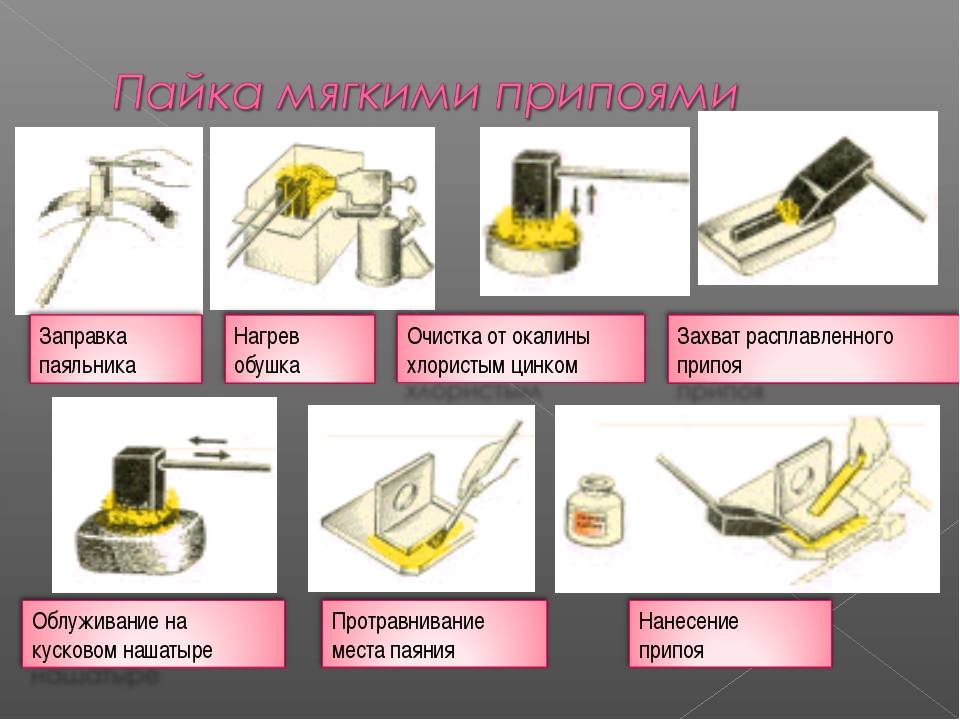
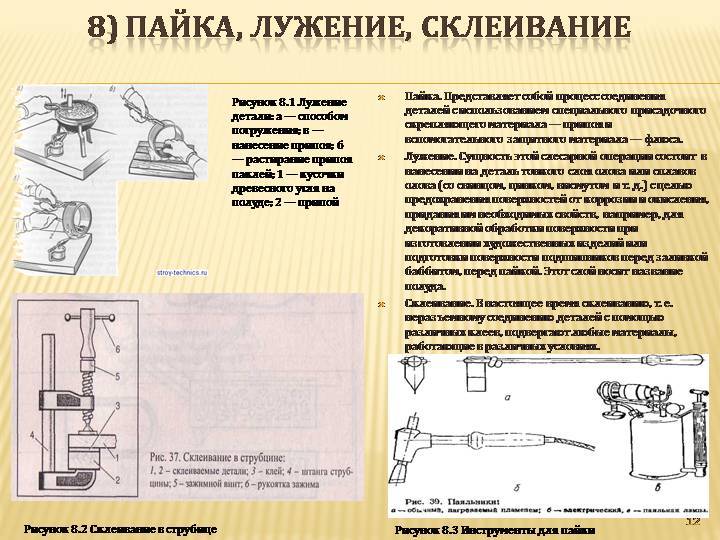
Если обратиться к популярным источникам и словарям, то они укажут, что пайка — это вид рабочей процедуры, призванный получить неразъемное соединение металлических или других частей путем создания между ними разогретого участка. В большинстве случаев припой вводится искусственно. Для производства такой манипуляции нужен специальный паяльный аппарат, в обиходе получивший как раз название паяльника. Крепость соединения в механическом плане определяется тем, насколько хорошо припой смачивает обрабатываемые детали.
В отношении пайки и лужения до сих пор действует ГОСТ 17325, утвержденный в далеком 1979 году. Но он продолжает сохранять свою актуальность в такой достаточно консервативной сфере. Стандарт упоминает, что пайка делится на три этапа: введение припоя, смачивание им поверхностей и последующую кристаллизацию расплава.

Луженая медь – цена за кг лом

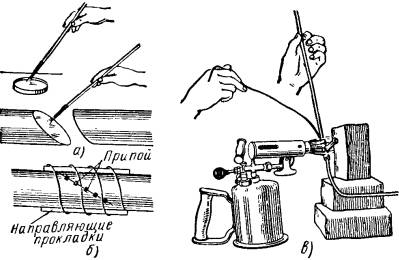
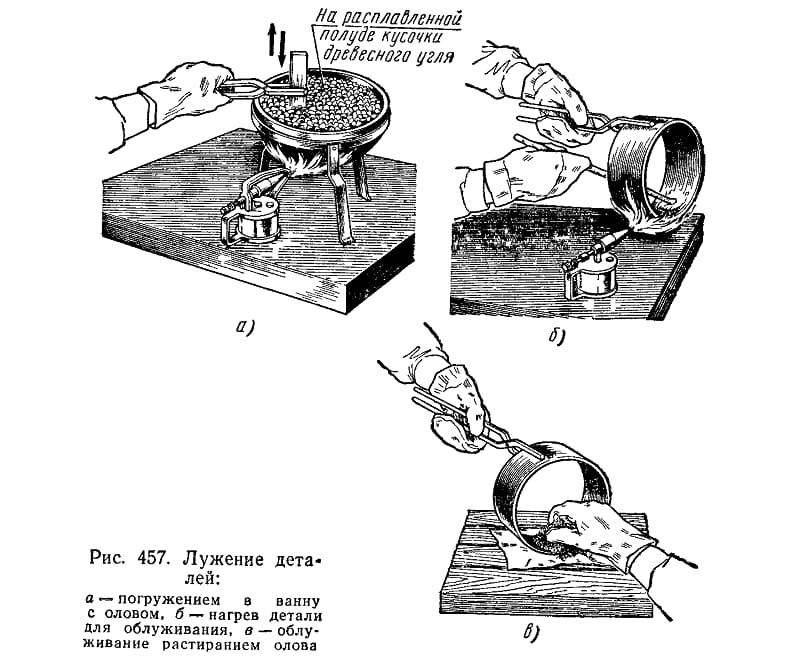
Лужение – процесс, представляющий собой нанесение тонкого слоя расплавленного олова, другого металла или его сплава на поверхность изделий из металла. В первую очередь это относится к стальным и железным изделиям. Лужение необходимо для того, чтобы защитить металл от коррозии и подготовить его к пайке, так как луженая поверхность лучше поддается смачиванию припоем.
Наши цены на прием меди
Вид медиЦена за кг, руб
| Лом меди блеск | 370-405 |
| Кусок меди | 365-395 |
| Медный микс | 355-385 |
| Лом меди жженка | 355-380 |
| Лом луженой меди, пережженные отходы | 335-350 |
Что такое луженая медь?
Луженой медь становится после ее обработки оловом, иным металлом или его сплавом. В большинстве случаев медь покрывается именно оловом, так как этот элемент отличается небольшой стоимостью и при этом придает изделию из меди новые свойства: прочность, устойчивость к повреждениям и другие.
В итоге материал становится более прочным, срок его службы увеличивается, также он не поддается внешним негативным явлениям по типу коррозии. Покрытие из олова предохраняет материал от химической агрессии и механических повреждений в результате ударов или падений.
Луженая медь широко используется в строительно-ремонтной сфере, при производстве водосточных систем и в производстве электротехники. Наша компания занимается приемом луженой меди. Также нам можно сдать медь дорого.
Область использования луженой меди и ее маркировки
За счет таких полезных свойств как прочность и долговечность, луженая медь обладает широким кругом применения и используется в следующих сферах:
- электротехника;
- промышленность;
- строительство.
Оловянное напыление наделяет изделие из меди прочностью и высоким уровнем защиты от отрицательного влияния окружающей среды, что в совокупности позволяет повышать нагрузку натяжения до максимума.
В строительной сфере луженая медь зачастую применяется в процессе отделки парадных стен сооружений и крыш, когда устанавливаются водосточные системы. Подобный сплав цветмета за счет устойчивости к осадкам и резким изменениям температур может быть использован на улице без риска, что он прослужит недолго. Если говорить про эстетическую составляющую, то луженая медь обладает спокойным серебристым оттенком, который привлекает и не напрягает взгляд.
Использование определенного количества добавок и легирующих элементов во время производства меди прямо влияет на наличие определенных свойств у сплавов. Одни из них могут обладать антифрикционными и высокопрочными свойствами, а другие могут обладать высоким уровнем устойчивости к химическим изменениям. Наиболее распространены сплавы, в которые при производстве были добавлены следующие элементы: цинк, марганец, алюминий и магний.
Несмотря на это, в промышленной сфере эксплуатации поддаются варианты со многими другими химическими элементами. Для того чтобы определить конкретный состав сплава, в соответствии с ГОСТ 859-2001 была разработана специальная таблица со свойствами и соответствующими маркировками.
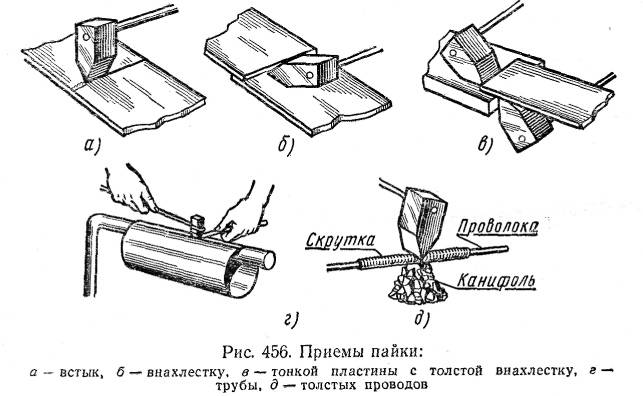
Особенности паяния
Так как в промышленности реализуются разные проекты, то в процессе пайки могут участвовать разные металлы. Поэтому технологии пайки могут отличаться, а некоторых случаях ее применение крайне затруднено.
Сталь
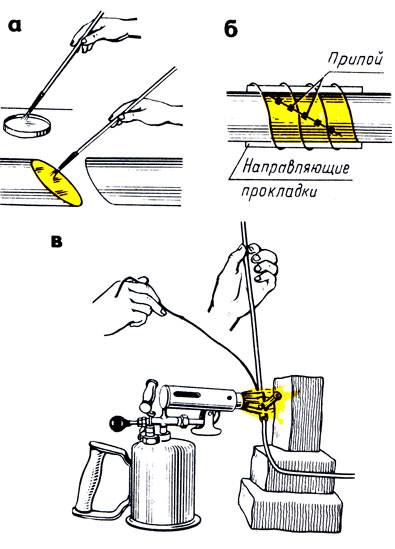
 Сразу надо оговориться, что стальные заготовки можно паять только припоями на основе олова. Цинкосодержащие материалы для этой операции не подходят за счет низкого смачивания. Вот технологическая карта проводимых этапов.
Сразу надо оговориться, что стальные заготовки можно паять только припоями на основе олова. Цинкосодержащие материалы для этой операции не подходят за счет низкого смачивания. Вот технологическая карта проводимых этапов.



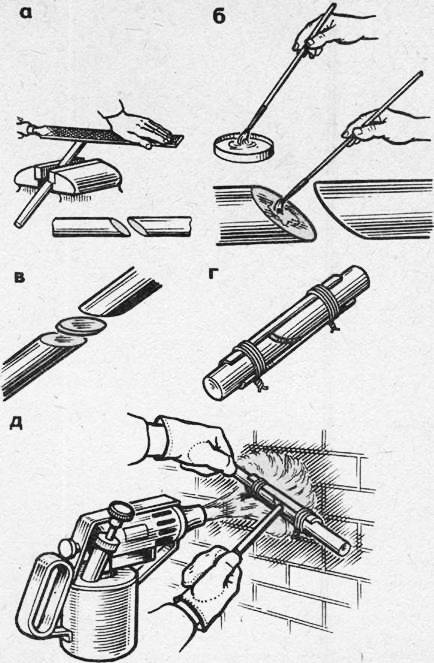
Кромки заготовок из металла очищают от грязи. Затем обрабатывают их наждачной бумагой или железной щеткой, удаляя тем самым оксидную пленку.
Проводится процесс обезжиривания с помощью любого растворителя. Заготовки стыкуются с зазором 2-3 мм. Производится нагрев паяльной лампой или другим нагревательным инструментом.
В зону нагрева добавляется флюс, а затем и припой
Обратите внимание, что последний должен нагреваться больше не от пламени огня, а от разогретых кромок заготовок. После окончания процесса с участка стыка удаляются остатки флюса и припоя
Чугун
 Соединять пайкой можно только серый чугун или ковкий, белый паять нельзя. Правила основаны на решении двух проблем. Первая – плохая смачиваемость металла за счет большого в нем содержания графита.
Соединять пайкой можно только серый чугун или ковкий, белый паять нельзя. Правила основаны на решении двух проблем. Первая – плохая смачиваемость металла за счет большого в нем содержания графита.
Решается проблема просто. Надо перед пайкой обработать поверхности соединения борной кислотой. Вторая проблема – в процессе нагрева в металле происходят изменения его структуры, поэтому пайку чугуна рекомендуют проводить при температуре не выше +750 ℃.
Титан
 Пайка титана одна из самых сложных. На поверхности этого металла расположен альфированный слой, который насыщен атмосферными газами. Его и придется удалить или с помощью травления, или пескоструйкой. И даже после этого на поверхности останется оксидная пленка.
Пайка титана одна из самых сложных. На поверхности этого металла расположен альфированный слой, который насыщен атмосферными газами. Его и придется удалить или с помощью травления, или пескоструйкой. И даже после этого на поверхности останется оксидная пленка.
Чтобы соединение стало качественным, пайку проводят или в вакууме, или аргоном, или специальными флюсами. Последний вариант не гарантирует высокое качество конечного результата. При этом необходимо строго соблюдать температурный режим, который варьируется для данного металла в диапазоне 800-900 ℃.
Что касается припоев, то здесь используют или серебряные, или алюминиевые. Оловянные и свинцовые припои применяют редко, потому что с самим титаном они соединяются плохо. Хотя если нанести оловянный слой или свинцовый на поверхность титановой заготовки, то можно гарантировать неплохое качество пайки.
Нихром
Пайка нихрома – самый простой процесс, потому что сам сплав (а это симбиоз хрома и никеля) является жаростойким и пластичным.
Температура его плавления в зависимости от добавок варьируется в пределах 1100-1400 ℃. То есть, для пайки можно использовать даже тугоплавкий припойный материал.
Пайка деталей из нихрома проводится при низкотемпературном режиме. Соединение сплава со сталью требует наличия высокотемпературного паяния. Многие мастера дома делают припои своими руками, смешивая вазелин (100 г), глицерин (5 г) и хлористый порошковый цинк (7 г).
Область применения пайки дает возможность соединять между собой детали из разных цветных металлов. Конечно, к выбору методов пайки надо подходить с позиции соответствия и технологии соединения, и правильного выбора расходных материалов.
Но, как показывает практика, в основе процесса лежит тип самих соединяемых заготовок, то есть, насколько высока их температура плавления.
Отталкиваясь от этого, и выбирается сам вид паяной операции. Ведь температура плавления припоя должна быть ниже, чем у металла соединяемых деталей. И нарушать этот закон нельзя ни в коем случае. Нарушили – получили некачественное соединение или, вообще, не получили спайки.
Как лудить провода: пошаговая инструкция
Чтобы вы смогли правильно лудить провода, мы решили рассказать вам подробную инструкцию в картинках. Если вы внимательно все прочитаете, то никаких проблем у вас возникнуть не должно.
Подготовка инструментов
Перед тем как приступать к лужению, вы должны собрать следующие инструменты:
- Острый нож, лучше все канцелярский.
- Пассатижи или пинцет.
- Припой, флюс или канифоль. Проще всего работать с канифолью.
- Паяльник.
Как лудить провода самостоятельно:
- Нужно снять с проводника изоляцию, можно использовать инструмент для снятия изоляции, если такого нет, используйте обычный ножик.
- После снятия изоляции нужно до металлического блеска зачистить жилы. Если у вас многожильный провод, тогда нужно распушить все проводники и зачистить их. Лучше всего зачищать каждую жилу по отдельности – это удобней.
- Включаем паяльник и очищаем его от пыли и старого припоя, который он любит собирать. Во время его очистки используйте маленькую наждачную бумагу.
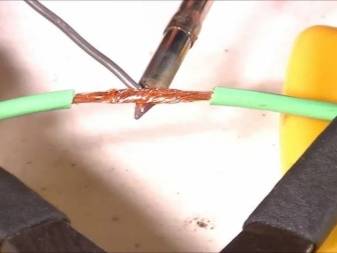
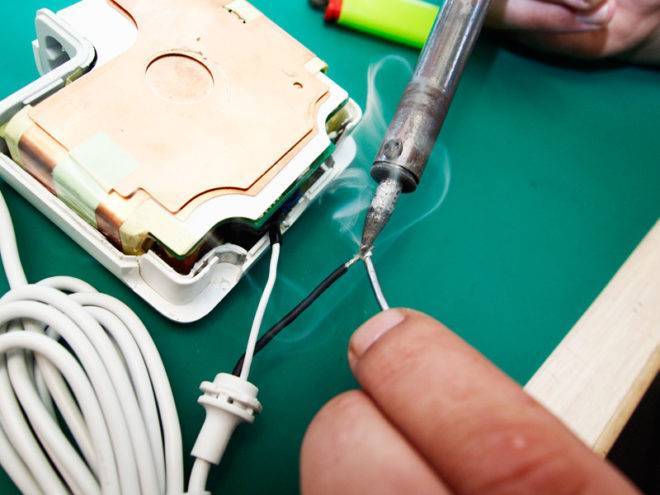
- Разогрейте кончик провода (просто проводите горячим паяльником).
- Прикоснитесь паяльником к канифоли и припою. Рабочая поверхность должна обязательно покрыться оловом.
- Далее берем паяльник и прикасаемся к медному проводнику. Весь припой должен равномерно попасть на жилу. Чтобы улучшить этот процесс, необходимо с помощью пинцета или пассатижей залудить кончик провода со всем сторон, в это время его нужно прокручивать, так существенно экономиться время.
- Внимательно осмотрите свой провод или кабель. Рабочая поверхность должна полностью покрыться припоем. Если вы видите, что есть места без припоя и просто видно проводник, тогда начинайте лужение снова.
Если провода совсем тонкие, тогда лучше канифоль не использовать вовсе, ведь сложно угадать с ее количеством. В этом случае оптимально использовать паяльную кислоту. Ею нужно обработать кончик проводника обычной кисточкой. Далее с помощью паяльника уже и наносим припой. Такой способ более надежным назвать нельзя, но с тонкими проводниками по-другому не получится.





Варианты обработки проводов
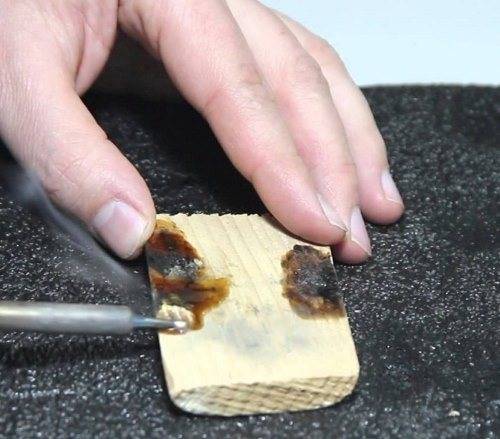
Некоторым мастерам нравится метод лужения, при котором провода прижимаются паяльником к деревянной дощечке. Это вполне приемлемая технология. Выделяющиеся при нагревании деревянной подложки газы в некоторой степени работают как флюс, способствуя удалению оксидов на металле.
Еще лучше удаляет продукты окисления расплав аспирина. Таблетку можно подкладывать под провода при лужении. Выделяющиеся из нагретой ацетилсалициловой кислоты газы хорошо обволакивают место соединения, удаляя с них все примеси. В результате провода будут успешно лудиться.
Существует своеобразный метод подготовки многожильных проводков, в которых тонкая медная основа покрыта эмалью. В этом случае как подложку мастера рекомендуют использовать кусочек ПВХ материала.
При повышении температуры поливинилхлорид начинает выделять пары хлороводорода, которые так же, как соляная кислота, быстро разрушают оксидный слой. Как показывают многие видео уроки, ПВХ подложка может быть не очень большой, соответствующей размерам рабочей зоны лужения.
Необходимые инструменты и материалы

Перед тем, как спаять два провода, надо для начала приобрести все необходимые материалы, а также запастись самым главным приспособлением – паяльником.
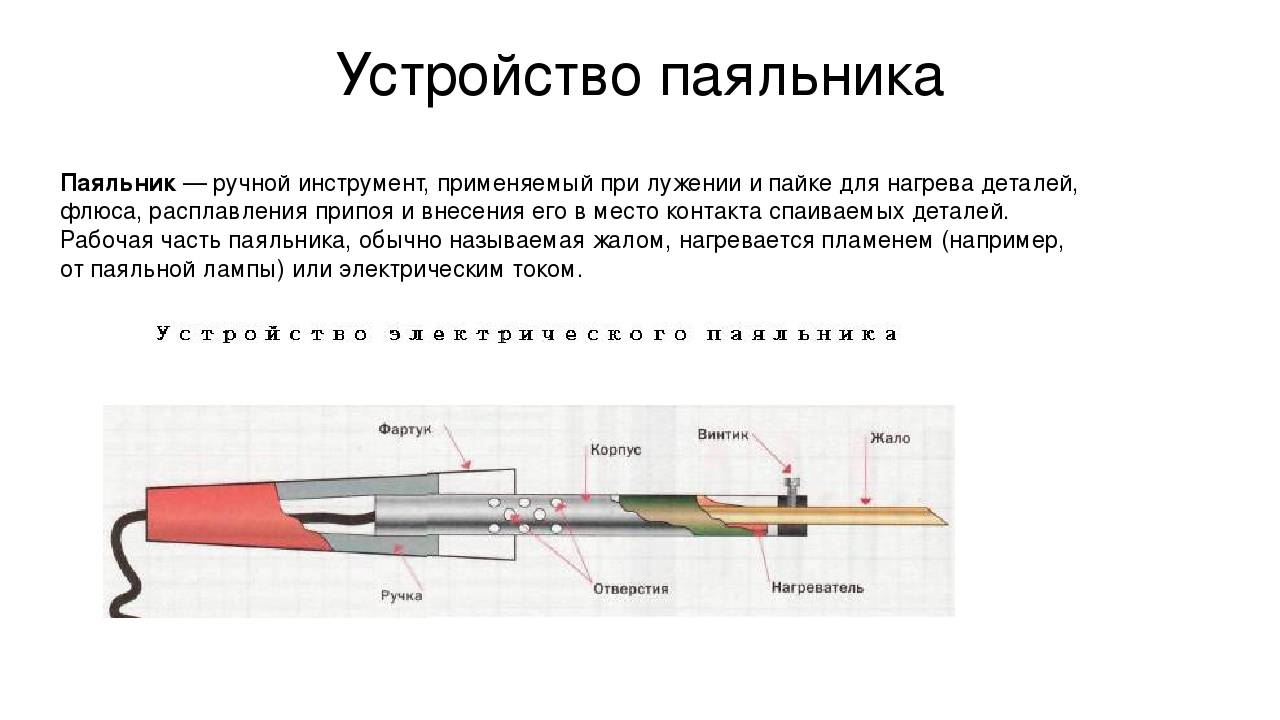
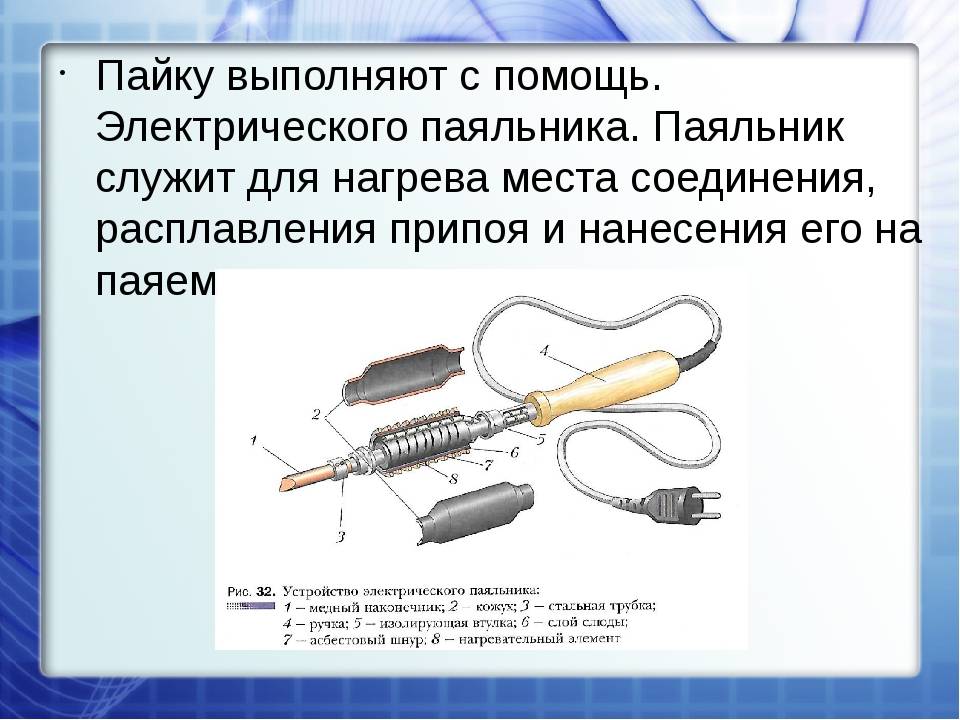
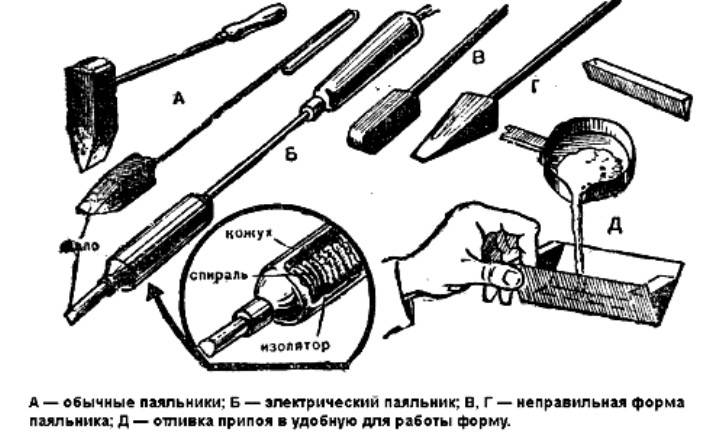
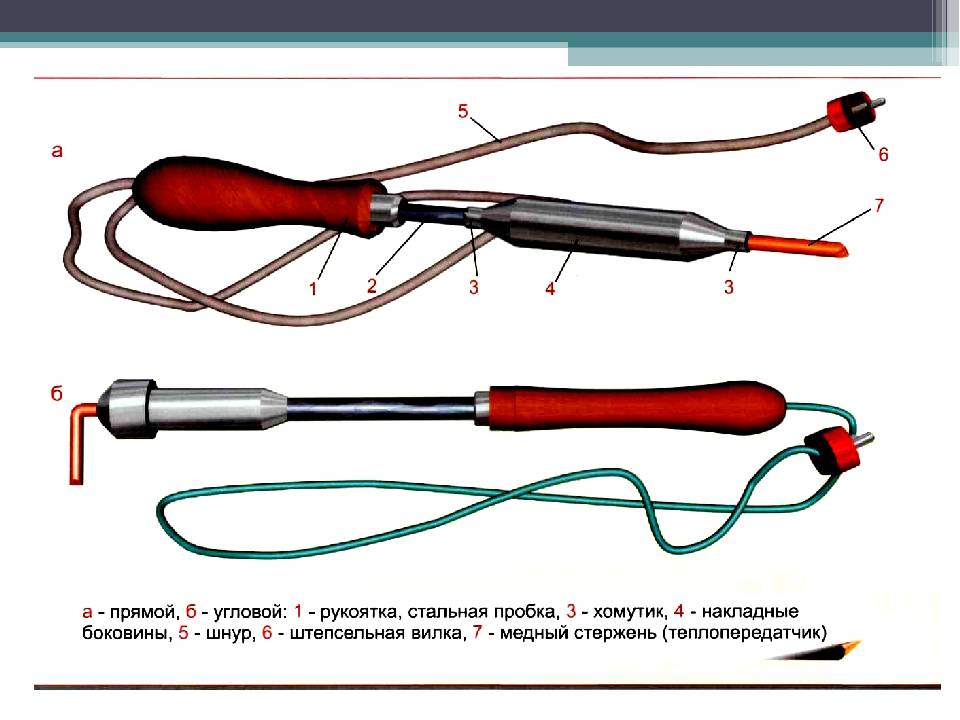
Паяльник

Устройство это представляет собою нагревательный прибор, с его помощью разогревают припойный сплав и поверхности деталей, которые необходимо припаивать. Он имеет три основные части:
- ручка (её делают деревянной либо пластмассовой, она не греется в процессе работы);
- нагревательный элемент;
- рабочий элемент.
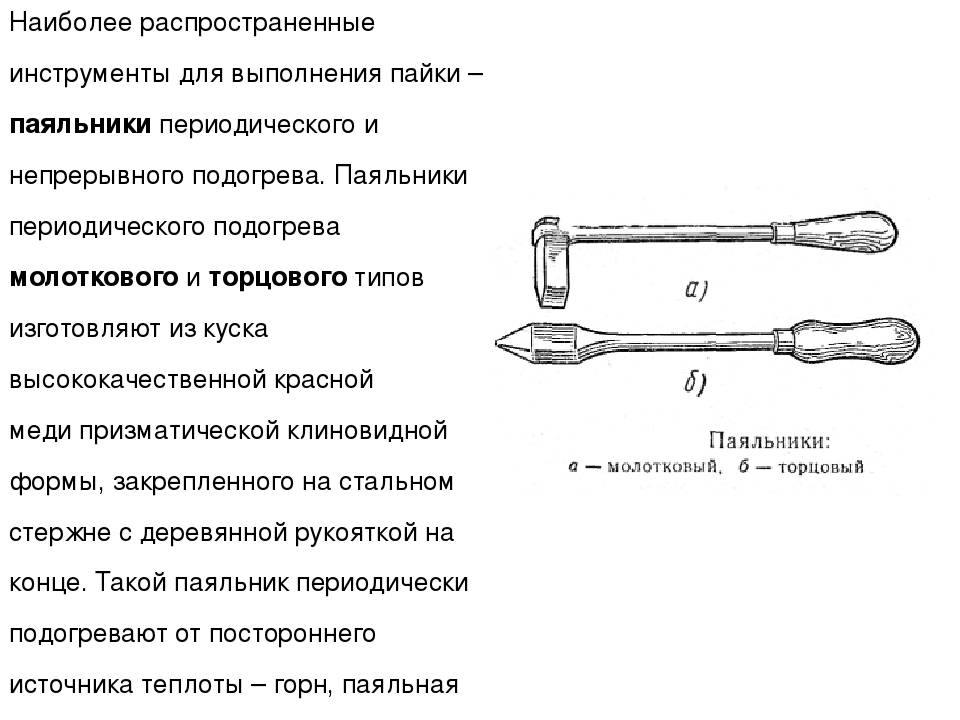
Паяльники бывают разных типов:
- Электронагревательный. Рабочей частью такого инструмента является кончик медного жала, которое разогревается с помощью нагревательного элемента. Температура жала достигает 300 градусов, при этом он не сильно мощный (от 60 до 100 Вт).
- Газовый. По принципу действия этот паяльник похож на обыкновенную газовую горелку, место, где должна производиться спайка, нагревается при помощи открытого пламени.
- Термовоздушный. Место пайки разогревают потомком горячего воздуха.
- Молотковый. У этого паяльника рабочей частью также является жало из меди, но по форме оно напоминает массивный молоток. Разогрев происходит при помощи открытого пламени либо за счёт встроенного электронагревательного элемента.
Наибольшее распространение получил электронагревательный паяльник для пайки радиодеталей и проводов.
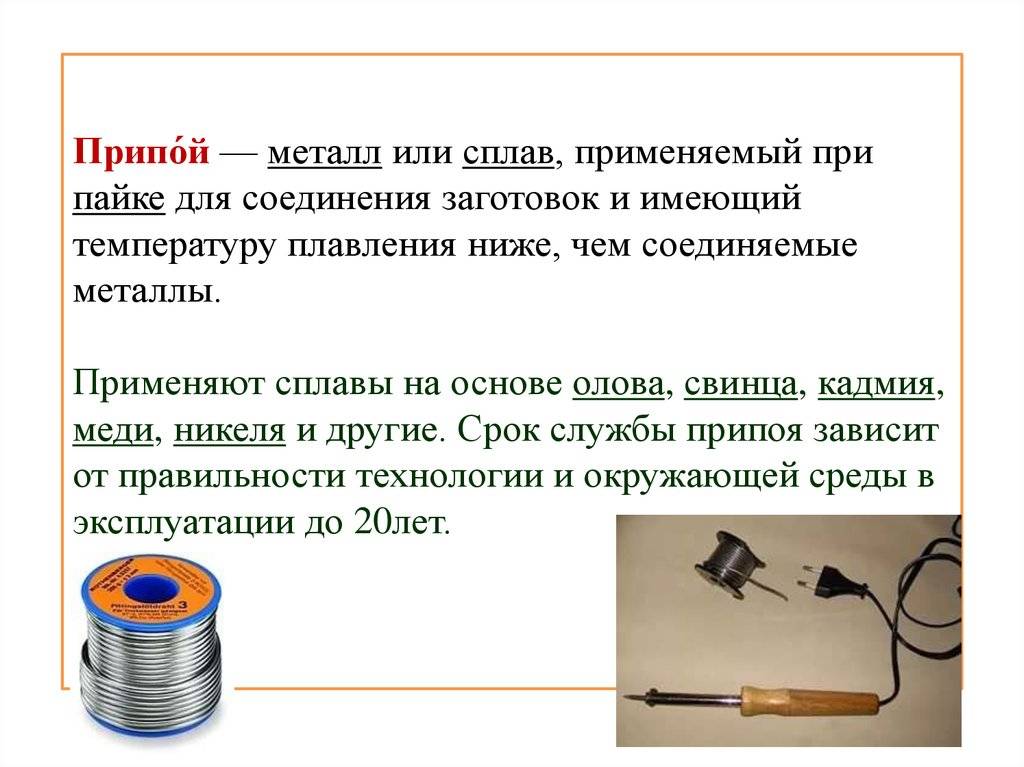
Припой
Главным материалом в процессе пайки является припой. Он представляет собою сплав нескольких металлов, который имеет более низкую температуру плавления, чем у металла соединяемых элементов. Такие сплавы делают из олова, кадмия, серебра, меди, свинца, никеля.

Паять медные провода желательно сплавом марки ПОС-60. Буквы ПОС обозначают, что данный припой из олова и свинца. Цифры показывают, сколько процентов олова содержится в припое. Конечно, лучшим припойным материалом считается чистое олово, но это дорого, его применяют в исключительных случаях.
Форма выпуска припоя бывает разная – в гранулах, пастах, слитках, порошке, фольге или проволоке.
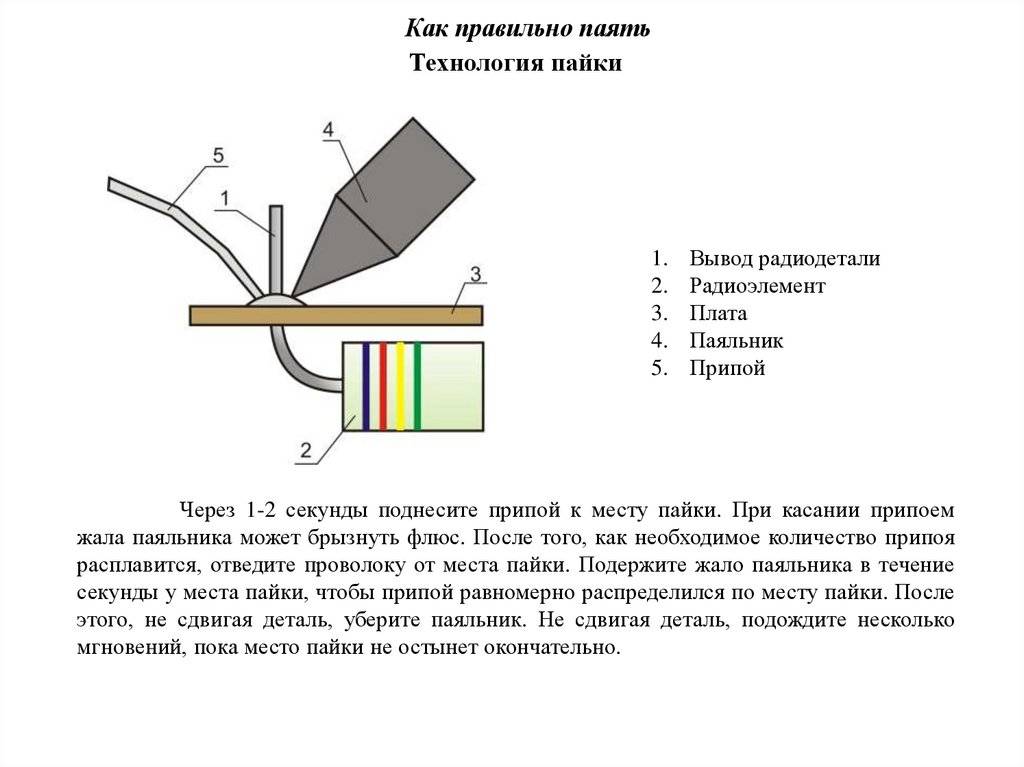
Как пользоваться припойным сплавом? Его греют выше температуры плавления и, когда он достигнет расплавленного состояния, прикасаются к твёрдым поверхностям соединяемых элементов. В этот момент начинаются химические и физические процессы. Припойный сплав растекается по металлическим поверхностям, проникая между ними во все зазоры.
Имейте в виду! Перед тем, как припаять алюминиевые провода, вам потребуется найти специальный припой. Для этого металла больше подойдут сплавы на основе цинка ЦО-12 (цинк с оловом) или ЦА-15 (цинк с алюминием).
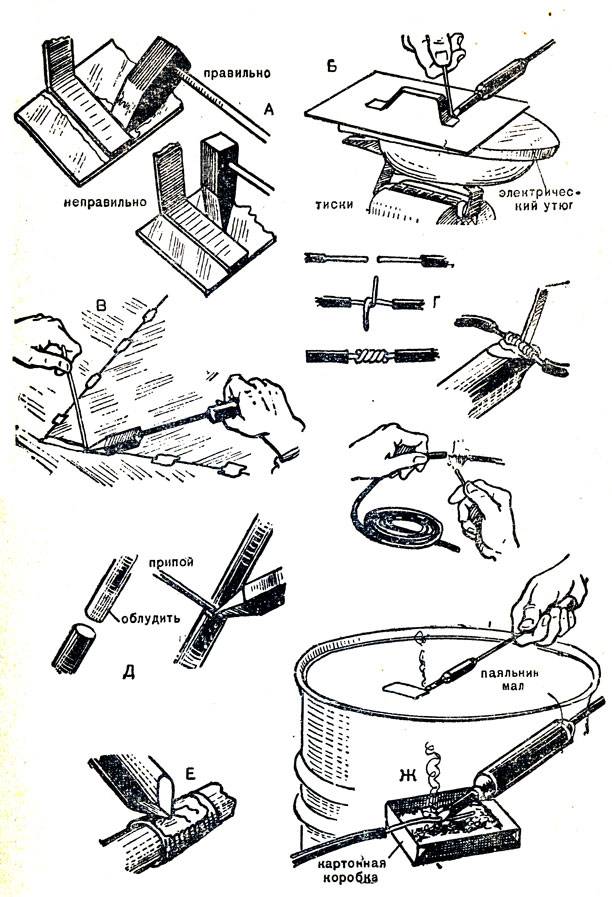
Чаще всего в качестве флюса используют смесь органических и неорганических веществ, с помощью которой подготавливают поверхности для пайки. Это может быть канифоль, ацетилсалициловая или ортофосфорная кислота, нашатырь или соль бура.





Самым распространённым флюсом считается канифоль. Некоторые используют кислоту для паяния, но она уступает канифоли по своим качествам. Хотя применять кислоту гораздо проще, намочили в ней кисть и нанесли вещество на соединяемые поверхности. С канифолью немного сложнее, нужно уложить в неё жилу, паяльником нагреть, тогда смола начнёт плавиться и обволакивать проводок.
Иногда используют припой, который представляет собою тонкую проволоку, заполненную внутри канифолью. Конечно же, это делает процесс более быстрым и удобным, достаточно будет только брать нагретым паяльником припой и наносить на соединяемые поверхности, отпадает необходимость в обработке каждого провода канифолью отдельно.
Другие инструменты
Также для того, чтобы сделать спайку проводников, потребуются:
- Место для работы, его надо покрыть материалом, которому не страшны будут капли расплавленного припоя. Подойдёт металлический стол либо какая-то подставка из металла или дерева, когда работы необходимо выполнять, например, в распределительной коробке.
- Подставка для паяльника (она должна быть надёжной и удобной).
- Кусочек влажной ткани или губка для протирки жала паяльника.
- Напильник. Перед применением паяльника, нужно будет сначала зачистить его жало, на нём не должно оставаться следов нагара, тогда пайка пойдёт легко.
- Нож либо специальное приспособление для снятия с проводов изоляционного слоя.
- Пассатижи.
- Наждачная бумага.
- Спирт.
- Изоляционная лента (или термоусаживаемая трубка).
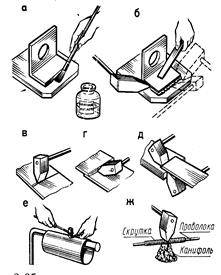
Правильная последовательность действий при лужении токопроводящих жил
Процесс лужения проводников рассмотрим на примере использования паяльника, так как данный способ самый распространенный. Далее поэтапно представлен порядок действий:
- Аккуратно снимается слой изоляции в пределах от 10 до 50 мм, чтобы не повредить непосредственно жилы кабеля.
- При наличии лакового покрытия на поверхности проводника, оно удаляется. Это можно сделать с помощью ножика, наждачной бумаги или специальных химических реагентов.
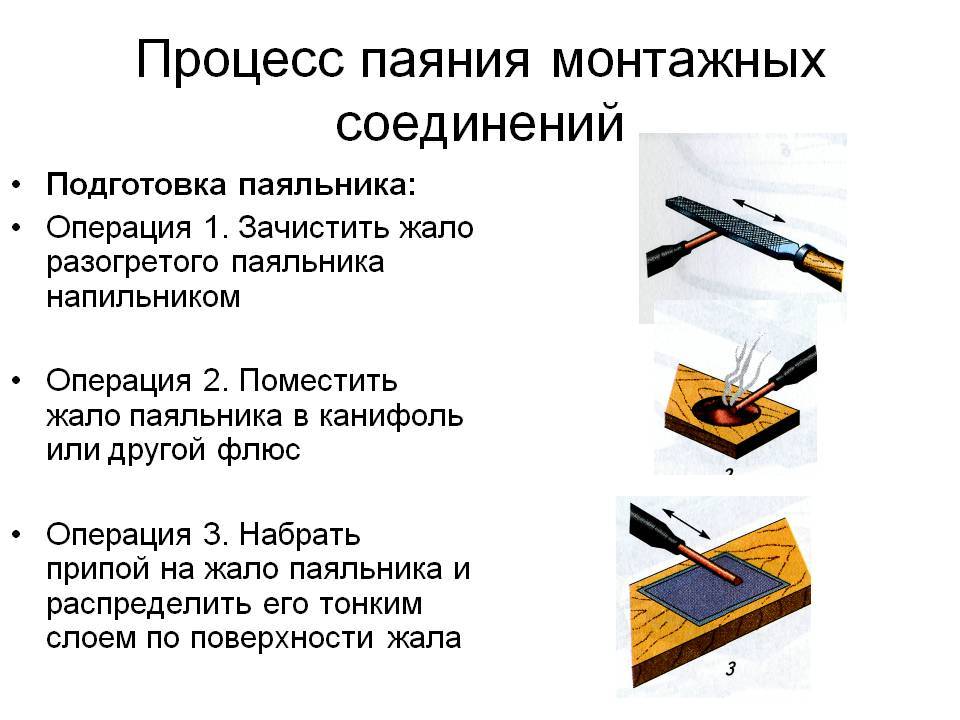
- Выполняется чистка жала паяльника от остатков припоя и прочих компонентов.
- Паяльник подключается к электрической сети и нагревается до рабочей температуры. При наличии трудностей с ее определением, следует попробовать прикоснуться жалом прибора к припою. Он должен мгновенно расплавиться.
- На данном этапе токопроводящие жилы обрабатываются флюсом, в нашем случае канифолью. С помощью паяльника нужно нагреть зачищенные концы проводника и опустить в баночку с флюсом. После этого дождаться плавления канифоли, и полностью провернуть жилу под жалом паяльника. Технология использования других разновидностей флюсов может разниться;
- Теперь остается облудить проводник припоем (олово). Для начала припой разогревается и набирается на жало паяльника. После этого олово подносится к кончику проводника и равномерно распространяется по всей поверхности. При соблюдении правильной технологии обработки жил флюсом, олово самостоятельно охватит требуемую площадь. Достаточно будет просто провернуть конец проводника у жала паяльника.
- Тщательно осматривается полученный слой припоя на предмет отсутствия сколов, пустот и выпуклостей. Олово должно равномерно лечь на зачищенный край проводника и иметь гладкую поверхность со светлым оттенком.
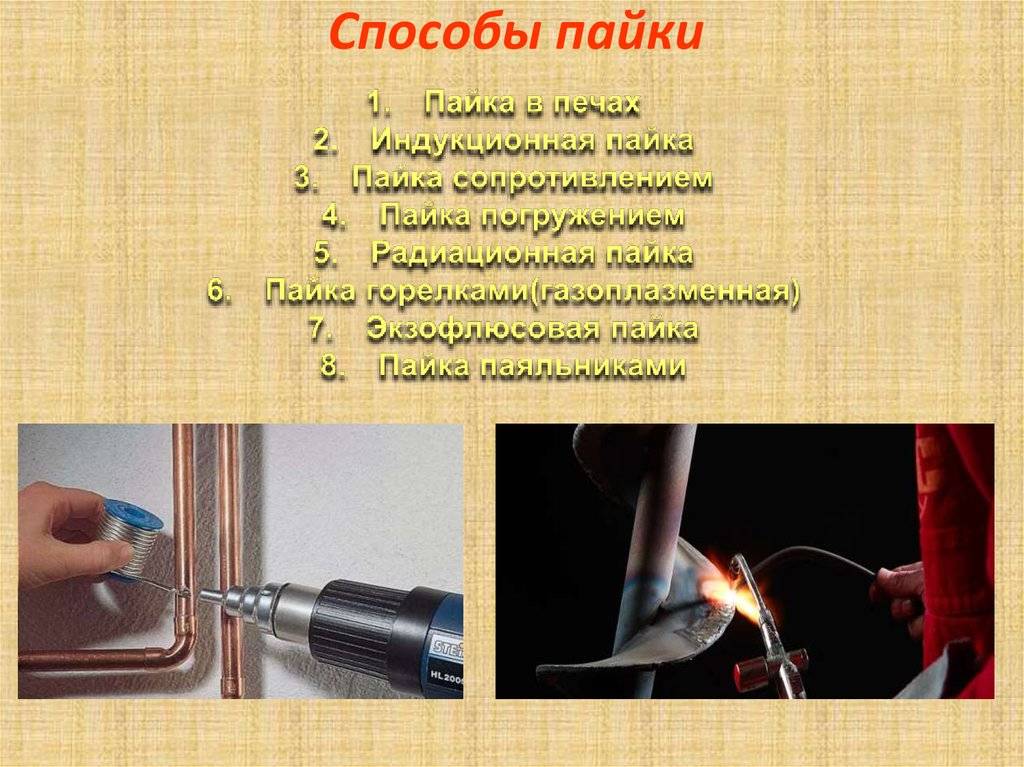
Промышленная пайка
На предприятиях тяжелой промышленности используются совершенно иные виды паяльного оборудования. Соединение больших деталей и конструкций в промышленных условиях происходит в печах.
В этом случае достигается наиболее высокое качество, так как при использовании печного оборудования можно постоянно контролировать состояние металла, поддерживать необходимую температуру и давление. Защита металла от окисления производится путем введения в камеру печи флюсов.
Печи для пайки различаются по принципу нагрева. Они бывают индукционными, газовыми, электрическими. Подаются и извлекаются заготовки различными способами в зависимости от конструкции печного оборудования. Это может быть ручная подача, ленточный конвейер, шахтная и элеваторная подачи.
В печах с ручной подачей нагрев и остывание деталей, паяльной камеры происходит в пределах одного цикла пайки. После остывания загружаются новые детали. В этой печи легче всего контролировать течение процесса и его продолжительность.
 В конвейерном паяльном оборудовании нагрев происходит постоянно, а остывают детали уже после извлечения из камеры. Такие печи используются для создания большого количества одинаковых, серийных изделий.
В конвейерном паяльном оборудовании нагрев происходит постоянно, а остывают детали уже после извлечения из камеры. Такие печи используются для создания большого количества одинаковых, серийных изделий.
Шахтные и элеваторные печи используют для изготовления крупногабаритных объемных конструкций, которые собирают прямо в печи и затем производят процесс пайки при полностью контролируемых параметрах.
Вакуумное паяльное оборудование используют для соединения изделий из сильноокисляющихся материалов. Паяные швы, произведенные в таких печах, отличаются чистотой и однородностью, что обеспечивает их прочность.
По причине менее высокой температуры и совершенно иного, чем при сварочных работах, воздействия на металл, паяные соединения более стойки к коррозии и к механическим воздействиям.
Пайка проводов в распределительной коробке
Достаем паяльник мощностью 65 или 100 Ватт. Мощность зависит от суммы сечений спаиваемых проводов. Например, если паять 3-4 провода сечением 1,5 кв.мм, то паяльника 65 Вт вполне хватит. Если же суммарное сечение скрученных проводов – более 10 кв.мм, то паяльник должен быть 100 Ватт.

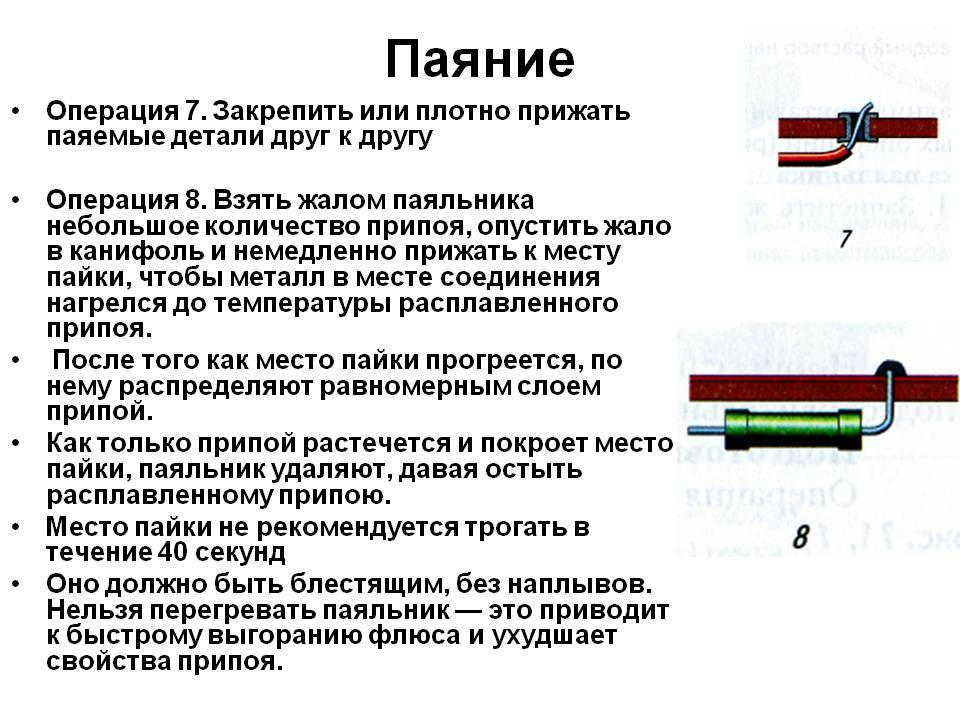

Итак, берём канифоль в куске или в пластиковой баночке. Провода должны торчать кончиками вверх. Прогреваем место скрутки, и касаем канифолью так, чтобы она плавилась и немного стекла вниз по скрутке.

2. Нанесение канифоли
Особенно хорошо это видно на центральном и правом проводах. Затем берём припой в прутке, прогреваем одновременно припой и скрутку, залуживая скрутку.

3. Пайка скруток в распределительной коробке
Проводим спайку проводов. Залуживаем скрутку, чтобы припой проник во все места. При этом медь должна быть покрыта припоем на длине 40…80% длины скрутки.

4. Провода спаяны
Нужно стараться не перегреть место пайки, чтобы не попортить изоляцию. Да и вообще стараться всё делать быстро, на автомате.
Некрасивые торчащие кончики пропаянных скруток обрезаем бокорезами (3-5 мм).
Спаяли, изолируем места пайки изолентой (обычно использую ПВХ разных цветов). И в принципе всё. Можно муровать коробки.

5. Изолируем места пайки

6. Укладываем провода в распределительных коробках

7. Закрытые коробки. Заподлицо




За контакт в таких коробках можно точно не беспокоиться, можно полностью их хоронить под слоем штукатурки. Хотя, лучше конечно иметь доступ к коробкам, мало ли чего – проверить, дополнительно подключить, и т.п.
Пошаговая инструкция
Наиболее простым и распространенным способом, чтобы лудить поверхность, является обработка паяльником, поэтому рассмотрим детально такой способ. После того, как вы подготовили все необходимое, чтобы лудить провода, выполните следующие операции:
- Определите длину обрабатываемого участка – рекомендуется лудить отрезки в пределах от 10 до 50мм. Если нет каких-либо конкретных требований к этому параметру, то оптимальным будет расстояние в 10 – 20мм.
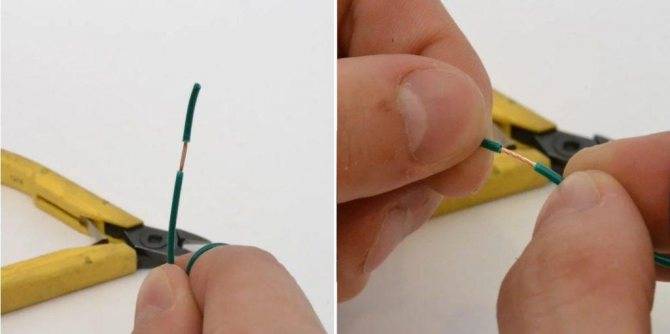
- Очистите отрезок провода от изоляционного покрытия, в данном примере используется острый нож, но можете применять и другие инструменты. Рис. 3: удалите изоляцию
Соблюдайте осторожность при удалении слоев диэлектрика, чтобы не повредить жилу, что особенно актуально для многожильных проводов, так как это существенно уменьшит их поперечное сечение. При наличии на проводах лаковой изоляции ее также следует удалить до появления металлического блеска
Рис. 4: очистить лак с провода
При наличии на проводах лаковой изоляции ее также следует удалить до появления металлического блеска. Рис. 4: очистить лак с провода
Для этого можете использовать тот же нож, но это не всегда представляется удобным. Так как тонкие проводники легче обрабатывать наждачной бумагой, напильником или химическими реагентами. Многожильные марки проводов необходимо распушить, чтобы обработать их со всех сторон.
- Перед тем как лудить, необходимо очистить жало от остатков припоя, нагара, кусочков металла. Это можно сделать при помощи наждачки или напильника, особо крупные наплывы можно удалить ножом. Рис. 5: Очистьте жало паяльника
- Включите паяльник и дождитесь его полного прогревания. Если вы начинающий радиолюбитель и еще не можете опередить достаточность нагрева по времени или внешним признакам, коснитесь жалом паяльника олова, припой должен моментально расплавиться – это значит, что вы можете начинать паять паяльником. Рис. 6. Опробуйте достаточность прогрева паяльника
- Нагрейте паяльником зачищенные жилы и поместите их в канифоль. Рис. 7: опустите провод в канифоль
Дождитесь плавления флюса и аккуратными движениями проверните провод под жалом. Добейтесь равномерного распределения канифоли по поверхности. Если вы не будете лудить канифолью, а используете какие-либо специальные флюсы, технология их применения может отличаться.
Разогрейте припой и нанесите его на кончик провода, если флюса оказалось достаточно, и он равномерно распределился по все поверхности, олово быстро покроет нужную вам площадь. Рис. 8: нагрейте и наберите припой
Поверните провод у жала паяльника, чтобы слой олова попал на всю площадь электрического контакта.
После лужения внимательно осмотрите слой припоя, он должен иметь гладкую, ровную поверхность светлого цвета. Если ваш результат отличается (имеются комочки, неравномерное распределение или темные пятна), то лучше повторить процедуру и полудить провода снова.
В виду большого разнообразия медных и алюминиевых проводов, типов электрических соединений лудить такие элементы нужно по-разному, соблюдая определенную технологию. Такие знания доступны опытным радиолюбителям, но мы рассмотрим самые часто встречающиеся из них.