Альтернативные методы
Кроме инверторов, хорошо подойдет и полуавтоматический способ сварки, особенно при работе с корпусами автомобилей. Преимущество заключается в отсутствии необходимости менять электрод, т. к. проволока подается постоянно. Это значительно ускоряет весь процесс при объемных проектах. Расстояние между изделием и грелкой легче контролировать, поскольку нет сгораемой части электрода. Начинающим сварщикам легче освоить этот метод.
Сварка полуавтоматом позволяет работать с еще более тонкими листами стали ввиду использования проволоки 0,8 мм. Но подобное оборудование не всегда доступно в быту, поэтому инверторный способ остается востребованным.
После рассмотрения данных советов становится понятно как правильно варить тонкий металл. Дополнительные видео о работе с инвертором и полуавтоматом помогут закрепить знания и приступить к практике.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
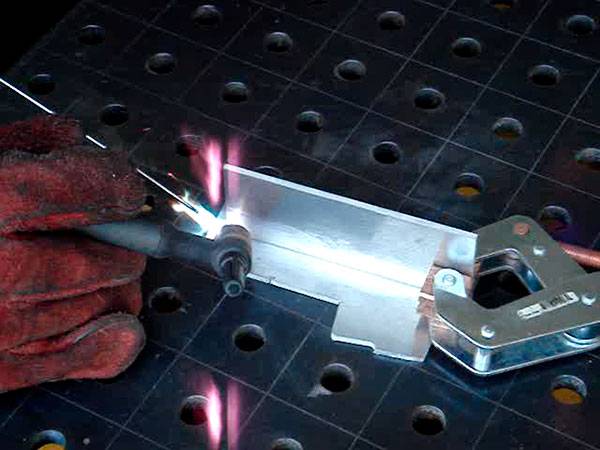
 Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Технология сварочных работ
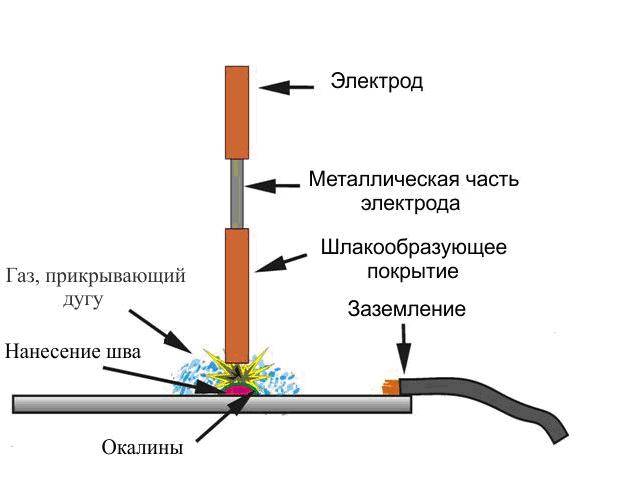
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
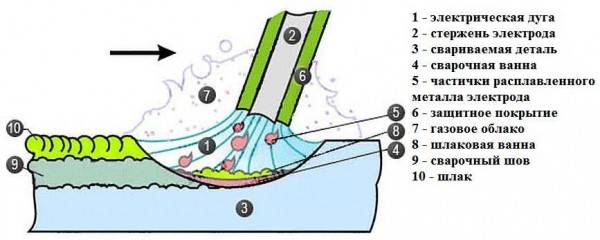 Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод
Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Технология и обучение
 Спецодежда для сварщиков
Спецодежда для сварщиков
Процесс варки металла как электросваркой, так и другими способами, начинается с подбора рабочей одежды и оборудования. Для электросварки необходимы:
- маска или очки для защиты глаз со специальным светофильтром;
- перчатки, предпочтительнее из замши;
- одежда с длинными рукавами;
- закрытая обувь.
Из оборудования:
- сварочный аппарат;
- трансформатор для преобразования переменного тока в постоянный;
- электроды в комплекте;
- молоток и другой инструмент для сбивания шлака и зачистки шва.
Набор сварщика: защитная маска, аппарат и электроды
Научиться и правильно сваривать металл электросваркой как раз зависит от подбора оборудования, и, в первую очередь, электродов. От их покрытия или обмазки зависит качество сваривания. Под воздействием температуры, обмазка превращается в газовую зону над ванной расплавленных металлов основания и электрода, которая предотвращает воздействие воздуха на процесс их сплавления.










Опыт сварочных работ лучше получать под руководством профессионального наставника, потому что часто выбор оборудования, режима его работы, расходных материалов, размещение соединяемых элементов, скорость перемещения дуги и так далее происходит эмпирическим, то есть пробным путем. С опытом придут навыки, равномерность движения, качество кромки и шва.
Условия, которые необходимо соблюдать при работе
Требуется внимательно подойти к выбору электрода. Он должен быть:
- диаметром не превышающий толщину листа;
- идеальный размер – 1,6 мм;
- внутри находиться тот же сплав, что у заготовки;
- обмазка из элементов, которые считаются тугоплавкими;
- любая марка.
Также следует использовать подходящий инвертор:
- полуавтомат выгоднее, чем ручная дуговая электросварка;
- сила тока варьируется в зависимости от сечения проводника, регулировка производиться в границах 10 – 15 А.
Достоинство инверторного оборудования – КПД намного выше (до 90%), чем у трансформатора, да и задействует оно намного меньше электричества.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.

Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода
Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50)
Изобретение сварочного аппарата значительно упростило процесс соединения металлических предметов. При работах с тонкими заготовками, новички могут испытывать определенные трудности.
Сварка тонкого металла электродом должна выполняться с применением сварочных аппаратов, которые позволяют осуществить данную операцию без деформации и прогорания тонкого листа.
В чем заключаются трудности?
Важность вопроса, какими электродами лучше варить тонкий металл, обусловлена тем, что в случае их неправильного выбора или несоблюдения правил работ у мастера могут возникнуть проблемы. К ним можно отнести следующее:
Ввиду того, что работать приходится с достаточно тонким материалом, важно правильно рассчитать силу тока
В противном случае в металле могут образоваться несколько сквозных дыр. Также они являются следствием медленного ведения шва
Ввиду того, что работать приходится с достаточно тонким материалом, важно правильно рассчитать силу тока. В противном случае в металле могут образоваться несколько сквозных дыр. Также они являются следствием медленного ведения шва
Также они являются следствием медленного ведения шва.
- Стремясь не допустить прожогов, многие сварщики слишком торопятся, проходя стык. Как результат, на обрабатываемой поверхности остается непроваренное место. Специалисты такие участки называют непроварами. В итоге соединение получается с плохой герметичностью, а изделие считается непригодным для работы с жидкостью. Кроме того, металл обладает невысоким показателем сопротивления на разрыв и излом.
- Нередко те, кто не знает, как варить тонкий металл электродом, допускают еще одну ошибку, а именно оставляют с обратной стороны соединяемых изделий наплывы. Если с лицевой стороны поверхность выглядит нормально, то с обратной оставляет желать лучшего. Предотвратить это можно с помощью специальных подложек. Также желательно снизить силу тока или изменить технику сварки.
- Бывает, что конструкция деформируется. Причина – перегрев листовой стали. Поскольку у самых краев металлическая конструкция остается холодной, а в точке сваривания расширяется межмолекулярная составляющая, на поверхности стали начинают образовываться волны, что приводит к общему изгибу. Как утверждают опытные сварщики, проблема решается посредством холодной правки – при помощи резиновых молотков лист выпрямляется. Если же такая возможность отсутствует, то придется во время сварки правильно чередовать наложение швов.
Чтобы не допустить этих недочетов, нужно знать, как варить тонкий металл электродом.
Варианты техники
Во всех без исключения случаях сварка тонкого металла инвертором должна осуществляться как можно скорее. Электрод проводится по прямой траектории только раз и без остановок. Параметры силы тока минимальны. Перед началом поверхность деталей обязательно подготавливаются:









Уделяется внимание начальной геометрии. Если ее нужно сохранить неизменной, принимаются соответствующие меры – минимизируется нагрев, применяются зажимы.
Края заготовок в местах соединения очищаются от следов коррозии, грязи, краски и т
п.
Далее заготовки закрепляются или устанавливаются в необходимом положении – в соответствии с технологией.
По завершении подготовительных работ, когда заготовки закреплены, выполняют предварительные точечные сварочные прихваты – на расстоянии друг от друга не более 5-10 см. Это позволяет избежать многих негативных эффектов – прожига, наплывов, деформации.
Видео о том, как варить электродом металл 1 мм:
Есть две основные техники, как варить тонкий металл электродом 2 мм – это:
- Непрерывно.
- Прерывно.
Первый вариант, как правило, применяется, когда края заготовок располагаются внахлест. Негативные эффекты, такие как, прожог, наплывы и искривления, либо минимизируются, либо вовсе не проявляются. Это дает возможность использовать большие параметры силы тока, диаметра электрода и меньшую скорость ведения шва.
Вторая технология используется для деталей с наименьшей толщиной при соединении встык. При этом характеристики силы тока, диаметра электрода используются минимальные, а скорость ведения шва – максимальная. Сварка в данном случае осуществляется короткими участками с примерно одинаковым шагом.
Видео о правильном подборе силы тока при сварке тонкого металла:
Рекомендации начинающим
Есть несколько простых, но важных рекомендаций, как варить тонкий металл инвертором начинающим:
- Высокое качество шва гарантировано при тщательном его контроле со всех сторон во время проведения сварочных работ.
- Расстояние между электродом и деталью (дуговой зазор) должно быть равным электродному диаметру. При меньшем значении шов приобретет выпуклую форму, при большем – не проварится.
- Для визуального контроля расстояния между электродом и металлом необходимо ориентироваться на раскаленную область в месте контакта. Появление пятна красного цвета свидетельствует о процессе плавления – необходимого для сварного соединения.
- Для наиболее плотного соединения листов при сварке внахлест необходимо детали придавить грузом или зажать.
- Чем меньше расстояние между швами при точечной технике сварки, тем меньше искривление.
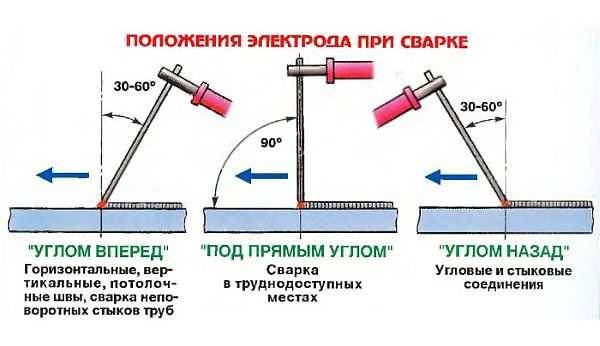
- Наилучший наклон электрода при сварке – от 45 до 90 градусов.
В этом видео показы основные трудности при варке тонкого металла:
Коротко о главном
Для получения ответа на вопрос о том, как сваривать тонкий металл инвертором, необходимо учесть ряд возникающих трудностей:
- Тонкий металл моментально прожигается при перегреве.
- Дуговой зазор маленький, так как сила тока, выдаваемая аппаратом, должна быть минимальна.
- Длинный шов и тонкая структура приводит к искривлению детали.
- Не проваренные участки и наплывы с обратной стороны соединения часто сопровождают работу неопытного сварщика.
При соблюдении всех нюансов и техники инвертор позволяет получить прочный, качественный, долговечный и незаметный шов. Однако для этого потребуется тщательно подбирать параметры работы оборудования и диаметр электрода – в соответствии с конкретной толщиной материала. При этом есть две основные техники – непрерывно для сварки внахлест и прерывно для стыкового соединения. Для успешного проведения сварочных работ начинающим сварщикам следует учесть рекомендации специалистов.
Особенности работы с тонким металлом
 Сварка тонкого металла требует опыта работы
Сварка тонкого металла требует опыта работы
Металл толщиной до 3 мм. или тонкий очень часто применяется для производства изделий, используемых в повседневной жизни. Потому их ремонт, в том числе и сварка, — вопрос, который часто возникает и, по общему мнению, не требует обращения к специалистам, а может быть выполнен в «домашних» условиях. Однако это не так просто, как кажется на первый взгляд.
Особенностей его сварки несколько. Основная, что совершенно очевидно, его толщина
При любом неосторожном движении и в изделии может появиться новое и совершенно ненужное прожженное отверстие. С другой стороны, излишняя «деликатность» не создаст необходимого сварного шва и соединение распадется
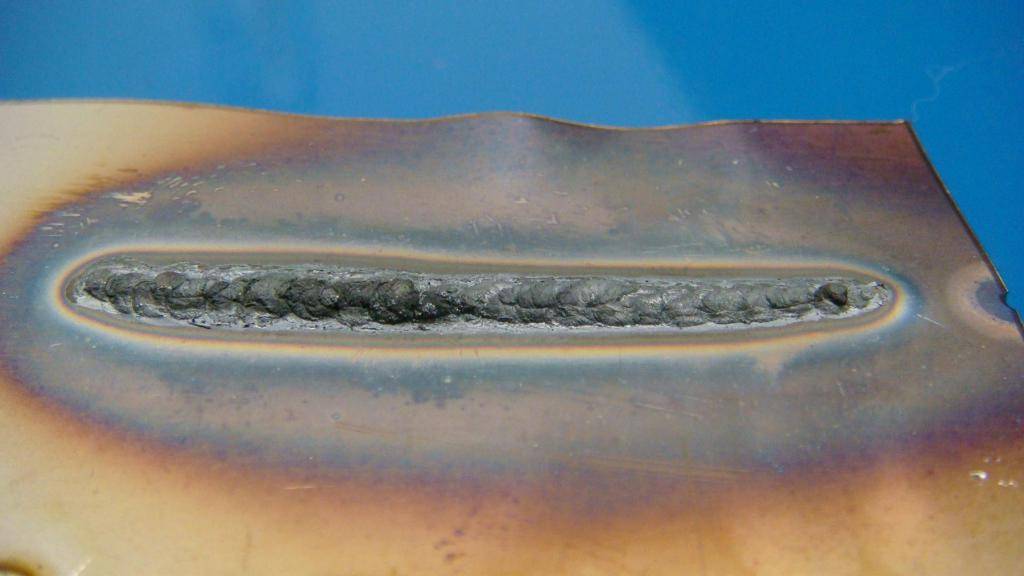
Лист нержавеющей стали толщиной до 3 мм
Для работы с тонким металлом применяют «малые» токи, потому электрод необходимо держать максимально близко к изделию, иначе пропадет сварная дуга и плавка прекратиться. Кроме того, для каждого металла необходимо специально подготавливать свариваемые кромки, применять разного вида и расположения сварные швы и так далее.










Перед началом работ необходимо правильно подобрать электрод. Его диаметр напрямую зависит от толщины свариваемого металла. Чем тоньше металл, тем меньше диаметр. Применяемый для сварочных работ ток должен соответствовать параметрам металла и электрода. Например, толщина листа 3 мм., диаметр электрода – 3 мм., сила тока от 140 до 180 А. Чем меньше ширина и диаметр, тем меньшей силы ток. Применение «низких» токов не дает возможность использовать электроды с любыми видами покрытия. Необходимо подбирать лишь те, которые дадут легкое возбуждение и устойчивое горение дуги, а также будут иметь замедленное плавление жидкотекучим металлом.
 Сварочный аппарат полуавтомат
Сварочный аппарат полуавтомат
При наличии знаний, компенсировать недостаточный опыт или его отсутствие, можно с помощью используемого оборудования. Полуавтоматическим сварочным аппаратом работать гораздо легче и продуктивнее, чем ручным. Прежде всего, это сказывается на качестве сварного шва. Его можно накладывать несколькими способами, от чего он получается сплошной, точечный или внахлест. Для сплошного шва необходимо правильно выбрать силу тока. Начать рекомендуется с 40 – 60 А. Затем подобрать скорость ведения сварки. Если она будет слишком быстрой, то шов не провариться и не будет соединения, а если медленно, то возможно возникновение прожигов и дырок.
- Например, для сварки листа толщиной 0,5 мм применяются электроды диаметром 1 мм и ток силой 10-20 А.
- Металл в 1,2 мм сваривается электродом 1,6 – 2 мм при токе 30-35 А.
- Для толщины в 2 мм нужны электроды в 2,5 мм и ток до 65 А.
- Для швов внахлест силу тока рекомендуется увеличить на 15%, а для сплошных при тавровом соединении на 20%.
Покрытие может существенно отличаться по составу входящих в него элементов. Основу его, как правило, составляет титановый концентрат. В остальном составы существенно отличаются. В них может быть:
- марганец;
- калиевая селитра;
- полевой шпат;
- декстрин и т. д.
Накладывать шов можно в направлении удобном для работника либо исходя из расположения свариваемых поверхностей.
Полуавтоматической сваркой гораздо легче работать с тонкими металлами
Однако практика показала, что сварка в направлении «сверху вниз» дает максимально лучший результат.
Сварочные работы проводят с помощью плавящихся и не плавящихся – графитовых электродов. Соединение при помощи графитовых производится методом оплавления кромок деталей либо с использованием присадочной проволоки.
Проведение сварочных работ зависит от влияния многочисленных факторов и обстоятельств. Каждый конкретный случай требует своего подхода, метода, оборудования и расходных материалов. Подбор всего необходимого производится экспериментальным путем. С опытом время на проведения пробных соединений, подбор оборудования и материалов уменьшится, а качество и равномерность шва – улучшится.
Процесс работы с применением аппарата для сваривания
Существует множество вещей, процесс работы которых можно осуществлять собственноручно в домашних условиях с применением сварки. Починить автомобиль, соединить заготовки из металла гораздо легче, когда под рукой находится инвертор для сваривания.
Для работы требуется обзавестись следующими приспособлениями:
·Электроды;
·Аппарат для сваривания;
·Рукавицы;
·Тиски;
·Молоток;
·Металлическая щетка;
·Сварочная маска;
·Огнеупорная или просто плотная спецодежда;
·Наличие воды, для устранения различных возможных источников пламени.
Для необходимого качества шва в начале, следует отрегулировать соответственное напряжение в аппарате и электросети. Требуется осуществить осмотр штепселя, розетки, кабеля и проверять их исправное состояние. Однозначно запрещается проводить работу на технике в плохо рабочем состоянии.








Рекомендуется поставить аппарат на твердую поверхность, и еще проверить заземления. Выявив толщину заготовки, подбирают соответствующие электроды, и ручкой на аппарате осуществляют регулировку количество тока.
Перед процессом сваривания, требуется произвести зачистку будущей детали, удалив грязь и ржавчину металлической щеткой либо наждачной бумагой. Затем необходимо зажать в тиски листы металла. Электрод зажимают в держатель, и зажигаем сварочную дугу касающимися или постукивающими движениями по металлической заготовке. Необходимо осуществить правильные параметры тока, а далее вести дугу в нужном положении. В окончании процесса рекомендуется дать время на остывание детали, после отбить шлак и зачистить до заметного блеска поверхность.
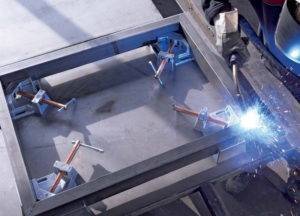
Работа с полуавтоматом
 Сваривание тонкого листа металла полуавтоматом подпадает под ту же категорию работ, что и сварка инвертором, и так же допускает большое разнообразие образуемых соединений. При этом стальные листовые изделия могут свариваться не только встык, но и внахлёст.
Сваривание тонкого листа металла полуавтоматом подпадает под ту же категорию работ, что и сварка инвертором, и так же допускает большое разнообразие образуемых соединений. При этом стальные листовые изделия могут свариваться не только встык, но и внахлёст.
Формирование соединения внахлёст начинается с того, что стыкуемые заготовки металла укладывают одна на другую с нужным по условиям сварки перекрытием. Затем, за счёт придавливания любыми подручными грузами они соединяются таким образом, чтобы их края были плотно прижаты.
В идеальном случае между тонкими листами металла должна оставаться щель не более 2-х миллиметров.
После этого согласно инструкции выставляют необходимую величину сварочного тока. При сварке внахлёст листов миллиметровой толщины ток выбирается в диапазоне 30-50 Ампер.
Сначала прихватывают листовых изделий по месту сопряжения. Прихват выполняется короткими перемычками, наносимыми прерывистыми прикасаниями электрода к контакту с быстрым его отрывом и новым касанием.
Такой порядок работы в дуговой зоне позволяет поддерживать непрерывный режим горения, при этом тонкий материал не успевает сильно остывать.
По завершении формирования перемычек листы металла окончательно соединяются сплошным швом, прерываемым лишь на уже проваренных местах. При этом сварочный электрод иногда отклоняют в низкотемпературную зону стыка, что исключает сильное коробление металла.
Основные правила стыковки деталей
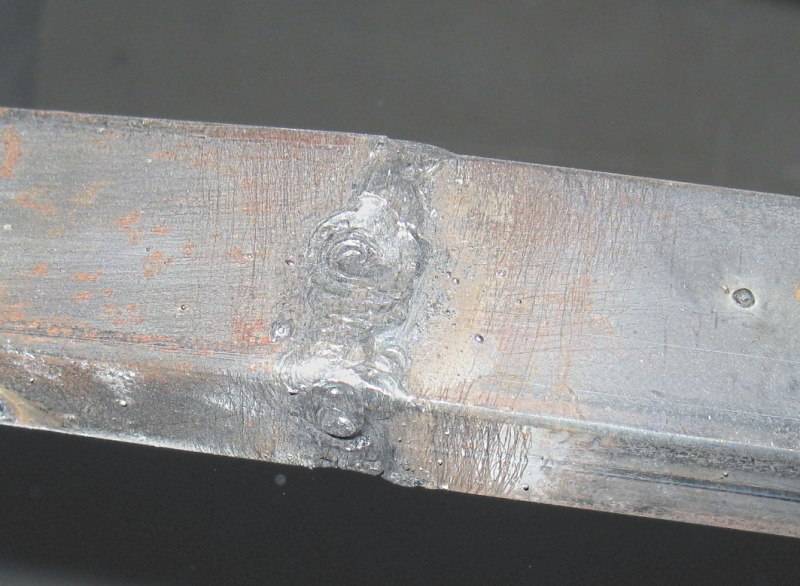
 После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
Детали вставляют в угловую струбцину и фиксируют поджимной планкой. Теперь необходимо предварительно прихватить с нескольких сторон. Для этого зажигают дугу и ставят небольшую точку.
Не требуется выдерживать большой катет, необходимо просто зафиксировать детали. После проверки диагоналей, выполняют прихватки со всех доступных сторон. Теперь снимают конструкцию и обваривают ее надежным и качественным швом.
Если хорошо усвоены уроки по углу наклона, укладке металла в расплавленную сварочную ванну, то операции по сборке металлоконструкций не вызовут затруднений даже для чайников в сварочном деле.
Изучив основы сварки и набравшись теоретических знаний, надо как можно чаще практиковаться, одевать сварочную экипировку, включать сварочный аппарат и долгое время оттачивать свое мастерство. Только практика позволит стать сварщиком высокого класса.
Азы сварки инвертором
Научиться варить сварочным инвертором несложно. Самым первым этапом овладения техникой сварки будет подготовка свариваемых металлических пластин:
- очищение кромки пластин от следов коррозии металлической щёткой;
- обезжиривание кромки растворителем.
Полагаясь на диаметр электродов, выбор которых основывается на марке свариваемого металла, необходимо выбрать величину тока для сварки. Значение сварочного тока также будет обусловлено и сечением свариваемых элементов. Чтобы качество шва при сварке инвертором не пострадало, предварительно сварные стержни следует просушить в духовом шкафу с температурой нагрева 200 º в течении 2-3 ч.

Способы выполнения сварных швов
Для того, чтобы сварить металл, клемму массы нужно подключить к плоскости свариваемого элемента. Далее нужно разжечь дугу. Сделать это можно двумя способами:
- чиркая по металлической поверхности пластины, по аналогии с розжигом спичечной головки;
- постукивая электродом по свариваемой поверхности.
Работа сварочным инвертором будет более удобной, если при сварке кабель держака прижать к телу, предварительно обмотав его вокруг предплечья рабочей руки. В таком положении кабель не будет тянуть в сторону держак и регулировка его положения будет более сподручной
Поэтому, при выборе инвертора особое внимание необходимо уделить длине и гибкости кабелей, ведь именно от этих показателей будет зависеть удобство работы сварщика

Правильное положение кабеля при сварке
После розжига дуги, электрод нужно отвести от плоскости металлической пластины на расстояние, равное длине дуги (примерно 2-3 мм) и можно приступать к сварке. Чтобы сделать качественную сварку, необходимо постоянно следить за длиной электродуги. Короткая дуга (около 1 мм) способна вызвать сварочный дефект, носящий название «подрез». Этот изъян сварки характеризуется возникновением неглубокой канавки, параллельной сварному шву, и приводящей к снижению показателей прочности шва. Длинная дуга нестабильна, обеспечивает более низкую температуру в зоне сварки, и, как следствие, такой шов имеет слишком малую глубину и «размазанность». Сварщик, который умеет правильно регулировать длину дуги, получит шов высокого качества.








После окончания сварки, следует аккуратно отбить молотком застывшую поверх шва окалину.




