Для чего это нужно
В промышленных условиях эти элементы выпускаются в соответствии с определенными нормами, поэтому имеют стандартные параметры:
- Угол поворота величиной 45, 60, 90и 180.
- Радиус изгиба.
- Применение сварочного оборудования.
Но в некоторых ситуациях требуются индивидуальные параметры. Поэтому на помощь приходит ручной трубогиб, позволяющий придать нужную форму трубному изделию. Посредством этого приспособления владельцы частных домов и дачных участков могут сгибать трубы для теплиц, арочных конструкций и ограждений нестандартной формы. В связи с этим возникает вопрос, как сделать трубогиб в домашних условиях.
Трубогиб можно сделать самостоятельно, его конструкция не характеризуется особой сложностью. Заводские аналоги имеют довольно приличную стоимость, поэтому трубогиб, выполненный своими руками, позволит сэкономить приличную сумму. Самодельный механизм для сгибания стальных труб можно использовать в домашних условиях и полупрофессиональной сфере.
Как сделать? Пояснения к нашей самоделке
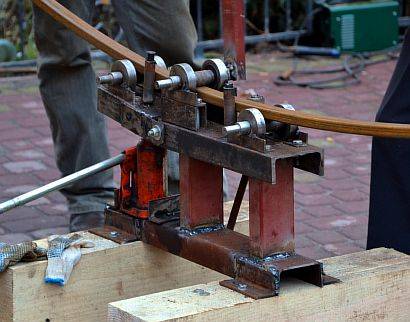
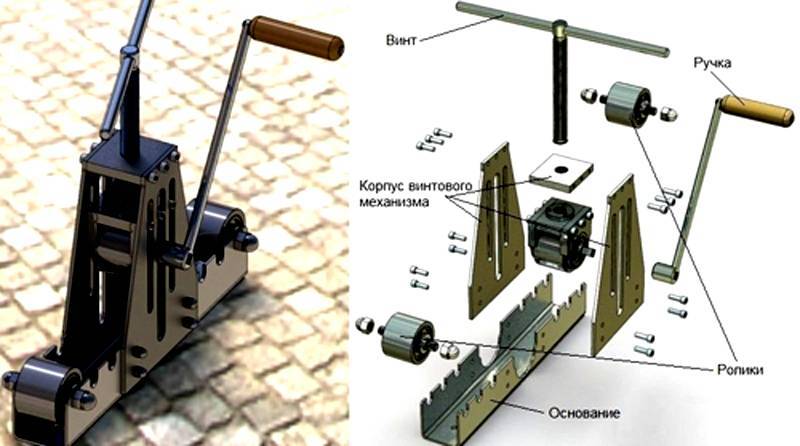
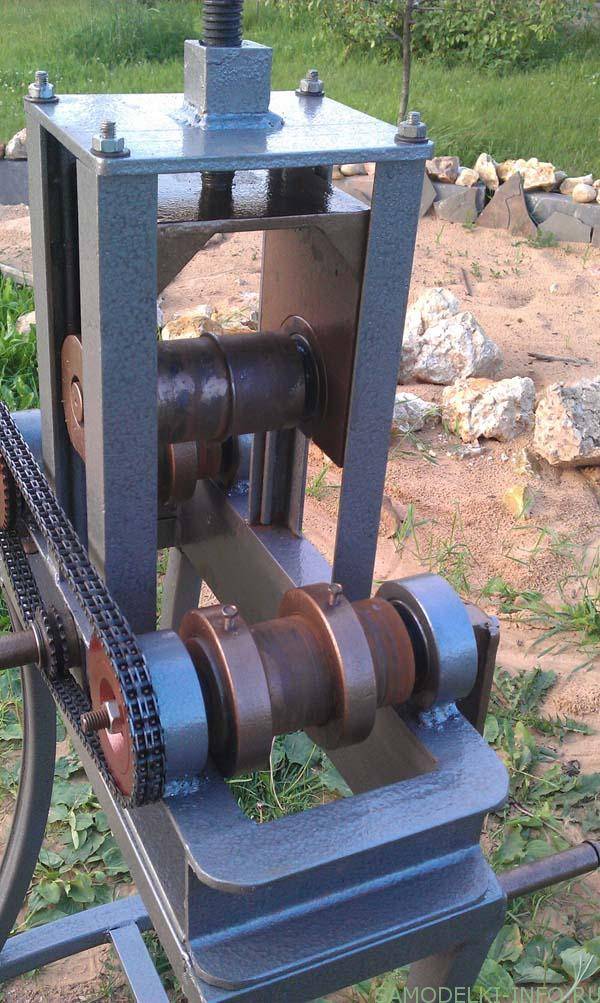
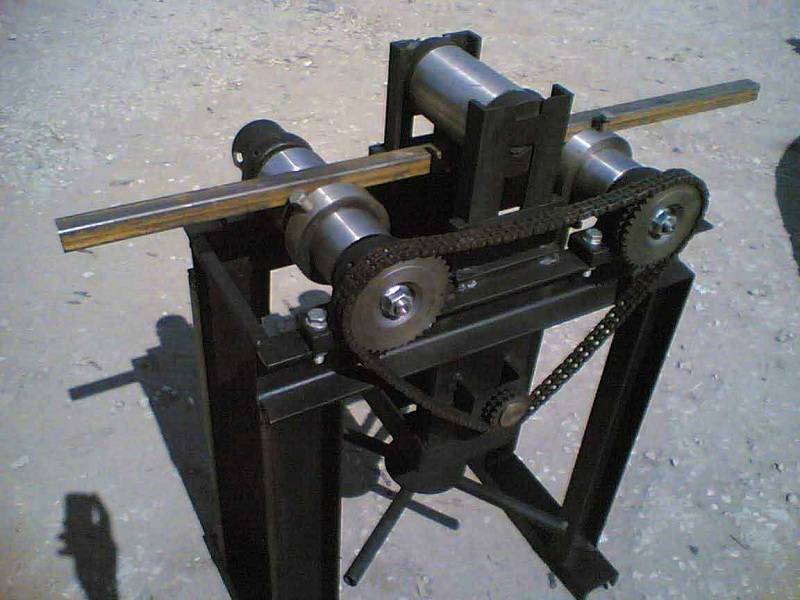
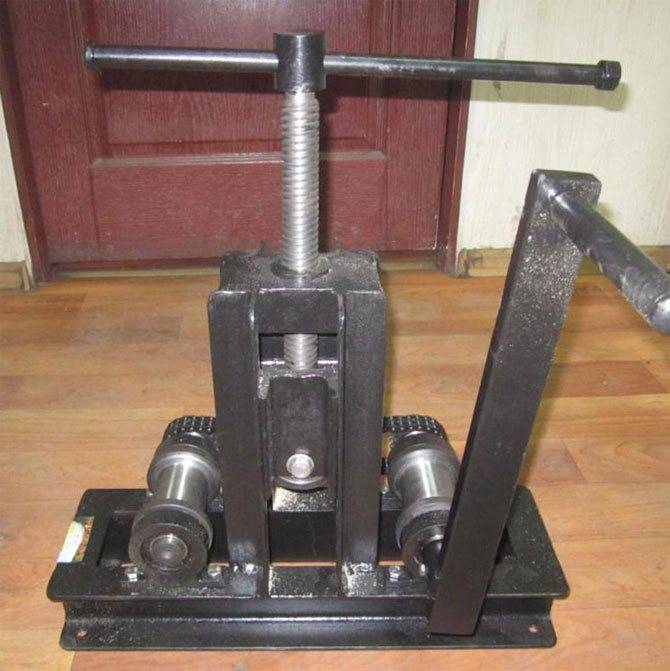
Первым делом мы подобрали надежное основание — толстостенный швеллер длиной 0.8м.
Верхняя часть конструкции собиралась из уголков (на фото справа). В качестве роликов приспособили отрезки толстостенной металлической трубы (на фото слева).
Лучше под рукой ничего не нашлось и в качестве осей использовались шпильки большого диаметра. Решение неудачное, поскольку на месте срезанных болгаркой витков резьбы остаются неровности, которые создают дополнительную нагрузку при вращении.
Направляющая была сформирована отрезками уголка с одной стороны. И ограничителем в виде болта вкрученного в приваренную к конструкции гайку. Профтруба длиной 6м при гибке будет немного играть винтом и возможность регулировать расстояние путем вращения болта в резьбе здесь приходится очень кстати.
Вороток смастерили из уже знакомых нам: шпильки, стальной трубки и забитого в отверстие П-образного профиля (см. фото).
На центральный ролик наварены тычки, чтобы заготовка не проскальзывала. Иногда труба буксовала и с ними. В таком случае приходилось приопускать домкрат, чтобы уменьшить натяг и делать один лишний проход.
В процессе было выполнено улучшение — приварены продольные и поперечные опоры для повышения устойчивости профилегиба. На них удобно положить прямые, еще не согнутые трубы, которые будут работать как противовес.
Как устроен трубогиб?
Конкретная конструкция приспособления зависит, прежде всего, от его предназначения, однако в обязательном порядке трубогиб включает в себя:
- раму;
- пару трубных упоров;
- гидроцилиндр;
- планки (верхняя/нижняя).
Заметим также, что рама может быть как открытой, так и закрытой. Что касается гидроцилиндра, то он – это главная часть приспособления, которая выполняет силовую функцию.
Также в схеме трубогиба своими руками присутствует нагнетательное устройство, которое размещается на тыльной части корпуса; в этом же месте располагается винт перепускного клапана, рукоятка. А вот сверху цилиндра имеется пробка, посредством которой внутрь заливается масло и проверяется его уровень. Размещенная внизу планка агрегата накручивается на резьбу, находящуюся спереди корпуса, а затем прижимается специальной фиксирующей гайкой. Дополнительно планка крепится замком и парой винтов.

Для ручного усиления применяется выдвижной шток, возвращающийся назад благодаря пружине, которая располагается в цилиндре. Планки трубогиба выполнены как сварная конструкция. На поперечных пластинах имеются отверстия, посредством которых устанавливаются упоры. В нижней части корпуса есть еще резьбовые отверстия для установочных болтов, регулируемые по высоте.
Рассматривая трубогиб своими руками, нельзя не отметить тот факт, что профильные трубы с тонкими стенками пользуются в последние годы все большей популярностью, более того, они дают возможность создавать долговечные и привлекательные конструкции, а также экономить на строительных работах. Именно из таких труб сегодня делают теплицы, различные навесы. Чем же отличается профильная труба от обыкновенной? Прежде всего, поперечным сечением, которое в данном случае не круглое, а овальное, прямоугольное либо квадратное. Именно этим и объясняются конструктивные особенности трубогиба для данного типа труб – ролики должны быть такого же сечения, что и сгибаемые изделия, в противном случае сечение последних может быть деформировано.









Конструкция

Чтобы получить профиль, равномерно изогнутый по всей длине и имеющий нужный радиус кривизны, опоры станка выполняются в виде роликов. При этом один ролик (чаще всего расположенный посередине) закреплен подвижно, а два других – нет. Положением прижимного ролика задается определенный радиус изгиба.
Такая схема имеет несколько вариантов воплощения:
- Подвижный ролик один и расположен посередине, опускаясь сверху. Это – наиболее простая конструкция, которую легко реализовать, делая трубогиб самостоятельно. Именно такие станки наиболее широко распространены в классе устройств с ручным механизмом прижима. Недостаток схемы – не слишком мощное усилие, которое не позволяет сгибать наиболее толстый прокат.
- Одиночный подвижный ролик размещен с краю. В этом случае валик, регулирующий изгиб, поднимается с помощью гидравлического домкрата или винтового механизма.
- Подвижный ролик поставлен сбоку (справа или слева). Такая конструкция позволяет завивать профиль в спирали.
- Подвижно установлены два или три ролика. Это – наиболее сложная схема, которую непросто воплотить своими руками, поэтому такие трубогибы обычно делают редко. Главное достоинство такого станка – возможность получить не просто дугу, а гнутый профиль любой сложности.
В простейшую конструкцию трубогиба можно внести десятки улучшений: предусмотреть возможность передачи усилия через цепную передачу с ведущего ролика на остальные, заложить возможность смены роликов для прокатывания труб разного диаметра, перестановки валов по расстоянию для задания радиуса кривизны и т.д.
Помимо расположения валов, разные модели трубогиба отличаются наличием привода для протаскивания профиля. Это может быть как обычная рукоять, вращаемая мускульным усилием, так и привод на электродвигатель. Оснащенные внешним приводом станки сложнее по конструкции, но способность обрабатывать более толстый прокат зачастую окупает трудности конструирования.
Виды профилегибочных станков и их устройства
Профильные трубы имеют различную толщину стен и диаметр, поэтому трубогибы требуются разные. Механизмы для гибки профтруб имеют конструктивные отличия от стандартных трубогибов для круглых труб. Ведь профили обладают большой устойчивостью к изгибанию, а также радиус сгиба у них обычно больше.
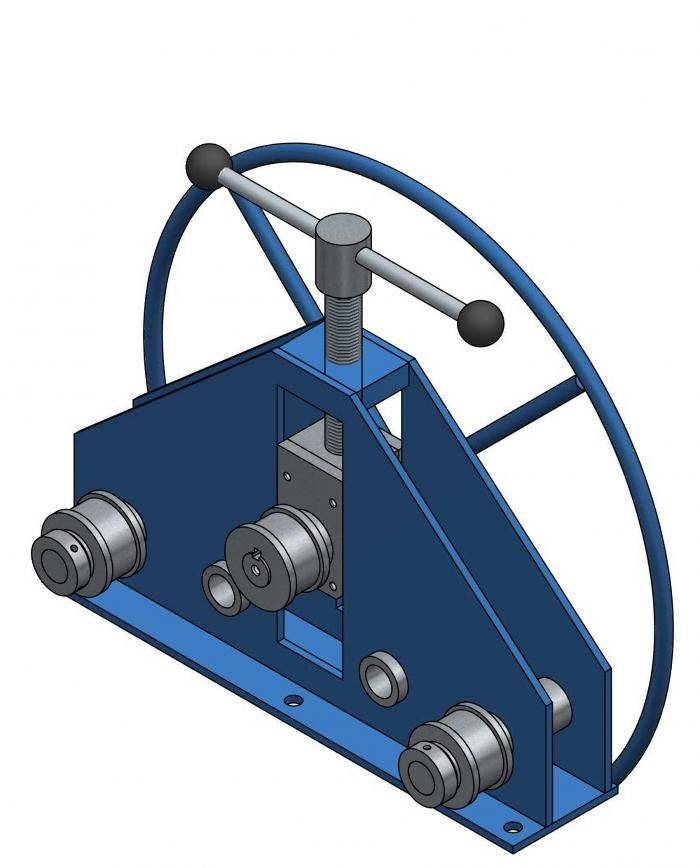
 Станок для гибки профильной трубы
Станок для гибки профильной трубы
Основные виды трубогибов для профильного изделия:
- по типу привода;
- по методу изгиба;
- по месту расположения подвижного валика.
По типу привода
От угла загиба, а так же материала профтрубы и требуемой точности, зависит выбор гибочного станка, которые бывают:
- Гидравлическими — предназначены для изгиба трёхдюймовых элементов. Они обладают высоким уровнем производительности, точности и скорости. Встречаются ручного и автоматического типа. Это самый мощный профилегиб, способный изогнуть любую трубу. В него входит — швеллер (широкие и узкие отрезки, по три каждого вида), петлевой замок, ролики — 3 шт. (размещённые на подшипниковых узлах), передающая ручка с втулкой, машинный домкрат.
- Электрическими — рекомендованы для гибки профильной трубы большого диаметра. Используются чаще для магистральных трубопроводов. Аппарат состоит из:
- рамки из швеллеров;
- прокатных валов из металла— 2 шт;
- трёх шестерёнок;
- металлической цепи;
- редуктора, электрического двигателя с механическим приводом.
- Ручными — они работают за счёт физической силы человека. Предназначены для профиля малого диаметра. Инструмент работает по типу прокатного станка. Основные детали в большинстве своём металлические:
- опорный каток;
- ролики;
- элементы шасси;
- винт регулировки;
- подающая рукоятка.
По способу изгиба
Одну и туже деталь можно изогнуть разными способами, с использованием трубогибов различного типа:
- сегментных — популярность их в том, что деталь, возможно, протаскивать, для получения нескольких поворотных фрагментов;
- арбалетных — суть работы в натягивание металла и сгибание его в одной месте;
- пружинных — предназначенных для пластиковых изделий.
По месту расположения подвижного вала
Подвижной валик может находится в середине, или по бокам (справа или слева):
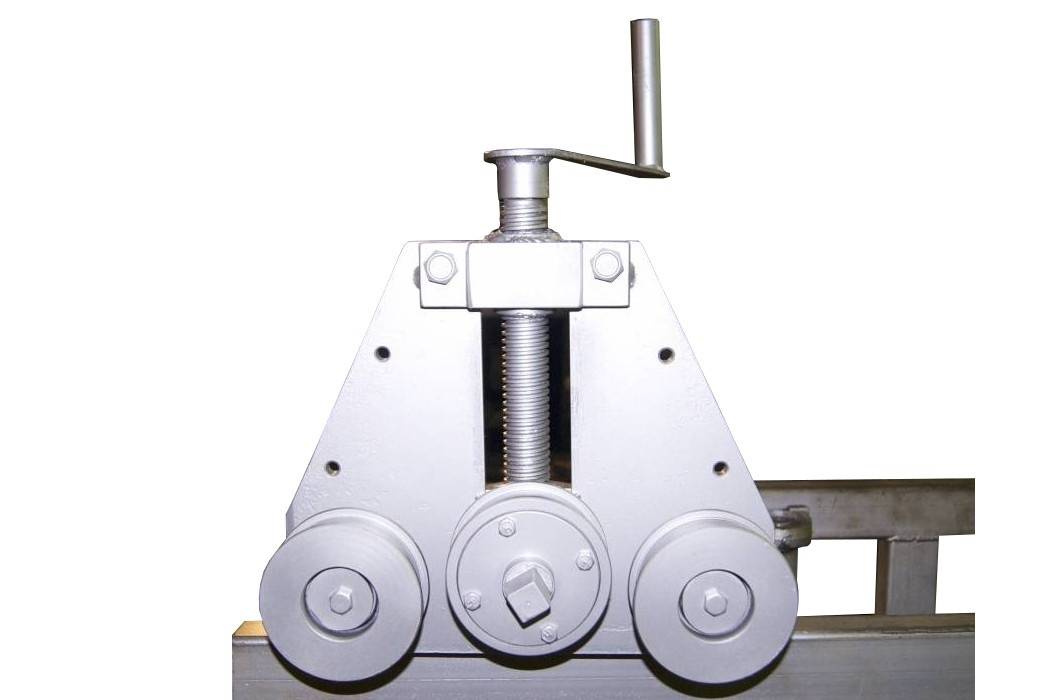
- Конструкция, в которой подвижной ролик находится в середине, а крайние валики фиксируются к его корпусу. Они слегка приподняты над основой. Средний ролик устанавливается на специально смонтированном П-образном постаменте, посредине которого крепится крупный прижимной винт. С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу. К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью.
- С подвижным валом с краю — он размещается справа или слева. Вращается вместе с частью основы, которая соединена со станиной металлическими петлями. На угол изгиба влияет уровень подъёма стола, высота которого меняется домкратом. Конструкция вращается за счёт центрального ролика, к которому приваривается ручка. Чтобы уменьшить прикладываемые усилия, устройство можно снабдить цепью.
Подводя итог, скажем, что наиболее подходящий вид трубогиба, для придания нужного загиба профильной трубе, при монтаже теплицы или некой конструкции на придомовом участке — с ручным приводом. Ведь размер профильной заготовки и объёмы работ небольшие.
Изготовление ручного самодельного трубогиба для профильной трубы своими руками: видео и подробные инструкции
Здесь рассказано о том, как быстро создать трубогиб своими руками для профильной трубы (видео).
Watch this video on YouTube
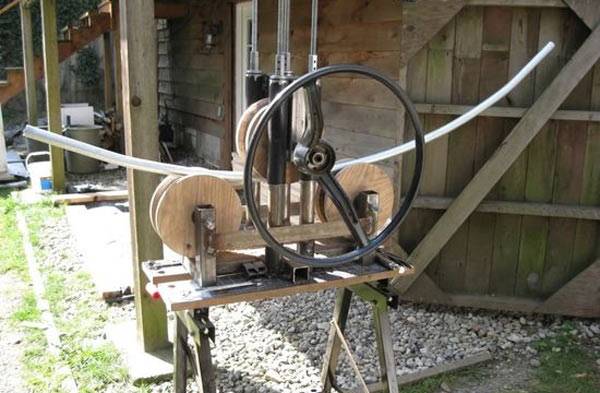
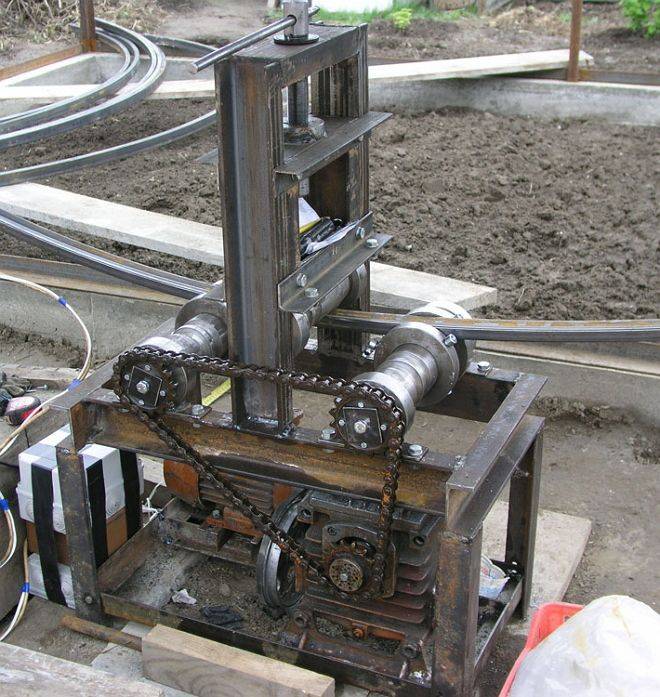
Мастер использовал подручные материалы, швеллер, часть привода от старого велосипеда. Но ему пришлось самому создать сварные соединения, чтобы обеспечить целостность тяжелой конструкции.
Чтобы выяснить, как сделать трубогиб для профильной трубы своими руками, чертежи и видео дополняют описаниями рабочих операций. Ниже приведены алгоритмы нескольких технологий сборки.
Прокатный трубогиб
| Рисунок | Действия |
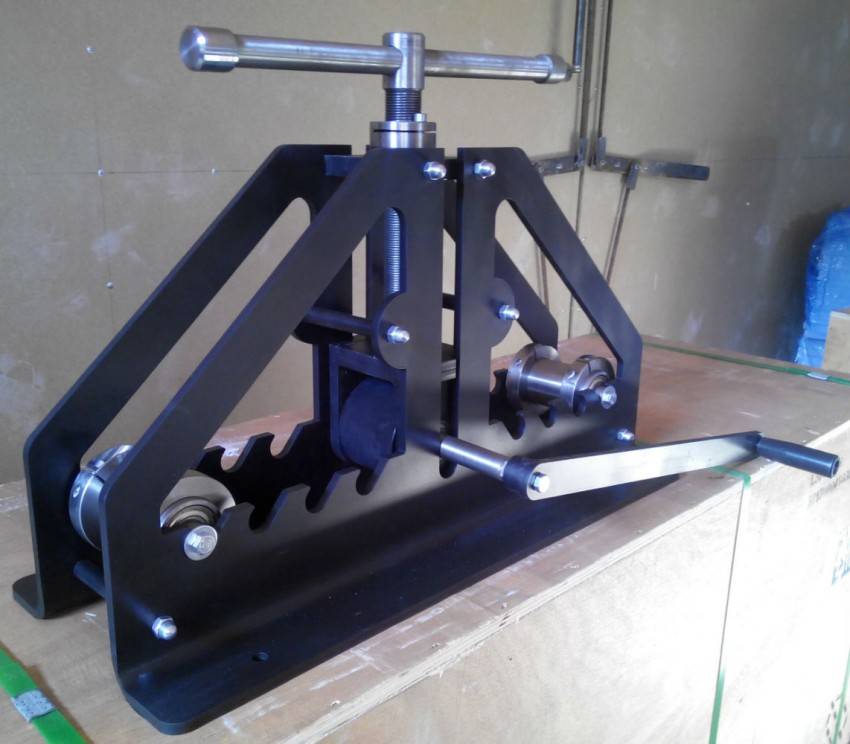
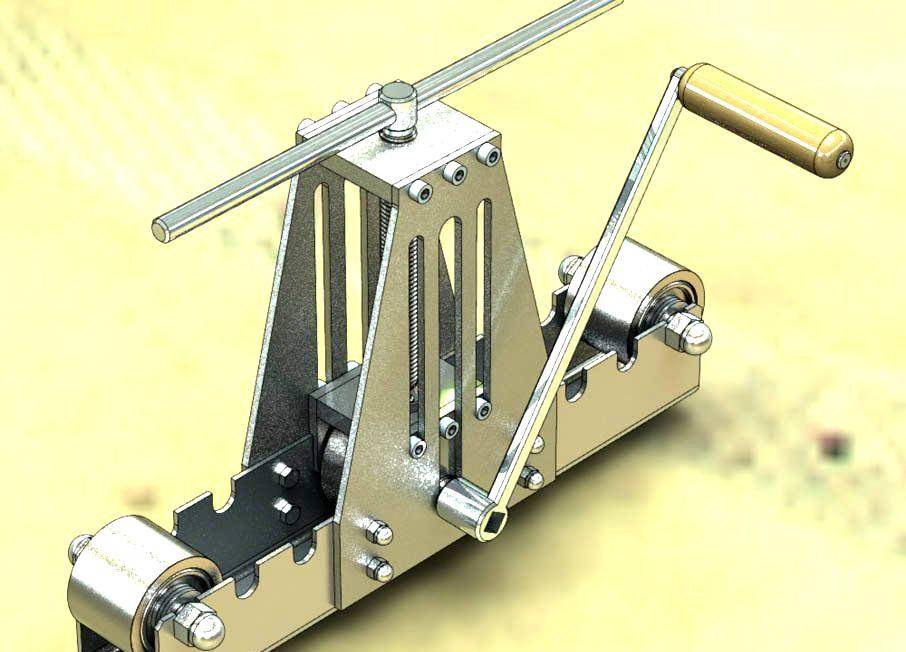
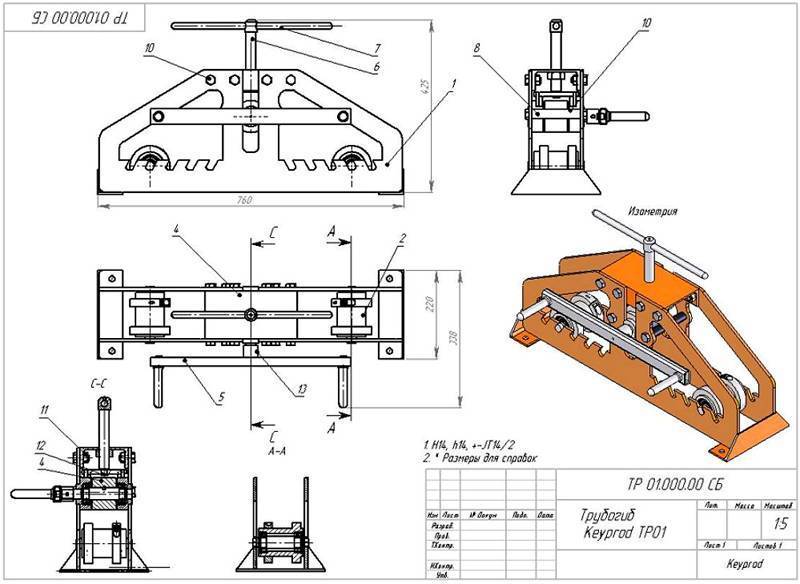 | Для создания качественного станка можно использовать этот чертеж для образца. Здесь заготовка устанавливается между тремя роликами. Крайние (2) – выполняют опорные функции. Чтобы их устанавливать на разных расстояниях (для получения нужных углов изгиба) в опорных планках (1) сделаны пазы. Необходимое давление создают с помощью винтового механизма (6, 7). Усилие передается через центральный ролик (4), который вращается рукояткой (5). |
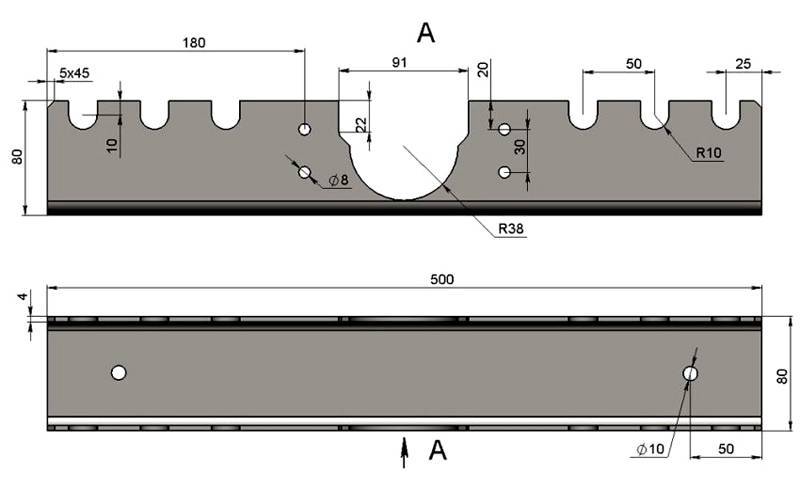 | Отверстия в нижних частях создают по этим размерам. Для заготовки выбран швеллер с толщиной стенок 4 мм. |
 | Верхнюю часть создают с вырезами. Их надо сделать ровными, чтобы не создавать препятствий перемещению опорных винтов. |
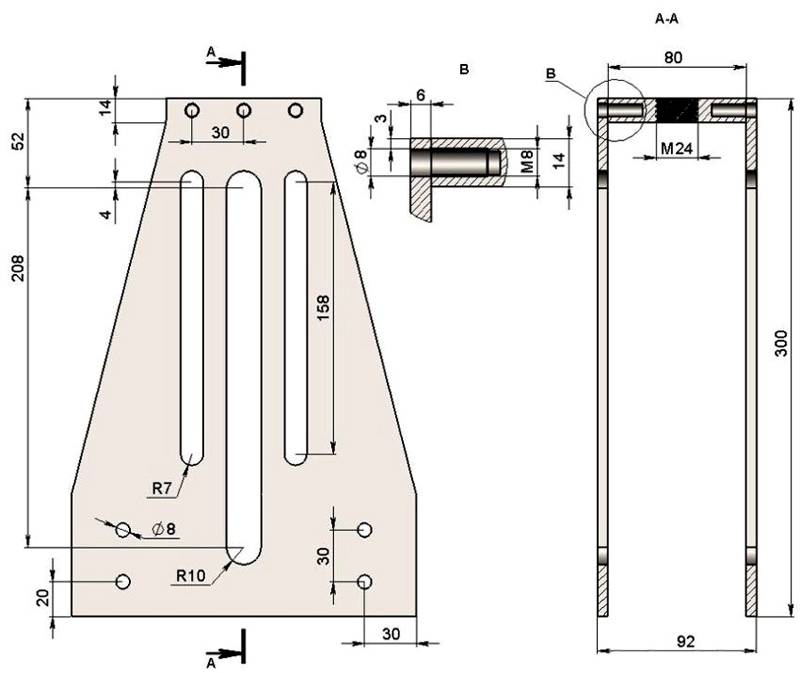
 | В соответствии с этим рисунком нарезают резьбу. |
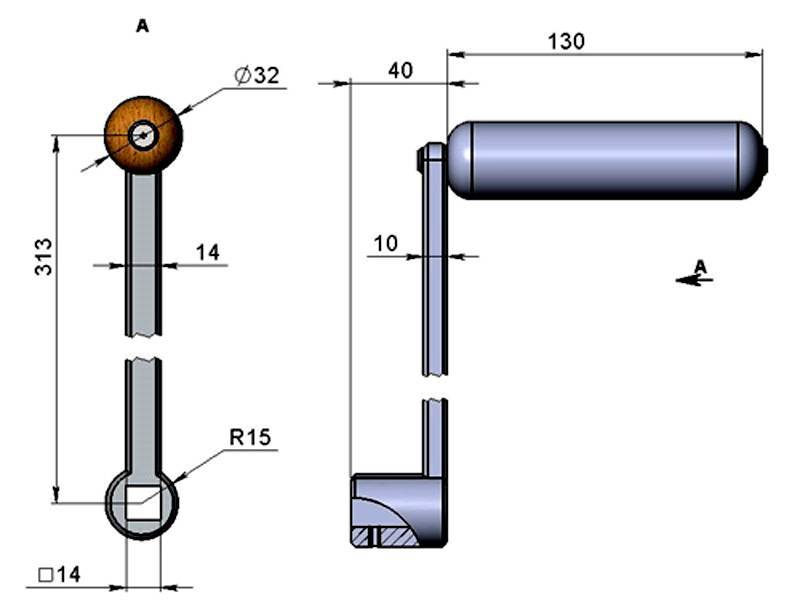 | Для ручки можно подобрать готовое изделие, либо использовать такие размеры. |
 | После сборки получится такое симпатичное и функциональное изделие. В нем нет сварных соединений. Но комплектующие детали сложно сделать самостоятельно без профессиональных навыков, специализированных станков. |
Гидравлический трубогиб
Винтовой механизм выполняет свои функции слишком медленно.
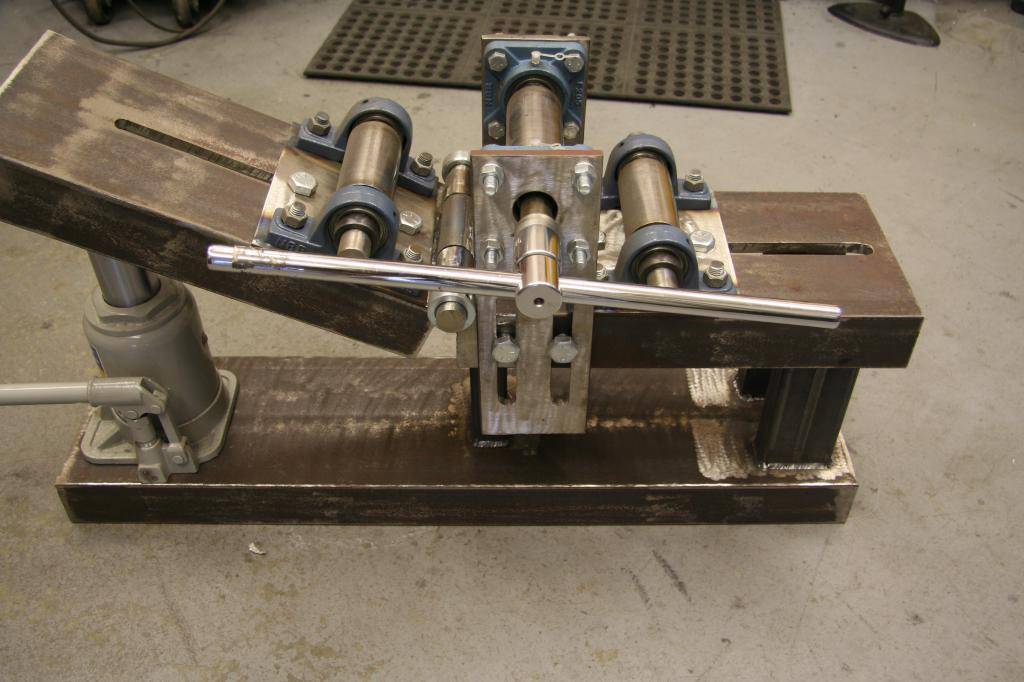
 Для ускорения процесса подойдет гидравлический привод
Для ускорения процесса подойдет гидравлический привод
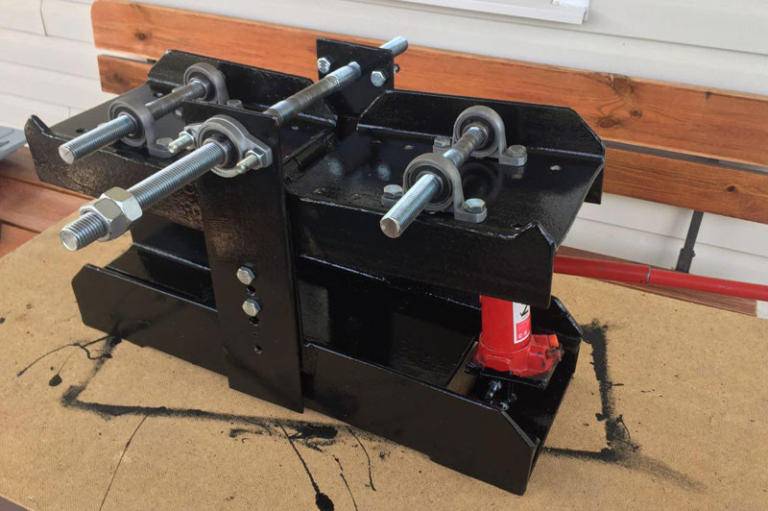
В этой конструкции использован стандартный домкрат. Он закреплен жестко на планке, которая подвешена на двух пружинах. Такое решение упрощает манипуляции с тяжелым домкратом при установке заготовок, прижимных сегментов.





Труба опирается на два круглых штифта. Их можно переставлять в другие отверстия для создания изделий с нужным радиусом кривизны. Детали прочной рамы из стали (4-5 мм) скреплены болтовыми и сварными соединениями. Конструкция получилась разборной. При необходимости ее не сложно демонтировать. Домкрат можно использовать для выполнения других операций.
В основании рамы созданы отверстия. Через них станок можно прочно прикрепить к деревянному полу гвоздями, саморезами. Это придает дополнительную устойчивость стационарной конструкции. Ее металлические части обезжирены, покрыты грунтовкой и краской. Помимо хорошего внешнего вида обеспечена хорошая защита от разрушительных процессов коррозии.
Статья по теме:
Изготовление ручной роликовой модели
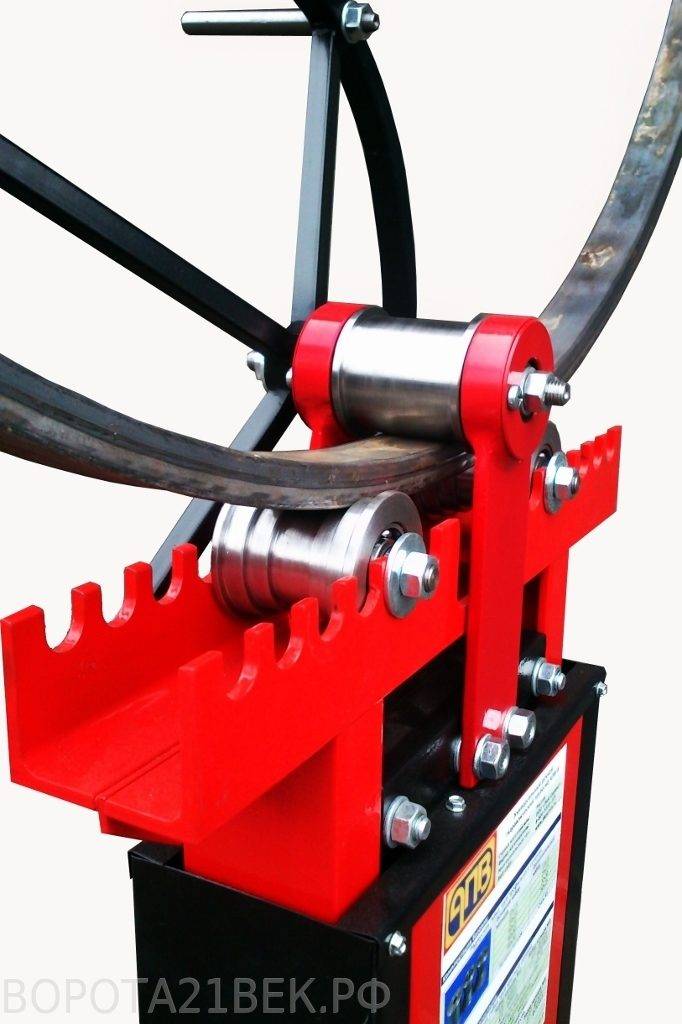
Изготовление ручного трубогиба своими руками производится из одних стальных деталей без использования особых механических приспособлений. Это устройство предназначено для локального изгиба трубы. Для деформирования профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.
Далее будет рассмотрен процесс изготовления двухроликового трубогиба, крепящегося к опорной станине. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация труб – трудоемкий процесс, для которого необходимы хорошие и прочные материалы, иначе вместо профиля можно погнуть сам рабочий инструмент.
Для изготовления механического ручного радиального трубогиба понадобятся:
- Сварочный аппарат.
- Два ролика из прочной стали (например, марки 1045), которые прошли предварительную токарную обработку. Диаметр большего – 100 мм, а меньшего – 60 мм. Оба толщиной 35 мм и радиусом наружной полости 0,5 дюйма.
- Стальная труба диаметром не менее 1,5 дюймов с толстой стенкой (минимум 3 мм). Она будет служить рычагом, поэтому минимальная её длина 1,5 метра.
- Четыре стальные полоски размером 15 х 6 см и толщиной 4-5 мм для фиксации основания трубогиба в тисках, опоры трубы и изготовления ручки. Также понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
- Стальная пластина 300 х 300 мм и толщиной минимум 3 мм.
- Тиски.
В процессе работы могут понадобиться и другие общехозяйственные инструменты: молоток, пилки, наждачная бумага, линейка и т.п. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключив из них углубление по окружности, можно получить универсальный инструмент для изгиба металлического профиля.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба:
- Приготовить чертеж с разметкой расположения основных элементов.
- Проверить совместимость отверстий в роликах диаметру болтов.
- Просверлить в двух металлических планках по два отверстия диаметром 0,5 и 0,75 дюймов. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обеих роликов).
- Сделать в опорной станине отверстие в центре диаметром 0,75 дюйма. Вставить в него соответствующий болт, не высовывая его с обратной стороны. Приварить болт к металлической пластине.
- Взять просверленные металлические пластины размером 15х6 см, 0,5-дюймовый болт, меньший ролик, полоску стали 35 х 60 мм и сварить из них конструкцию в виде буквы «П», предварительно вставив болт с надетым роликом в соответствующие отверстия.
- Приварить концы болта к металлическим планкам. Должна получиться своеобразная рогатина с отверстием большего диаметра ближе к открытому краю.
- К основанию получившейся рогатины нужно приварить трубу-ручку.
- Приварить опорную планку для трубы на металлическую станину. Расстояние от линии планки до оси центрального болта должно равняться радиусу большого ролика плюс 0,5 дюйма.
- Приварить внизу станины планку 15 х 6 см для фиксации в тисках.
- Вставить в рогатину большой ролик, насадить конструкцию на центральный болт и накрутить сверху гайку.
- Зажать трубогиб в тисках и провести первые испытания.
Важные нюансы изготовления:
Галерея изображений
Фото из
Материалы для ручного трубогиба
Вкрученный и приваренный центральный болт
Приваривание болта к П-образной конструкции
Формирование опорной планки на основании
Приваренная снизу основания фиксирующая планка
Насаживание рогатины на центральный винт
Вид роликового трубогиба сбоку
Покрашенный готовый роликовый трубогиб
Слабым местом во всей получившейся конструкции являются сварочные швы, поэтому им в процессе изготовления трубогиба уделяется особое внимание
1 Конструкция трубогиба и необходимые материалы
В строительной практике в разное время использовалось множество разнообразных моделей гибочных станков, отличающихся между собой как конструктивным устройством, так и принципом работы. Однако лучше всего зарекомендовали себя роликовые трубогибы, в сравнении с аналогами они отличаются большей эффективностью и простотой эксплуатации.






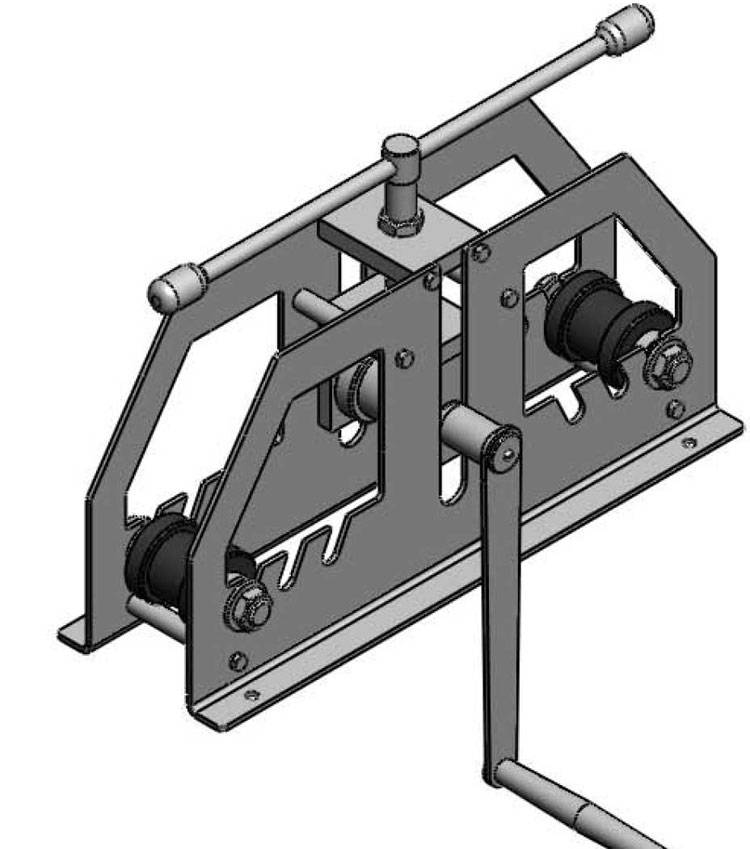


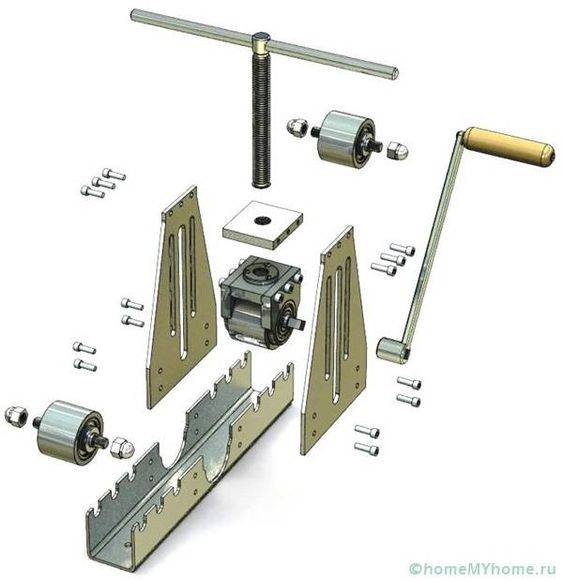
Конструкция такого станка состоит из следующих элементов:
- 3 ролика — два из которых фиксированы, а положение третьего можно регулировать по вертикали, изменяя тем самым радиус изгиба трубы;
- ось вращения, на которой крепятся ролики;
- приводной механизм, состоящий из шестеренок, соединяющих их цепи и ручного рычага;
- несущий каркас, на котором закреплены все вышеуказанные элементы.
Отметим, что трубогиб для профильной трубы обязательно нужно оснащать стальными роликами. Деревянные и полимерные ролики подойдут для работы с пластиковыми трубами, для металлического профиля их прочностных характеристик будет недостаточно.
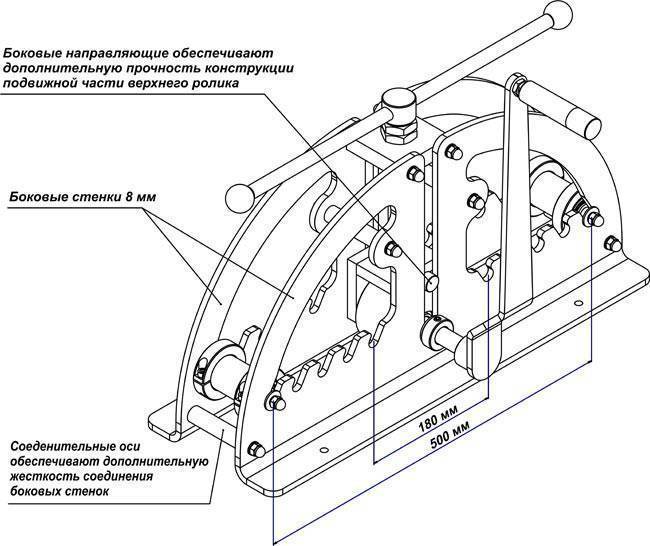
Схема трубогиба с размерами
Подобные трубогибы работают по принципу прокатки — это наиболее щадящий метод изгиба, при реализации которого вероятность излома профиля сводится к нулю. Для гибки трубу необходимо уложить на два нижних ролика и опустить верхний так, чтобы создать на нее давление, после чего с помощью ручного рычага ролики приводятся во вращение и начинается гибка. Процесс повторяется до тех пор, пока конструкции не будет задан требуемый радиус либо угол изгиба.
Чтобы сделать такой трубогиб своими руками вам потребуются следующие комплектующие:
- стандартный автомобильный домкрат;
- 3 стальных валика;
- квадратный профиль для каркаса;
- пружины;
- цепь и ручка для привода;
- втулки, металлическая пластина либо швеллер для опоры станка.
Для изготовления рамы необходимо брать профиль 20*20 с толщиной стенки не менее 5 мм. Диаметр валиков подбирается по ширине их внутреннего паза, руководствоваться необходимо максимальным размером труб, с которыми вы планируете работать.
1.2 Как сделать трубогиб — пошаговая инструкция
Чтобы сделать трубогиб своими руками вам потребуются такие электроинструменты как болгарка (с отрезным и шлифовальным кругом), сварочный аппарат и шуруповерт. Все металлические элементы станка рекомендуем предварительно покрыть антикоррозийной грунтовкой, таким образом вы значительно увеличите срок его эксплуатации.
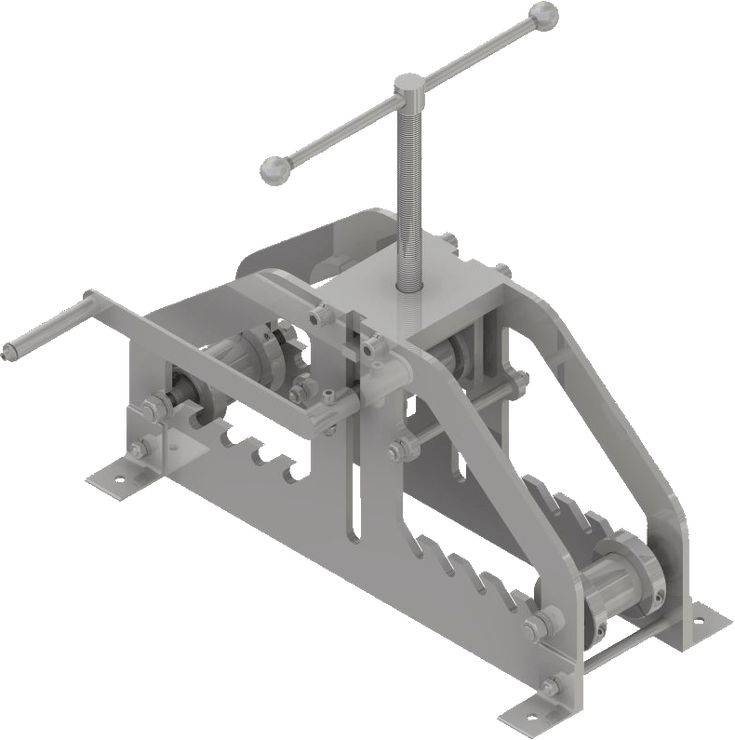
Самодельный трубогиб для профильной трубы
Размеры станка приведены на вышеуказанной схеме, его сборка выполняется по следующему алгоритму:
- Обрезается подходящий по длине кусок швеллера, который будет использоваться в качестве опорной пластины для каркаса.
- Далее на токарном станке вытачиваются обоймы для подшипников внутри роликов и к опоре вертикально приваривается два отрезка уголка высотой 10-15 см.
- Монтируется основная несущая платформа под валики из аналогичного швеллера, длина которой короче длины нижней пластины на 10 см.
- В крайней части верхнего швеллера высверливается сквозное отверстие, в котором на резьбовую втулку монтируется отрезок верхнего швеллера недостающей длины. Под отрезком устанавливается домкрат, который упирается подъемником в регулируемую пластину.
- К верхней части каркаса привариваются 3 ролика, которые устанавливаются в подшипниках. Для поднятия боковых роликов над поверхностью пластины используется уголок, центральный поднимается на большую высоту посредством прямоугольного профиля.
В отверстие центрального ролика устанавливается ось вращения, к которой приваривается приводная ручка, после чего вал цепью соединяется остальными роликами. Изготавливать самодельный трубогиб без цепи, оставляя приводным только один ролик, не рекомендуется, так как в таком случае возможно снижение КПД работы из-за пробуксовки профиля при прокатке. На приводном рычаге лучше всего делать проворачивающуюся ручку.
Сделать хороший трубогиб своими руками — недостаточно, еще необходимо научиться правильно работать с таким оборудованием. Существует два метода гибки — холодный и горячий. Холодный является наиболее простым в реализации, но при этом очень грубым методом, поскольку он оставляет на профиле видимую деформацию в месте, где в трубу вдавливался ролик в начале процесса (вся остальная часть профиля гнется ровно).
Однако холодный метод при работе с особо толстостенным профилем применять достаточно проблематично, так как он требует значительных трудозатрат. Тут оптимально подходит горячая гибка, которая предполагает нагрев участка трубы в зоне начального воздействия, что позволяет значительно увеличить ее пластичность. В качестве источника огня лучше всего использовать паяльную лампу.
Использование схем и чертежей
Не все знают, как самому дома сделать трубогиб, но многие хотели бы этому научиться.
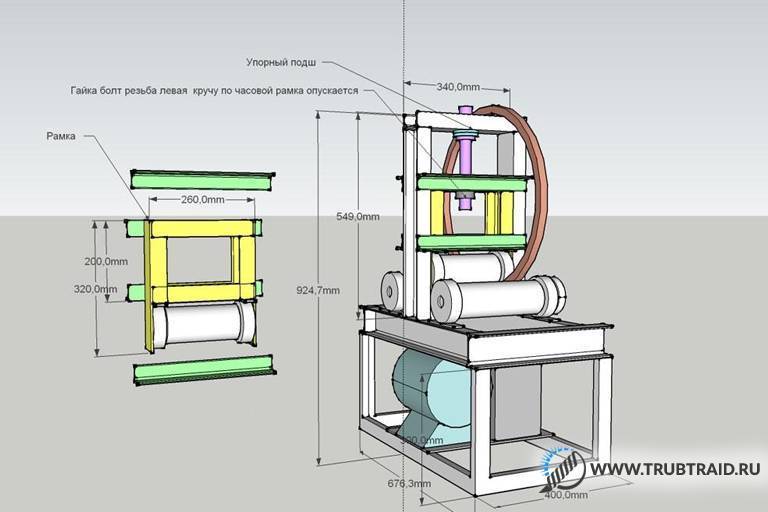
Схема устройства для гибки труб
Прежде, чем начать делать своими руками электрический трубогиб, необходимо все просчитать, ознакомиться с несколькими чертежами, и выбрать среди них, по вашему мнению, наиболее подходящий. Когда человек не имеет специального образования или никогда не занимался такими вещами, то самостоятельно сделать даже самое простое оборудование не так просто. Понятно, что лучше всего посоветоваться со специалистом, который уже обладает опытом изготовления подобных устройств. Если рядом такого мастера не окажется – не беда, поскольку на помощь придет всемирная «интернетовская паутина». С ее помощью можно не только ознакомиться с текстовой информацией, но выбрать схемы, чертежи, посмотреть видео о том, как правильно сделать электрический трубогиб своими руками. Хотя, желательно, не только посмотреть, но и скачать необходимые чертежи, видео, где шаг за шагом описан процесс изготовления приспособления для сгиба круглых, а также профильных труб.
Вот, к примеру, можно воспользоваться таким чертежом для изготовления электрического трубогиба, с помощью которого можно самому легко сделать устройство для гибки труб.
Важно! При изготовлении своими руками устройства, его стоимость будет значительно ниже заводского аналогичного инструмента, а качество – такое же
Выбор конструктивов и материалов
Материалы подбирают с учетом из работоспособности. Для основания берут балки, которые не выгнуты, ржавчина на них может занимать площадь не более 10%. Чтобы работу не пришлось прерывать на поиски недостающих материалов, готовят элементы заранее:








- подшипниковые узлы с запрессованными катающимися роликами;
- швеллер, его нужно брать № 100 или 80;
- монолитные валы из стали, диаметр которых не меньше 80 мм;
- прут из металла диаметром 12 мм;
- стальная полоса по толщине 5 мм и больше;
- велосипедная цепь или цепь ГРМ от «жигулевской» шестеренки;
- граверные и простые гайки, шайбы, болты М20, длина последних 60 мм.
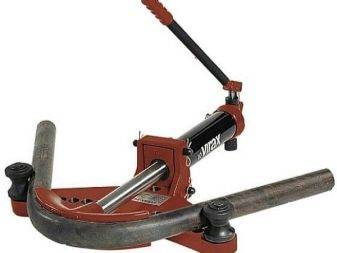
Делаем арбалетный трубогиб
Арбалетный трубогиб наиболее компактен, хотя и отличается повышенной трудоёмкостью изготовления. Последовательность работы устройства заключается в том, что подлежащая изгибу трубчатая заготовка прижимается к двум жёстко зафиксированным на раме стальным роликам, расстояние между которыми определяется радиусом. В корпус трубогиба вмонтирован ручной гидроцилиндр (часто используют тормозной, от автомобиля). Нажимая на курок, производят впуск в одну из полостей цилиндра жидкости высокого давления, под воздействием которой шток поршня начинает перемещение к деформируемой заготовке. Поскольку ролики и цилиндр устанавливаются на одной опорной плите, то точность работы арбалетного трубогиба будет зависеть только от качества изготовления и сборки.
Достоинство устройства – исключение физических нагрузок, прикладываемых пользователем (в качестве источника давления можно использовать обычный домкрат). Недостаток – повышенная сложность работ в доме при сборке и наладке устройства: необходимо изготовить несущую рамку, тщательно подогнать её к имеющимся размерам домкрата, обеспечить соосность роликов и перпендикулярность перемещения штока оси исходной заготовки.
Принцип работы профилегиба
Работа заключается в механическом воздействии на металл для его холодной деформации. Разные станки воздействуют на профиль при помощи определенной направленности механического усилия:
- Вал для прижимания заготовки движется по направлению сверху вниз. Такое воздействие заложено в основе работы многих гибочных станков, применение силы домкрата в большинстве случаев не требуется.
- Прижимной вал профилегиба работает по направлению снизу вверх, и сила давления действует так же. Этот простой принцип работы применяется в устройствах с применением гидравлического домкрата. Характерно движение серединного вала, а самые боковые валы остаются стационарно неподвижными.
Работа профилегибочного станка по обоим принципам сама по себе является эффективной.
Конструкция самодельного гибочного станка на чертеже
Для изготовления профилегиба своими руками чертежи просто необходимы. Сборка станины и расположение валов нельзя сделать самому «на глазок», так как гибка профиля отличается тем, что нужно выдерживать размер, радиус. В неправильном расположении узлов кроется опасность выпуска бракованных арочных конструкций, которые придется еще раз пропускать через вальцы для исправления.
Помимо неправильного радиуса, есть опасность скручивания профиля, если продвижение заготовки не выровнено в одной плоскости. Как изготовить чертежи можно посмотреть на видео, но актуальным такое копирование будет только в случае:
- если чертежи предназначаются именно для гнутья того вида профиля, что требуется гнуть на самодельном станке, причем даже материал должен совпадать;
- если предлагаемая схема в интернете или другом информационном поле технически совершенна и будет работать, для этого следует досконально разобраться в конструкции или показать чертеж ручного профилегиба специалисту;
- если искомый чертеж содержит описание технологического процесса сборки, а изображения на чертеже имеют все размеры, сечения, диаметры, информацию о расположении узлов и деталей;
- если детали, заготовки и узлы чертежа имеются в свободной продаже, и не возникнет сложностей с их изготовлением или поиском аналогов для самодельного станка.
Изготовление самодельных схем
 Чаще всего те мастера, которые изготавливают гибочный станок для профиля своими руками, стараются разработать свои чертежи для работы. При черчении узлов, деталей учитывают вышеизложенные принципы составления схем, а для основы берут готовую конструкцию. При этом проектируют детали и заготовки, которые легко доступны в продаже и без проблем изготавливаются своими руками.
Чаще всего те мастера, которые изготавливают гибочный станок для профиля своими руками, стараются разработать свои чертежи для работы. При черчении узлов, деталей учитывают вышеизложенные принципы составления схем, а для основы берут готовую конструкцию. При этом проектируют детали и заготовки, которые легко доступны в продаже и без проблем изготавливаются своими руками.
Вальцы или ролики, пропускающие профиль, должны иметь торцевые поверхности, повторяющие сечение профиля, который будет допущен к обработке гнутьем. Для некоторых профилей, например, уголок или усеченный тавр учитывается направление требуемого изгиба, например, в сторону полки или по внутреннему ребру жесткости. Некоторые специалисты при изгибании полого профиля наполняют его сыпучим материалом, песком, концы при этом закрывают заглушками. Эта процедура помогает избежать сминания или разрыва сечения при прохождении через вальцы.
С учетом типажа своего изгибаемого профиля
Рабочие поверхности вальцов, через которые проходит заготовка профиля в процессе изгибания, выполняются своими руками в полном соответствии с сечением проката. Для сложных конфигураций желательно повторить все мельчайшие элементы конструкционных особенностей. Выработаны стандартные формы торцевых поверхностей роликов для:
- трубы круглого или овального сечения, арматуры, прута – в форме желоба по диаметру профиля или круглой канавки по форме изделия;
- квадратной или прямоугольной трубы — в виде правильного сечения соответствующей формы с размерами по внешним габаритам проката;
- уголка для гибки по наружной стороне (когда снаружи арки окажется внутренняя сторона уголка) – торец вальца делается плоским, предусмотрен удерживающий кант в виде борта;
- в предыдущем случае изгибающий и прижимающий элементы должны работать в паре, так, что борт первого четко прижимал металлическую полку к боковой поверхности другого;
- уголка, если гибка осуществляется по внутренней поверхности, тогда удерживающий борт располагается на опорном ролике, а изгибающий имеет плоский торец;
- швеллера, который гнется так же, как и уголок, для него применяется похожая система;
- двутавра – по принципу гладкой торцевой поверхности вальцов, и поперечным сечением, равным по размеру внутреннему габариту профиля, чтобы ролик при пропуске профиля проходил внутри проката.
Методы гибки
Есть два основных приема:
- Холодный – нагрев изделия предварительно не производится. Соответственно, уровень плавкости, гибкости невысокий значит нельзя провести процедуры со значительным изменением угла, только небольшие изгибы. Предварительно необходимо заполнить внутреннюю полость песком или солью, это улучшит результат минимизирует возможность раскола.
- Горячий – актуален для материалов с высокой жесткостью, прочностью, а также с заготовками, имеющими толстые стенки. Процедура проста – с помощью газовой горелки следует нагреть участок, который будет подвергаться металлообработке.
Источник
Виды станков
Согласно требованиям эксплуатации, различают неподвижные (стационарные) и ручные станки. Стационарные конструкции применяются в большей степени на заводах. Сделанный собственными руками ручной прибор более подойдет для выполнения работ в бытовых условиях.
В зависимости от привода существует несколько разновидностей трубогибочных устройств:
- Гидравлические (применяется гидродомкрат). Бывают стационарными и ручными. Сгибают трубы диаметром до 3 дюймов. Такие станки применяются в специальных производствах и могут осуществлять внушительный объем работ.
- Механические. Давление образовывается ручным способом при помощи основного винта либо рычага.
- Электрические. Сгибание происходит за счет электродвигателя), подходит для изгиба любых труб – как с тонкими, так и с толстыми стенками. Благодаря электронике производятся точные расчеты угла сгиба. Такие трубы не имеют деформаций.
- Электрогидравлические. Гидроцилиндр работает с помощью электродвигателя.
Изогнуть трубу возможно разными способами.
В связи с этим трубогибы по способу изгиба разделяют на:
- Сегментные. Снабжаются особым устройством, которое одновременно тянет и сгибает заготовку под нужным углом вокруг сегмента.
- Станок арбалетного вида. Оборудуется особым механизмом, состоящий из изгибающего компонента.

- Пружинные устройства. Снабжаются пружинами. На таких станках возможно обрабатывать металлопластиковые детали.
- Дерновый. Состоит из направляющей, которую располагают внутри трубы перед началом выполняемых работ. Такой элемент с дорном предохраняет деталь от деформации и сплющивания. Данный станок применяется при изготовлении автомобильных труб и для изгиба алюминиевых труб.
- Безворсовый. Гибка совершается за счет наматывания детали на гибочный ролик.
От длины заготовки, которую необходимо согнуть, используют устройства двух видов:
- рычажные станки;
- прокатные устройства.
Наиболее распространенными в использовании считаются устройства рычажного вида. Также имеются в промышленном производстве дерновые и арбалетные трубогибы. Принцип работы таких станков заключается в двух направляющих роликах и нажимного шаблона (дорна). Подобный механизм дает возможность осуществлять холодную обработку круглых металлических труб на малых участках. Благодаря своим малогабаритным размерам арбалетный трубогиб считается более распространенным прибором у профессиональных монтажников технических коммуникаций. Устройство получило свое название за счет того, что конструкция похожа на арбалет.






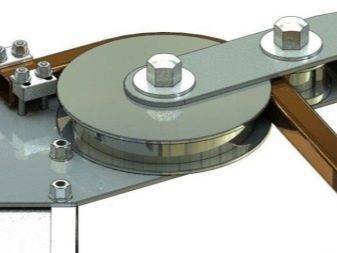
Для производства значительного количества монотипных деталей малого радиуса изгиба возможно применить трубогиб-улитку. Данный аппарат состоит из двух шкивов (колес) различного диаметра, зафиксированных на валах. Закрепив один конец трубы на колесе, роликом наименьшего диаметра (основным колесом) оказывают давление на заготовку, в то же время прокатывая ролик по обрабатываемому участку детали. Из-за чего труба сгибается вдоль поверхности большого шкива, приобретая его форму. Единственным минусом данного метода считается невыполнимость извлечения закруглений большего радиуса.
Практичными и универсальными в работе считаются прокатные (гибочные) станки, изготовленные своими руками, в которых возможна регулировка угла деформации металлической трубы. Самая простая система прокатного аппарата состоит из основания и зафиксированного на нем приводного вала, находящихся на определенной дистанции друг от друга. Давление на трубу оказывает подвижный ролик, а ее протягивание исполняется за счет вращения основных валов. При создании изгибов малого радиуса понадобится совершить 50-100 прогонов. Чтобы не возникало деформации, следует прокатывать изделие с одной и той же скоростью. Собрать прокатный механизм самостоятельно в бытовых условиях будет сложно, так как потребуются токарные и сварочные работы.






