Разновидности и стоимость паяльников.
Такой агрегат, как паяльник для сантехники может быть достаточно разным, в зависимости от текущих потребностей и финансовых возможностей мастера.

Forte WP6308
Основным параметром такого устройства, на который стоит обратить внимание, является мощность. Данная характеристика определяет скорость нагрева и, во многом, его эффективность. Количество и специфика насадок также важна, ведь от этого фактора зависит ассортимент изделий, которые получится обрабатывать
Планируя обзавестись таким устройством, как прибор для пайки, необходимо обратить внимание и на фирму – производителя
Количество и специфика насадок также важна, ведь от этого фактора зависит ассортимент изделий, которые получится обрабатывать
Планируя обзавестись таким устройством, как прибор для пайки, необходимо обратить внимание и на фирму – производителя
| Мощность | 800 Вт |
| Максимальная рабочая t °C | 300 °C |
| Тип нагревания | Периодический |
| Насадки: | Ø20 / 25 / 32 мм |
| Работает от напряжения | 220 В |
| Нагрев до рабочего состояния | до 15 мин |
| Цена (примерно) | от 10 до 15 у.е. |
Многих потенциальных потребителей волнует и такой фактор, как стоимость рассматриваемого инструментария. Стоит понимать, что цена прибора может быть достаточно разной, от 500 рублей (по своей сути примитивные и, зачастую, ненадежные “утюги”) и до десятков тысяч рублей.
Важно! Если работы много и нужно сделать 100 – 120 паек. Не дышите горелым пластиком, берегите себя.
Качественный инструмент вполне реально приобрести за 2500 – 4000 рублей
Цена пайки во многом зависит от индивидуальных условий работы и обычно составляет не менее 200 рублей за монтаж одного стыка
Качественный инструмент вполне реально приобрести за 2500 – 4000 рублей. Цена пайки во многом зависит от индивидуальных условий работы и обычно составляет не менее 200 рублей за монтаж одного стыка.
Такое положение дел безошибочно говорит о том, что приобретение “утюга” способно оправдать себя с финансовой точки зрения уже после выполнения одного заказа, если речь идет о многоразовом использовании.
Хорошо, если у мастера есть возможность попросить на время работ необходимый инструментарий, то такое решение можно справедливо назвать наиболее оптимальным. В других ситуациях остро встает вопрос либо об аренде “паяльника”, либо о приобретении собственного устройства.

СПТ-2200; Мощность – 2200 Вт; раб-я t – 300 °C
Так или иначе, качественный, надежный инструмент для монтажа водопроводов из пластиковых труб, с расшифровкой аббревиатуры которых можно ознакомится на нашем сайте,
никогда не окажется лишним в руках опытного специалиста или человека, который планирует стать таковым уже в обозримом будущем, выполняя такие работы для себя или на коммерческой основе.
Смотрите видеоинструкцию – 4мин 31сек:
https://youtube.com/watch?v=Jytd2grNuN0
Подготовительные работы
Перед монтажом водопровода из пластика, нужно подготовить инструменты, расходные материалы:
- сварочный аппарат для полипропилена;
- ножницы для пластика;
- муфты, запорную арматуру, трубки;
- измерительный, разметочный инструмент.
Помимо этого, необходимо нарисовать чертеж расположения труб, места подключения радиаторов, смесителей, бытовых приборов. Существует два варианта разводки трубок:
- Коллекторная — изготовление отдельного контура, один конец которого подключается к центральному стояку, а на втором устанавливается запорный кран. После запорной арматуры крепится тройник, от которого начинается разводка труб к разным бытовым приборам, точкам слива воды.
- Тройниковая — на центральной трубе устанавливается тройник, от которого монтируется одноконтурный трубопровод, с последовательным подключением бытовых приборов, смесителей.
Температура плавления полипропилена, влияет на процесс спайки. Если температурный режим будет нарушен, соединение будет некачественным.
Инструкция по сварке
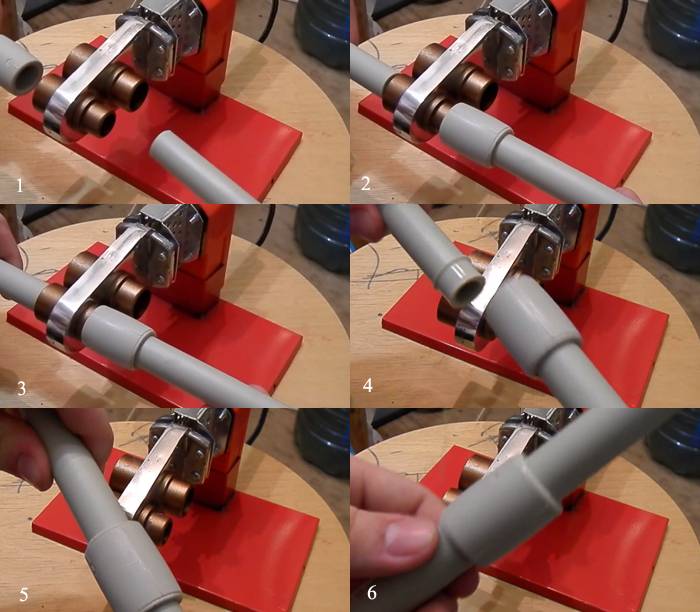
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
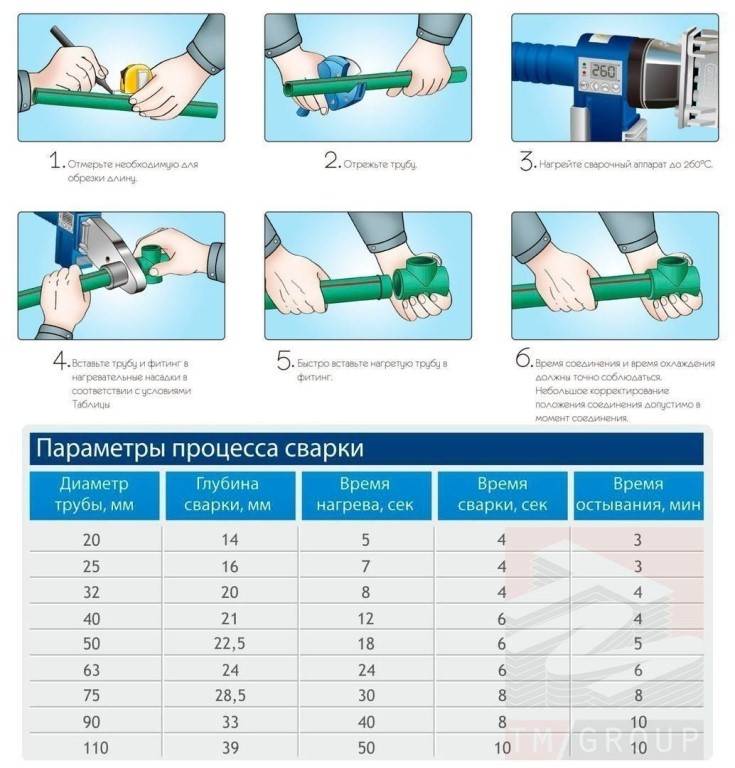
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.




![[инструкция] пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | видео](https://zalpstroy.ru/wp-content/uploads/5/2/1/521771e842010faf882274c869f1fa90.jpg)





Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
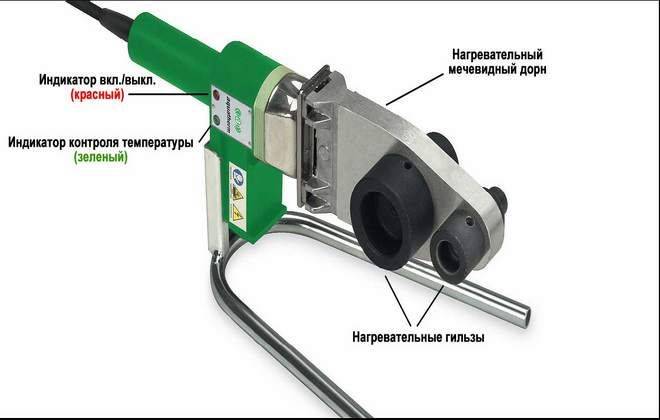
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
Диаметр (мм.) | Глубина сварки (мм.) |
20 | 14,0 |
25 | 16,0 |
32 | 20,0 |
40 | 21,0 |
50 | 22,5 |
63 | 24,0 |
75 | 28,5 |
90 | 33,0 |
110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
Диаметр (мм.) | Время остывания (сек.) |
20 | 3 |
25 | 3 |
32 | 4 |
40 | 4 |
50 | 5 |
63 | 6 |
75 | 8 |
90 | 10 |
110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.









С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Читайте так же:
Другие способы пайки труб из ПП
Кроме классической пайки известно несколько дополнительных вариантов соединения. Все они отличаются своими характерными особенностями. У каждого метода имеются как положительные, так и отрицательные стороны. Познакомимся с ними более подробно.
Применение электрофитингов
Установка такого трубопровода упрощается, если воспользоваться соединительными муфтами, которые оборудованы специальными нагревательными спиралями.
Сварочный аппарат подключается к контактам, выходящим из муфты. На них подается напряжение и выдерживается определенное время.
Как пользоваться
- поверхность тщательно очищается, затем обезжиривается;
- труба вставляется в соединительный элемент и плотно фиксируется;
- сварочный аппарат подсоединяется к электрическим контактам электрофитинга;
- после включения устройства можно будет наблюдать через специальные отверстия фитинга, как плавится и увеличивается объем пластика; прибор отключится автоматически; время сварки регулируется самим аппаратом, который учитывает окружающую температуру;
- инструмент отсоединяется от контактов.
 Главным преимуществом такого метода является его скорость. На пайку уходит секунда, а остывание продолжается одну минуту. О труднодоступных участках можно забыть. Дело в том, что сама пайка выполняется на конкретном месте уже собранных ранее деталей. Это очень удобно, когда нужно провести установку закрытой отопительной системы. Такие работы можно проводить даже при небольших морозах, однако температура не должна быть ниже -15 °С. При более низких значениях пользоваться паяльником запрещается.
Главным преимуществом такого метода является его скорость. На пайку уходит секунда, а остывание продолжается одну минуту. О труднодоступных участках можно забыть. Дело в том, что сама пайка выполняется на конкретном месте уже собранных ранее деталей. Это очень удобно, когда нужно провести установку закрытой отопительной системы. Такие работы можно проводить даже при небольших морозах, однако температура не должна быть ниже -15 °С. При более низких значениях пользоваться паяльником запрещается.
Применение электрофитингов позволяет строительным фирмам ускорить работы на больших объектах.
Частный сектор редко пользуется подобным способом, так как стоимость этого оборудования очень высока. Цена электромуфтового прибора находится в диапазоне 80-100 тыс. р.
Холодная сварка
Чтобы применять такую методику, необходимо иметь специальный клей, предназначенный для размягчения верхнего слоя изделия. Это один из способов соединения полипропиленовых труб без паяльника.
Как пользоваться
- проводится подгонка деталей;
- приобретается подходящий комплект фитингов;
- соединяемые поверхности хорошо обезжириваются;
- на каждую плоскость наносится слой клея;
- вставленные детали плотно фиксируются на протяжении 20 секунд;
- запрещается смещение элементов в течение одного часа.
В результате соединение становится прочным и надежным, похожим на пайку.
Запрещается нагрев склеенных швов. Холодная сварка может использоваться только для установки холодного водопровода!
Другой способ соединения изделий из ПП без паяльника заключается в использовании горелки. Установить температуру на этом приборе нельзя, потому придется делать все на глаз.

Краткая инструкция
Сначала к сварке готовятся фитинги и трубы, которые требуют обработки. Удаляется обязательно слой фольги, если речь идёт об армированных изделиях. Обезжирить необходимо все детали, которые надо будет потом паять.
Видео 3. Пайка ПВХ трубопровода на стене паяльником
Сварка полипропиленовых труб на стене. Как надёжно закрепить паяльник для труб?
 Watch this video on YouTube
Watch this video on YouTube
С одной стороны на нагреватель сварочника монтируют соединяющий элемент, на другом конце закрепляется сама труба. Муфта соединительная используется несколько иначе.
Главное – соблюдать при сварке время, которое требуется на обработку тех или иных деталей. Перестановка, фиксация и нагрев своими руками требуют соблюдения определённых временных промежутков.
Детали не будут деформироваться только при плавном выполнении каждого действия. На аппарате для сварки нужно выставить рабочую температуру плавления. Обычно она равна 260 градусам. Иначе паять невозможно.
Надо подождать некоторое время после завершения процесса, чтобы конструкция остыла. При использовании соединительной муфты соблюдайте такие же требования.
Видео 4.Пайка своими руками ПВХ трубопровода
Пайка полипропиленовых труб
 Watch this video on YouTube
Watch this video on YouTube
Распространенные ошибки в работе
Выполнить спайку своими руками может даже начинающий мастер. В этом поможет поэтапная инструкция. Можно на собственном опыте ознакомиться с особенностями пайки или обратиться к профессионалу.
Заранее следует выбрать инструмент. Для любителей характерны дешевые инструменты, а специалисты используют дорогие и качественные приборы. Но главное — не стоимость, а качество оборудования. Именно от этого зависит конечный результат.
Не стоит слишком долго нагревать трубы
Частые ошибки:
- Прогретые концы хорошо схватываются между собой, поэтому в прокрутке не нуждаются. В противном случае соединение будет хрупким и негерметичным.
- Для разного диаметра труб отводится свое время для прогрева. Можно потренироваться на ненужных участках и проверить качество соединения, разрезав элемент вдоль.
- Начать пайку требуется после подготовительных работ. Прочность соединения будет низкой, если не обезжирить концы.
- Край, срезанный ножовкой, потребуется зачистить. Правильный срез должен иметь форму круга и наклон в 45 градусов к плоскости трубы.
- Делать соединения лучше в местах, где это удобно, двигаясь от источника к потребителю.
- Часто новички выполняют работу в холодное время года. Но при паянии температура в помещении должна быть не меньше 5 градусов, иначе стык будет некачественным.
Правила пайки допускают поочередный прогрев краев. Это оптимальный вариант для труднодоступных мест. Так способ применяют для врезки тройника между двумя стенами.
Правила монтажа полипропиленовых трубопроводов
Доброго времени суток, мой читатель или читательница! В этой статье я кратко перечислю правила монтажа полипропиленовых трубопроводов. Основная операция, при монтаже полипропиленовых трубопроводов — пайка. С нее и начнем!








![[инструкция] пайка полипропиленовых труб | видео](https://zalpstroy.ru/wp-content/uploads/9/3/5/93563d218dacc8d446f32356142cfb98.jpeg)

Правила пайки полипропиленовых труб
Полипропиленовые трубы и фитинги соединяются друг с другом при помощи пайки. Метод несложный, но тем не менее некоторые правила нужно соблюдать. Перечислим эти правила ниже:
Первое, что нужно сделать это подготовить к работе сварочный аппарат — смонтировать на греющей поверхности необходимые насадки, установить сварочный аппарат на штатив (аппарат должен стоять на ровной поверхности), включить в сеть и выставить на термостате необходимую температуру (на дешевых китайских аппаратах выставлять ничего не нужно — они нагреваются до 260° С автоматически ). После того как «сварочник» разогрелся до рабочей температуры, можно приступать к пайке. Перед пайкой необходимо ровно отрезать трубу, убрать с ее краев заусенцы и отметить маркером расстояние, на которое труба будет вставляться в раструб. Производители еще рекомендуют обезжиривать поверхность труб, но вполне достаточно, чтобы труба просто чистой. Для армированных металлической фольгой труб необходимо воспользоваться специальной зачисткой (для труб с наружной армировкой) или торцевателем (для труб с внутренней армировкой)
Если труба армирована стекловолокном, то нужно просто ровно отрезать
Далее фитинг и труба вставляются в насадку на сварочном аппарате (важно вставлять трубу и фитинг ровно, иначе пайка будет некачественной) и вы начинаете отсчитывать время, необходимое на разогрев. Для разных диаметров труб время будет разным (его мы приведем ниже в таблице)
| Диаметр, мм. | Расстояние, на которое нужно вставлять трубу в раструб, мм. | Время нагрева, сек. | Время охлаждения пайки, мин |
| 20 | 17 | 6 | 2 |
| 25 | 19 | 7 | 2 |
| 32 | 22 | 8 | 4 |
| 40 | 24 | 12 | 4 |
| 50 | 27 | 18 | 4 |
| 63 | 30 | 24 | 6 |
| 75 | 32 | 30 | 6 |
| 90 | 35 | 40 | 8 |
После завершения работ, необходимо выключить сварочный аппарат из сети и дождаться пока он остынет. После этого можно скручивать насадки и складывать его в ящик. Не стоит остужать сварочный аппарат при помощи воды. Это приведет к поломке оборудования.
Для большей наглядности всего, что сказано выше посмотрите вот это видео:
Для монтажа полипропиленовых труб у стен и в труднодоступных местах вам понадобится напарник. Бывают сложные случаи, когда приходится использовать двух напарников и два паяльника одновременно. Поэтому заранее ищите себе компаньона для проведения монтажных работ.
Как посчитать количество креплений для полипропилена?
Опора для полипропиленовых труб.
Полипропиленовые трубы имеют нормативы по количеству креплений на единицу длины. Это количество зависит от диаметра трубы и температурного режима. Для наглядности приведем эти данные в виде таблицы:
| Диаметр трубы, мм | Расстояние между крепежом, мм. | ||||||
| 20°С | 30°С | 40°С | 50°С | 60°С | 70°С | 80°С | |
| 20 | 600 | 600 | 600 | 600 | 550 | 500 | 500 |
| 25 | 750 | 750 | 700 | 700 | 650 | 600 | 550 |
| 32 | 900 | 900 | 900 | 800 | 750 | 700 | 650 |
| 40 | 1000 | 1000 | 900 | 900 | 850 | 800 | 750 |
| 50 | 1200 | 1200 | 1100 | 1100 | 1000 | 950 | 900 |
| 63 | 1400 | 1400 | 1300 | 1300 | 1150 | 1150 | 1000 |
| 75 | 1500 | 1500 | 1400 | 1400 | 1250 | 1150 | 1100 |
| 90 | 1800 | 1600 | 1500 | 1500 | 1400 | 1250 | 1200 |
Теперь нужно просто разделить общий метраж трубы на расстояние, которое указано в таблице и вы получите количество креплений.
Расположение креплений нужно продумывать отдельно. Обычно, это делается в процессе создания проекта.
На опорах экономить не стоит, они нужны для защиты трубопроводов от деформаций, возникающих под действием температуры.
Инструмент для монтажа полипропиленовых труб
Для монтажа полипропиленовых труб необходим следующий инструмент:
- Сварочный аппарат.
- Насадки — колодочные или парные, в зависимости от того, какой у вас сварочный аппарат.
- Резак для пластиковых труб.
- Маркер для нанесения отметок на трубу.
- Строительный уровень.
- Гаечный ключ для закручивания резьбовых соединений.
- Ременной ключ для комбинированных муфт — очень удобная вещь для закручивания комбинированных муфт без шестигранника.
- Нить, ФУМ или анаэробный герметик для уплотнения резьбовых соединений
Ключ для комбинированных муфт.Колодочные насадки для пайки полипропилена.
Не слишком длинный список получился, но здесь самое необходимое и лучше ничего не забывать. По своему опыту знаю, что крайне неудобно работать без ременного ключа и маркера.
Советы
Мало не совершать ошибок, нужно еще учитывать хитрости сварки, которые выработались у профессиональных монтажников с годами. Условно их можно разделить на «лайфхаки» по выбору материалов и инструментов, и полезные советы для работы.
Как выбрать трубы:
- Взять за правило, что тонкостенные трубы можно использовать только для холодной воды и декоративных изделий. Для работы с горячей водой стоит выбирать лишь армированные толстостенные. Для вентиляции нужны трубы с маркировкой PHP.
- Изделия со стекловолокном в качестве армирующего слоя универсальны. Они подходят для новичков, которые только учатся пользоваться паяльником, и служат до 50 лет. Не стоит вестись на рассказы консультантов о лучшем качестве труб с алюминием.
- Внешний вид труб тоже может о многом сказать. Если изделие имеет равномерную окраску, ровный круглый срез и гладкие стенки внутри и снаружи – оно качественное. Если окраска идет пятнами, срез не круглый, а стенки шероховатые – изделие подведет в процессе эксплуатации.
- Трубу нужно понюхать. Характерный резкий запах пластика имеют только трубы из низкосортного сырья. Изделие из качественного пропилена почти не пахнет.
- Труба должна входить в фитинг туго и только в горячем состоянии. Если есть зазор между стенками хотя бы в миллиметр – это брак.
- Все комплектующие нужно закупать у одного производителя.
Хитростей сварки и монтажа намного больше. Они приходят с опытом, и у каждого мастера свои приемы. Но есть несколько универсальных советов.
Так, каждый мастер знает, что насадки паяльного аппарата обрабатываются специальным раствором на производстве. Он защищает инструмент от негативных воздействий окружающей среды до начала использования. Защитный слой испаряется при первом включении паяльника с насадками. При испарении появляется характерный запах и легкая копоть. Поэтому нужно первый раз запускать аппарат на улице и дать ему прогреться до полного испарения. Только потом приступать к пайке.
Второй секрет касается обработки труб и паяльника обезжиривающим средством. Лучше выбрать чистый спирт. Он быстро испаряется и не оставляет запаха внутри труб, в отличие от ацетона и растворителя.
Если температура окружающей среды близка к нулю, нужно замедлить остывание соединительного шва. Для этого используют салфетки из теплой ткани.
Протирать детали нужно салфеткой из ткани, которая не оставляет ворса. Внутри насадки паяльника он будет тлеть.
Для двойного контура труб (горячая вода и холодная) предпочтительно расположение горячего контура над холодным. Так не будет образовываться конденсата на трубах. Соединять детали в местах перехода из горизонтали в вертикаль можно только под углом 90 градусов.
Если соблюдать эти рекомендации, монтаж пройдет успешно, а коммуникации из полипропиленовых труб прослужат несколько десятков лет.
О том, как спаять полипропиленовые трубы, смотрите в следующем видео.
Требуемые инструменты
Фитинги;
Сами полипропиленовые трубы;
Специальный аппарат для сварки таких труб;
Сварочный аппарат
Ножовка для их резки, специальный резак часто продается в комплекте со сварочным аппаратом, при больших объемах работ можно использовать кольцевой резчик или специальные ножницы;
Обезжириватель (этиловый или изобутиловый спирт); ацетон в данном случае применять запрещено, так как он способен размягчать пластик;
Фаскосниматель: его внутренняя часть напоминает точилку для карандашей, однако, так как фаска должна сниматься ровно, ножи расположены под другим углом; заменить фаскосниматель можно обычным напильником и ножом;

Шейвер: инструмент для снятия армированного слоя (если наши трубы имеют слой армирования).

Совет. Трубы, подходящие близко к котлу отопления (на расстояние ближе полуметра), должны быть изготовлены только из металла. С полипропиленом их соединяют с помощью переходников со сварного соединения на резьбовое.








Температурные нормы
Сварка полипропиленовых труб, как уже было указано, должна выполняться по существующим правилам. Все нужно выполнять не спеша и правильно. Все это относиться и к температуре
При обустройстве трубопровода очень важно, чтобы была выдержана не только температура сварки полипропиленовых труб, но и время
К каждому сварочнику прилагается инструкция, где есть все необходимые нормы времени и температуры для изделий из разных материалов. Нарушение этих рекомендаций приведет к уменьшения внутреннего диаметра и сниженной циркуляции воды в системе.
Так же начинающим специалисты говорят, что важно не только просто выбрать температуру в 265 градусов
При работе следует обратить внимание на следующие дополнительные нюансы:
- Диаметр, который имеет трубная система.
- Температуру окружения.
- Длительность прогрева.
Температуре наружного воздуха уделяют особое внимание. При монтажных действиях не избежать небольших перерывов, которые образуются при снятии прогретых деталей и их муфтовой состыковки
Чтобы избежать эффекта быстрого остывания при низкой температуре, конструкцию из полипропилена прогревают немного дольше. Рекомендуемый временной промежуток при этом составляет приблизительно три секунды. Но, в каждом случае это решается индивидуально.
Решая вопрос температурных норм, необходимо принять во внимание диаметры скрепляемых частей. Это так же влияет на продолжительность и градус прогрева
Как происходит процесс сваривания
Диффузионная сварка полипропилена подразумевает состыковку двух разогретых частей. Эти детали в последствие соединяются. В результате происходит взаимопроникновение материалов (так называемая диффузия) на месте стыка.
Сварочник при работе позволяет четко контролировать температуру нагрева. Для стыка рекомендуют брать элементы из одинакового материала.
Физические и химические показатели сварного стыка, которые демонстрирует полипропилен, такие же, как у основного трубного материала. Поэтому система, соединяемая таким методом, будет функционировать надежно и долго.
Какой дом Вам нравится больше?
Дом из бруса 14.9%
Кирпичный дом 8.85%
Бревенчатый дом 5.96%
Дом из газобетонных блоков 17.93%
Каркасный дом 35.85%
Дом из пеноблоков 16.5%
Проголосовало: 2248
Есть несколько способов сварки, которые подбирают в соответствии с размерами монтируемой системы. Это: стыковой, раструбный и спаивание седел.














