Самодельное сверло
Но на самом деле это не победит это ВК8.
Зажимаем в ручные тисочки.
И делаем из стержня сверло, стачивая лишние. На обычном на точильном камне очень сложно затачивать твердые сплавы, я пользуюсь алмазом.

Обрабатываем вторую грань.
Получилось вот такое перышко. Теперь заточим режущие кромки.
Получилось сверло для каленых металлов.
Конечно можно было бы использовать обычные, твердосплавные сверла, но все равно пришлось их перетачивать, а зачем переделывать когда можно сделать свое.
Дорогое сверло для работы необязательно покупать, в некоторых случаях его можно изготовить в домашних условиях. Лучше всего для этого подойдет стержень из сплава кобальта и вольфрама – победит. Такой стержень легко распознать среди других железок: он не будет поддаваться резанию полотном для металла. Далее делают следующее:
- Устанавливают на наждак алмазный круг.
- Торцуют одну сторону стержня и стачивают на этой стороне шлицы, как на плоской отвертке.
- Далее стачивают бока, чтобы получился острый конус.
Выбор сверла
Довольно большое распространение получили спиральные сверла, которые представлены вертикальным стержнем с двумя канавками. За счет определенного расположения канавок образуется режущая кромка. Среди особенностей выбора отметим следующие моменты:
Довольно большое распространение получило победитовое сверло. Оно может применяться для работы с различными калеными сплавами. Однако, поверхность со слишком высокой твердостью подобным инструментом не обработать.
Выбор проводится и по показателю диаметра. Стоит учитывать, что получить отверстие большого диаметра довольно сложно
Вариант исполнения большего диаметра обходится намного дороже по причине применения большого количества материала при его изготовлении.
Уделяется внимание и углу заточки, предназначению изделия и типу применяемого материала при изготовлении. К примеру, кобальтовые варианты исполнения характеризуются более высокой устойчивостью к воздействию высокой температуры.
Рекомендуется уделять внимание продукции исключительно известных производителей
Это связано с тем, что китайские варианты исполнения изготавливаются при использовании низкокачественных материалов. Однако, подобное предложение обходится намного дешевле и может использоваться для недлительной или одноразовой работы.
При выборе сверла можно ориентироваться по нанесенной маркировке. По ней можно определить то, какие именно материалы применялись при изготовлении. Также указывается и диаметр отверстия, которое можно получить при использовании инструмента.

Сверло по каленой стали
В специализированном магазине можно встретить практически все необходимое для проведения работы. Однако, достаточно высокая стоимость изделия и некоторые другие моменты определяют то, что некоторые решают изготовить сверло самостоятельно из подручных материалов. Подобную работу можно провести при наличии требующихся инструментов.
как сделать СВЕРЛО из ГВОЗДЯ.
Просмотров: 713 783
Иван Иванов
Успокойтесь Диванные Эксперты. Происходит Науглероживание железа. старинный способ, я стеклорез делал режет как алмаз попробуйте. Автор Молодец.
Александр Могильников
Идея хоть и мутная но прикольная конечно ради простого сверла возитса не буду проще купить а вот если речь идёт о сверх глубоком сверлении малого диаметра повозитса стоит
Игорь Светиков
С графитом сомнительно. Сварочный аппарат есть, а сверла нету Но за неимением подходящего диаметра, можно гвоздь расплющить и заточить. На пару отверстий должно хватить, если подтачиватьПроведи ещё пару экспериментов: без графита и с закалкой режущей части. Я бы сделал это сам. но у меня нет гвоздей, и мне лень
Не ну это совсем бомжом надо быть, что нет возможности купить нормальное сверло
Павел Марчуков
Сто пудей магаз со сверлами быстрей найдешь, чем запариваться с насыщением углеродом стали-пластилина 3, 2, 1)) Там еще букАвки есть))
Yar ik
Я брал просто гвоздь, и сверлил им, даже шляпку не срезал. И кстати даже плоский шифер сверлил для грядок. Потом соединял металлическим уголком и заклепками через шайбы.Правда железяку такое сверло не берет
Последние что пакупает человек , это сверла. Имея сверлильный станок А так же нождак и сварочник
Особенность отверстий большого диаметра
Данная процедура является более сложной, чем глубокое сверление. Работы по вырезанию осуществляются либо при использовании коронки, либо при помощи конусного сверла. Коронки для металла похожи на изделия для бетона и гипсокартона. Отличие заключается только в материале, используемом при создании режущей кромки.
Также сверление может производиться стандартными изделиями в несколько этапов. Для этого сначала используется насадка небольшого диаметра. Затем осуществляется выбор более крупного инструмента.
Наиболее удобным способом является использование конусных сверл. Такие приспособления позволяют за один подход рассверлить отверстие большого размера. Для этого инструмент просто утапливается в материал.









Провожу закалку сверла (цементацию)
Шаг 1. Для превращения полученного изделия в сверло по металлу требуется закалка. Я использовал для этого сварочный аппарат постоянного тока, а также небольшую железную банку с измельченным графитом. К слову, графит я получил из старых щеток (размельчил с помощью напильника).
Что потребовалось для закалки сверла
Шаг 2. Подключил к баночке положительный электрод, а к сверлу – отрицательный. Включил сварочный аппарат.
Подключил электроды
Шаг 3. Опустил в графит режущую кромку, затем поднял сверло, когда масса начала краснеть
Здесь нужно было действовать очень осторожно, дабы не сжечь то, что ранее выточил. Стараясь не перегревать, водил кончиков, добиваясь незначительного искрения. На все потребовалась одна или две минуты
На все потребовалась одна или две минуты.
Опустил режущую кромку в графит
Шаг 4. Кто не знает, это – цементация. Проще говоря, режущая кромка насыщается углеродом, благодаря чему повышается прочность.
Цементация
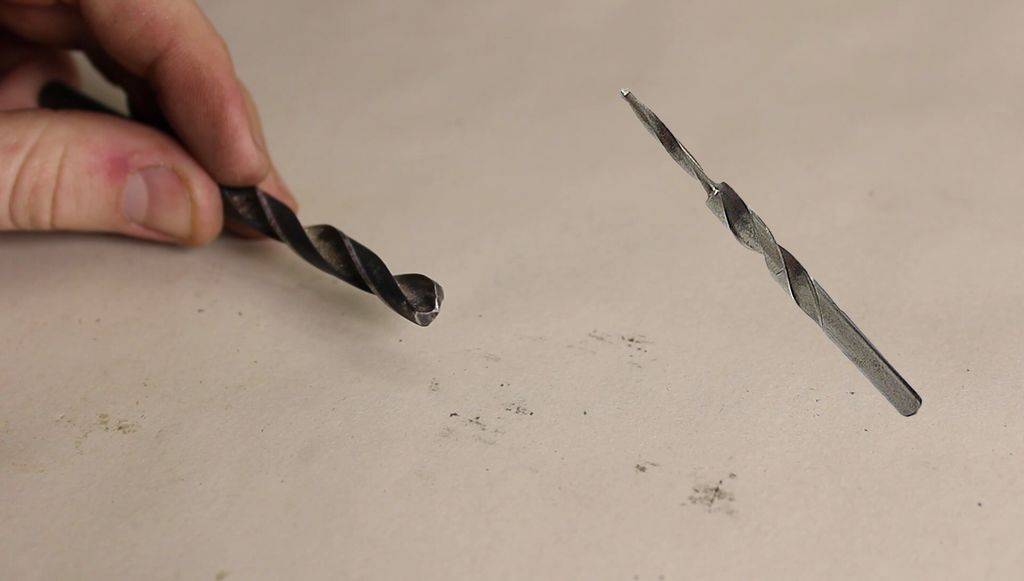
Шаг 5. После этого зажал гвоздь в тисках и отрезал шляпку.
Отрезаю шляпку гвоздя
Виды изделий и их особенности
Рассмотрим, какие варианты можно встретить в нашей торговой сети и чем они отличаются друг от друга.
Перьевые сверла
Самый распространенный и бюджетный вариант, которым достаточно удобно работать даже неопытным мастерам. И вы также своими руками сможете освоить этот нехитрый процесс.
Рассмотрим основные плюсы этого решения:
- Диапазон диаметров варьируется в пределах от 10 до 60 мм.
- Работа производится довольно быстро, но при этом качество отверстия невысокое, добиться идеального результата вряд ли получится.
- Максимальная глубина сверления составляет примерно 150 мм.
- Изделия продаются либо в наборах по 5-6 штук, либо по отдельности, поэтому вы сами решаете, какой вариант подходит вам.
- При необходимости можно купить удлинитель, который зажимает сверло и увеличивает его длину на 300 мм.
Варианты большого размера обычно продаются поштучно, малого — в наборах
Нельзя не затронуть такой интересный вариант, как регулируемое перьевое сверло, этот тип изделий может делать отверстия диаметром от 22 до 76 мм. Работы производятся на низких оборотах с использование достаточно мощного электроинструмента.

Регулируемое перо – новое слово в изделиях данного типа
Сверло Форстнера
Этот вариант изделий используется очень широко в мебельном производстве благодаря целому ряду несомненных преимуществ:
- Края проделанного отверстия получаются идеально ровными, что недоступно для других вариантов.
- Высокая надежность и длительный срок службы позволяют использовать такие приспособления годами.
Массивные узлы очень надежны
- Диапазон размеров варьируется в пределах от 10 до 60 мм.
- Стандартная глубина сверления составляет около 10 см, но при желании можно дополнительно приобрести удлинитель на 300 мм.
- Это единственный вариант, с помощью которого можно сверлить глухие отверстия, ведь центровочный шип выступает всего на пару миллиметров.
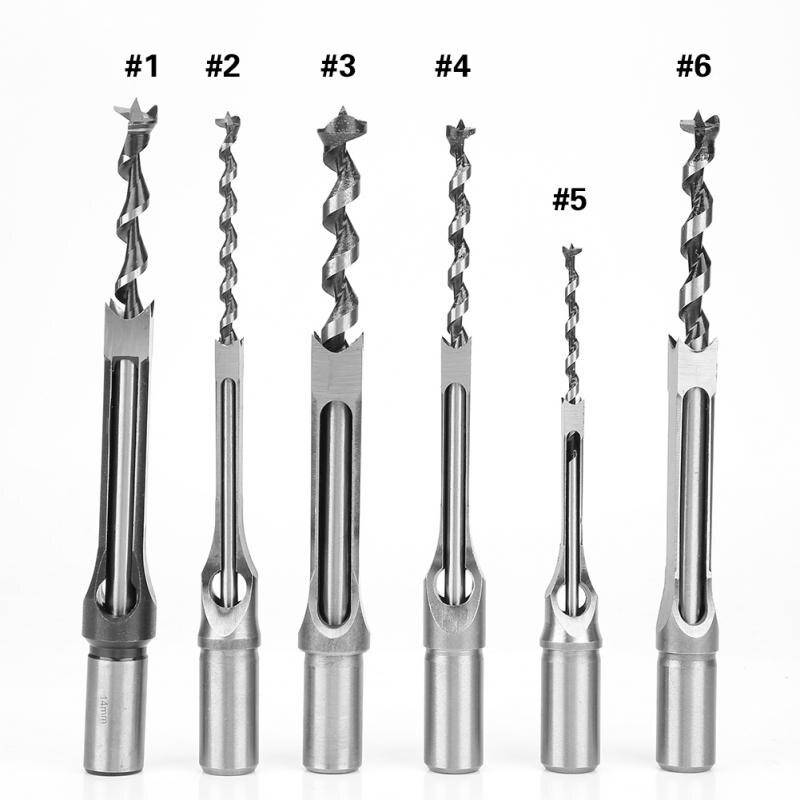
Винтовые сверла
Этот вариант очень популярен среди тех, кто производит сверление отверстий большого диаметра в дереве на значительную глубину. Для их использования не нужна специальная инструкция, достаточно присоединить узел к электроинструменту и можно начинать работу.
Из особенностей можно выделить следующие:

Спиральные приспособления выпускаются в широком диапазоне размеров
- Данный вариант выпускается в трех вариантах длины: 220, 450 и 600 мм. Наиболее популярен последний тип, так как с его помощью можно эффективно сверлить материалы большой толщины.
- Лучше всего использовать дрель со скоростью вращения 800 об/мин. Это позволяет проводить работы наиболее эффективно, но при это показатели мощности электроинструмента должны быть высокими.
- Если необходимо сверлить отверстия в срубах через 2-3 бревна, то другие варианты даже рассматривать не стоит, данное решение оптимально по всем показателям.
- Шестигранный хвостовик позволяет надежно фиксировать узел в патроне дрели.

Все мастера, возводящие срубы, используют именно этот вариант
Круговые регулируемые конструкции
Народное название данного приспособления – балеринка по дереву. Конструкция представляет собой своеобразный циркуль, посередине которого расположено центрирующее сверло, а на перекладине передвигаются режущие элементы, которые можно устанавливать в различных положениях.










Особенностями этого решения можно считать следующие факторы:
- С его помощью очень хорошо обрабатывать листовые материалы и изделия толщиной до 20 мм. Конструкция отлично справляется как с деревом, так и с ДВП, ДСП, фанерой и другими подобными вариантами.
- Диапазон возможных диаметров отверстий достаточно широк и составляет от 30 до 130 мм. Это гораздо больше, чем все вышеописанные варианты, и единственным минусом можно считать небольшую глубину обработки.
- В комплекте должен идти шестигранный ключ для регулировки положения режущих узлов и кернер для нанесения меток на поверхности. Работы рекомендуется осуществлять на невысоких оборотах, так как в процессе сверления режущие элементы подвергаются весьма сильным нагрузкам и могут просто-напросто сломаться.
Характеристики сверла по металлу
Для просверливания отверстия в металле применяется инструмент специального назначения. Наиболее популярным прибором считается одностороннее сверло балеринка по металлу, с цилиндрической осью и резцами с режущей кромкой из победита. Перед тем как сверлить, в металле создается прореха диаметром 0,9 см под зацепку наконечника центральной оси кругового сверла. Устройство позволяет сделать сквозную или глухую полость диаметром от 40 мм до 150 мм.
Под большой диаметр отверстия на МДФ, пластике, многослойной фанере применяется специнструмент с режущими ножами, позволяющими создавать полости радиусом 300 мм. Похожими по конструкции, но с отличными характеристиками приборами осуществляется резка керамической и кафельной плитки. Каждая модель устройства обеспечивается сопроводительными документами, где указываются конструкционные особенности оборудования и предельная толщина обрабатываемого материала.
Балеринка для вырезания прокладок чаще всего может выглядеть как хвостовик с расплющенной режущей частью и винтовым наконечником. Перьевое сверло имеет большой рабочий потенциал, выпускается из легированной стали в разных размерных параметрах, позволяющих сверлить пластик любой толщины.
Какое сверло выбрать для сверления металла

Один из первых вопросов, который задают неопытные мастер-каким сверлом сверлить металл ? На самом деле, ответить грамотно не так и легко. Для обработки металла нужно использовать специальные сверла из быстрорежущей инструментальной стали. В них режущая часть изготовлена с добавлением нитрид-титана.
При работе с чугуном, нержавейкой и прочими металлами которые тяжело поддаются обработке следует использовать сверла твердосплавного состава. Недостатком их является очень высокая цена, что делает работу дорогой.
Если же выбирать сверла с одним из лучших режущих свойств, это будет инструмент с добавлением кобальта, имеющий маркировку-P6M5K5. Это лучшее соотношение цена и качество.
Можно ли сверлить металл сверлом по бетону ?

Бывает необходимость сделать срочно отверстие в металле, и под рукой только сверло по бетону. На таком сверле наконечник выполнен из победита, который даёт возможность сверлить бетон, кирпич с боем. Воспользоваться таким сверлом для высверливания отверстия в металле не получится. Вы можете слизать победитовый наконечник сверла, особенно если попытаетесь воспользоваться сверлом большого диаметра или для высверливания толстого металла. Подытожив, победитовым сверлом просверлить металл не получится.
Смазка области, которую нужно просверлить
Чтобы успешно, за короткий промежуток времени просверлить любой материал, сделанный из металла (нержавейка, сталь, чугун), рекомендуется применять специальные смазки. Область, в которой будет проводиться сверление, перед выполнением работ, обрабатывается смазкой. Благодаря этому используемое сверло лучше скользит и не нагревается сильно. Например, для обработки нержавейки можно самостоятельно сделать специальную смазку из машинного масла и коллоидной серы. Для этого нужно взять куски серы, измельчить их и смешать с маслом. При этом во время обработки материала, смазка в область сверления должна подаваться на постоянной основе.
Существует много разнообразных способов использования тонких сверл для проделывания больших отверстий в прочных материалах большой толщины. Во время их применения, рекомендуется выставлять небольшие обороты на электродрели. Также во время использования электроинструмента, при проведении подобных работ, следует соблюдать технику безопасности. Необходимо пользоваться защитными очками либо маской, а также одевать перчатки, чтобы избежать случайного травмирования.
Методы сверления каленой стали
Сверловка каленой стали характеризуется высоким нагревом поверхности заготовки и инструмента, что ведет к быстрому износу последнего. Поэтому во время обработки стараются отвести лишнее тепло или сделать так, чтобы участок, где будет канал, стал более мягким.
Первый способ, который позволяет сделать каленый металл более податливым, основан на использовании кислот. Из подходящих веществ можно указать азотную, хлорную или серную кислоту. Эти жидкости применяют точечно, то есть ими обрабатывают конкретно то место, где в дальнейшем будет отверстие (протравливают участок).
https://youtube.com/watch?v=RQ_2tER-FZI
Чтобы кислота не вышла за пределы рабочей области из материалов, не подверженных воздействию кислоты (полимеры, краски, парафин), вокруг будущего отверстия организуют что-то наподобие бортика. Отверстие заливают активной жидкостью и выдерживают определенное время. Далее проводят сверление обычным сверлом.
Еще один метод ослабления твердости каленого металла в зоне получения канала основан на прогреве этой зоны до высоких температур. Наилучшим образом с этим справляется сварочный аппарат. В этом случае нужно правильно подобрать силу дуги, чтобы металл не плавился и не деформировался. Когда заготовка в зоне сверления раскалится, можно проделывать отверстие обычным сверлом из быстрорежущей стали.
Самый простой способ, но не самый дешевый, заключается в приобретении специального сверла, рассчитанного на проделывание отверстий в каленом металле. Режущие кромки такого инструмента усилены победитовыми напайками или выполнены из победитовых пластин. В этом случае также желательно применять дополнительное охлаждение рабочей области.
Сверление без лишних хлопот
Во время работы можно использовать насадку небольшого сечения, а также использованный зачистной круг для болгарки
Важно помнить, что он должен иметь меньший диаметр, чем создаваемое отверстие
Перед проведением работ на заготовке размечается окружность для отверстия, а вторая окружность будет меньше первой на расстояние, равное диаметру используемого сверла. После этого в противоположных местах окружности намечаются 2 отверстия. От них необходимо отступить 3 мм и наметить места для сверления. Таким образом сверление происходит по всей начерченной окружности. При необходимости подработки некоторые участки придется обработать зубилом. В результате создадутся зазубренные края, которые затем нужно будет обточить










Важно следить, чтобы во время проведения работ не происходило увеличение окружности, т. е. не расширять запланированный диаметр
не расширять запланированный диаметр.
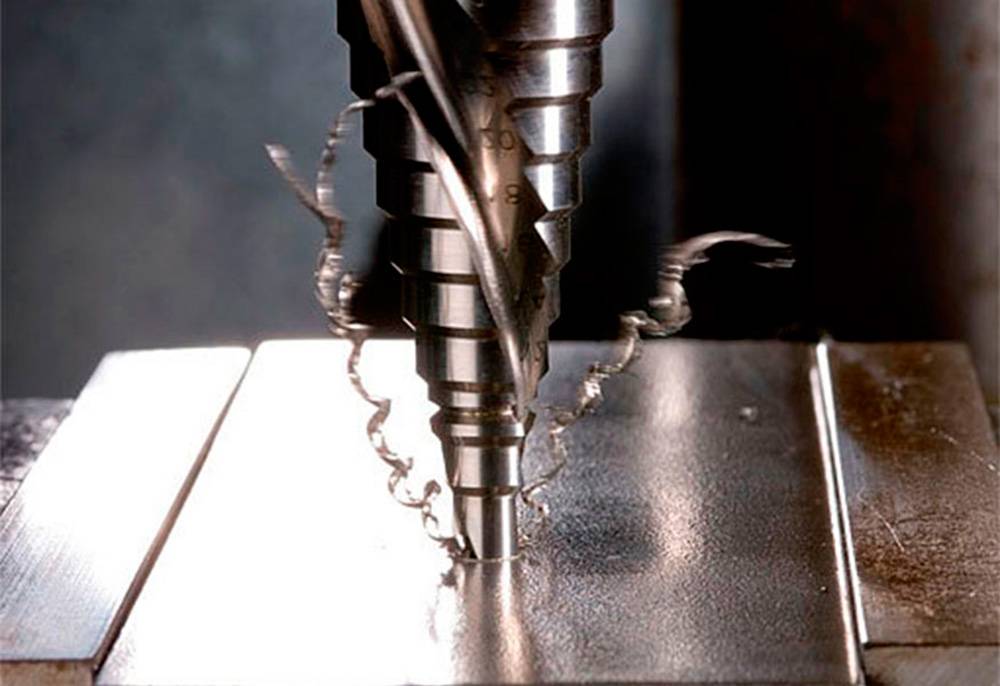
Конусное сверло
Изготавливаются описываемые типы сверл из инструментальной стали. Хвостовики таких изделий могут быть шестигранными и цилиндрическими. Режущая кромка снимает все заусенцы, поэтому кромка получается ровной. На конце сверлильной головки имеется заточенная вершина, которая позволяет производить предварительное сверление материала.
Используя такие изделия можно:
- производить создание пропилов диаметром до 30 мм;
- забыть о неровных краях;
- проводить растачивание различного диаметра, не меняя насадку.
Благодаря ступенчатым сверлам можно создавать пропилы различного диаметра в листовой стали толщиной до 4 мм. В отличие от простого конусного сверла при использовании таких изделий просверленный диаметр является фиксированным.
К недостаткам можно отнести:
- необходимость в применении инструмента с малыми оборотами и высоким крутящим моментом;
- чувствительность даже к небольшим перекосам.
Несмотря на указанные недостатки, данная насадка позволяет удобно работать с металлическими пластинами, быстро высверливая окружности нужного диаметра.
Коронка по металлу
Обработка металла является сложным процессом, поэтому подобные работы обычно производятся при использовании специализированного оборудования. Чтобы производить работу в бытовых условиях, можно использовать корончатые сверла.
Подобные изделия позволяют сделать края круглыми и отцентрированными. При этом для сверления используется стандартная дрель. Изделия состоят из нескольких частей:
- коронка;
- центровочная насадка;
- хвостовик изделия;
- винты, которые необходимы для закрепления.
При использовании корончатого сверла скорость проведения работ увеличивается до 10 раз. Также к преимуществам можно отнести возможность точно сверлить в диапазоне от 1,2 до 15 см.
При этом во время сверления не нужно производить центровку. Также стоит отметить, что такие сверла по сравнению со спиральными имеют более высокую износоустойчивость.
Перед началом работы производится установка центровочного сверла в центр окружности, после чего и осуществляется сверление. После этого происходит втягивание сверла и работа осуществляется коронкой.
Как правильно выбрать и на что обратить внимание
Выбрать качественное круговое сверло достаточно легко
Главное — знать основные моменты, на которые следует обратить внимание в первую очередь, но и не упустить из виду мелочи
Конструкция, очень важный момент: балеринка по дереву бывает с одним резцом или двумя и более. Для частого использования лучше приобрести вариант с двумя или тремя режущими элементами. Такими приспособлениями легче работать и качество выполняемой обработки будет на приемлемом уровне.
Не лишней будет возможность замены отдельных частей. Недорогие круговые свёрла могут иметь цельный хвостовик с несъёмным центральным сверлом и штангой.
Металл, от его качества зависит прочность и способность выдерживать рабочие нагрузки. Качественный инструмент изготавливают из высокопрочной стали или сплавов. Форму хвостовику и держателям резцов придают станочным способом. Штанга обычно штампованная и изготовлена из такого же металла.
Нюансы при сверлении
У рассматриваемой технологии есть довольно большое количество особенностей, которые нужно учитывать. Сверление каленного металла проводится с учетом нижеприведенных моментов:
Перед проведением работы следует уделить внимание твердости поверхности. По этому параметру проводится выбор наиболее подходящего сверла
Определить твердость можно при применении самых различных технологий.
Во время сверления выделяется большое количество тепла. Именно поэтому происходит быстрый износ режущей кромки. В связи с этим во многих случаях в зону резания подается жидкость для охлаждения.
При резании труднообрабатываемого материала время от времени приходится проводить заточку режущей кромки. Для этого применяется обычный заточной станок или специальный инструмент. В качестве абразива подходит исключительно круг с алмазным напылением.

Инструмент для сверления стали
Существуют самые различные методы резания каленной стали. Некоторые из них существенно упрощают проводимую обработку. Только при учете всех нюансов можно повысить качество полученного отверстия.








Сверление рессор
Для того чтобы просверлить лист рессоры необходимо использовать разнообразное оборудование и инструмент:
- механическую ручную дрель;
- дрель электрическую;
- сверлильный станок.
Дрели электрические – это специальный инструмент, наиболее часто используемый для проведения различных работ при ремонте. Питание дрелей осуществляется от сети напряжением 220 В или блока аккумуляторов. В качестве силового элемента в дрелях используются электродвигатели мощностью 500 — 1200 Вт, а для изменения скорости применяются переключатели скорости вращения вала и регулятор оборотов.
При возникновении необходимости, когда требуется просверлить отверстие в рессоре машины в условиях мастерской для осуществления операций, могут использоваться различные типы станков:
- сверлильный настольный;
- агрегатно-сверлильный;
- вертикально сверлильный;
- радиально-сверлильный.
Наиболее часто для выполнения операций по сверлению отверстий используются вертикально-сверлильные станки, которые обеспечивают необходимую скорость обработки и точность.
Лист рессоры производится из металла обладающего высокой прочностью и для обработки требует выполнения специальной технологии и использования особо прочных свёрл.
Процесс сверления рессоры в домашних условиях разбивается на несколько операций:
- На лист с помощью фломастера наносится точка, где будет производиться сверление и с помощью керна делается насечка.
- Для того, чтобы сделать отверстие в рессоре необходимо использовать 3 сверла, имеющие разный диаметр, например, для отверстия 10 мм необходимо использовать сверла с диаметром – 3, 6, 10 мм, что значительно упрощает трудоемкость операции и снижает возможность перегрева. При сверлении необходимо периодически сверло и место на металле, где производится обработка необходимо смазывать машинным маслом, что позволяет снизить нагрузку и одновременно охладить соприкасающиеся рабочие поверхности.
При использовании электродрели необходимо подбирать модель имеющую мощность 1 — 1,2 кВт и оснащенную регулятором скорости вращения зажимного патрона. Рекомендуемые обороты, необходимые для сверления листа находятся в пределах 500 — 1000 об/мин. Для того, чтобы просверлить лист можно использовать также шруповерт имеющий низкую скорость вращения рабочего вала. Необходимо также прилагать умеренную силу при давлении на дрель при сверлении. В ходе рабочего процессе затупившиеся сверла необходимо своевременно затачивать, для снижения нагрева и ускорения сверления. Для облегчения заточки сверл лучше использовать специальное приспособление с обязательным соблюдением симметричности центральной части сверла. Нарушение центровки приводит к образованию отверстия большего диаметра, чем необходимо. Кромки должны быть обязательно одинакового размера. Угол заточки должен соответствовать 120°, что подходит для работы с большинством материалов.
- Перед тем как просверлить лист необходимо в обязательном порядке произвести его жесткую фиксацию в зависимости от используемого оборудования с помощью тисков, струбцин или специальных зажимов.
Для снижения нагрузки на оборудование и инструмент можно использовать также метод сверления, когда лист рессоры предварительно нагревается. Для этого на лист рессоры наносится точная метка фломастером, где будет производиться сверление и с помощью керна делается насечка, далее лист рессоры нагревается с помощью газовой горелки докрасна и производится сверление отверстия требуемого диаметра. Для восстановления характеристик лист снова нагревается на горелке докрасна и охлаждается в ванне с маслом (закаливается).
Необходимые инструменты
Профессиональные свёрла для металла
(например, Bosch, Makita, Metabo или Hawera) изготавливаются исключительно из быстрорежущей стали HSS. Некоторые покрываются защитным слоем, который повышает их износоустойчивость при сверлении.
Ручной инструмент — дрель и свёрла следует выбирать тщательно. Если в этой области нет опыта, необходимо получить консультацию у работника магазина. Не всегда покупка дорогого бура высокого класса даёт гарантию его долгой службы.
Соблюдение технологии получения отверстий
в металле и правильно подобранное сверло значительно увеличивает срок его службы и предохраняет от преждевременного износа. Основные правила эксплуатации режущего инструмента:
- Подбор подходящего типа буравчика для сверления металла определённой твёрдости. Многие производители разработали целые программы, по которым можно подобрать подходящий инструмент.
- Выбор режимов резания, установка правильной скорости вращения.
- Правильно подобранная подача, применение соответствующей силы нажима на режущий инструмент.
- Применение охлаждения. Рекомендуется эмульсия на базе масла.
- Правильное крепление материала (например, в тисках).
- Крепление дрели к стойке, точно и перпендикулярно.
- Применение расширенного набора прокладок при сверлении сквозных отверстий.
Технологический процесс
Сверление — это процесс удаления с помощью бура небольших частей обрабатываемого материала, стружки. Во время бурения повышается температура заготовки. Режущее усилие приводят к повреждению, сила трения вызывает изменение геометрии режущей кромки, плюс высокая температура, в итоге инструмент постепенно тупится.
Большинство свёрл изготавливают из быстрорежущей стали
с различным содержанием кобальта
Очень важно, чтобы оно было правильно заточено: режущие кромки были равной длины, перемычка между ними находилась по оси режущего инструмента
Бур-сверло с коррекцией фаски имеют меньшую перемычку, за счёт этого удлиняются режущие кромки. Такими свёрлами можно сверлить отверстие без предварительной разметки керном.
Выбор свёрл зависит от типа выполняемой работы
. Оптимальными являются свёрла NWKa HSS Baildon для сверления:
- конструкционной стали;
- чугуна;
- латуни;
- бронзы;
- алюминия;
- пластмассы;
- дерева.
Чем сверлить закаленную сталь? — Станки, сварка, металлообработка

Для улучшения основных характеристик металла зачастую проводится его закалка. Подобная технология предусматривает повышение твердости изделия за счет сильного нагрева металла и его быстрого охлаждения.
В некоторых случаях после проведения термической обработки приходится выполнять сверление. За счет повышения подобной характеристики провести сверление каленного металла становится сложнее.
Рассмотрим все особенности сверления каленой стали подробнее.
Как просверлить каленую сталь
Сверлим отверстие в каленой стали
Распространение вопроса, как просверлить каленую сталь можно связать с тем, что при применении обычной технологии инструмент быстро затупляется и приходит в непригодность
Именно поэтому нужно уделить внимание особенностям сверления каленого сплава. Среди особенностей технологии отметим следующие моменты:
- Нужно правильно подготовить каленую заготовку.
- В некоторых случаях требуется специальный инструмент.
- Применяется охлаждающая жидкость.
При необходимости можно изготовить сверло для закаленной стали своими руками, для чего требуется определенное оборудование и навыки. Однако, в большинстве случаев применяется покупной варианты исполнения, так как оно лучше справится с задачей при резании каленой стали.









Процесс сверления каленой стали
Нюансы при сверлении
У рассматриваемой технологии есть довольно большое количество особенностей, которые нужно учитывать. Сверление каленного металла проводится с учетом нижеприведенных моментов:
Перед проведением работы следует уделить внимание твердости поверхности. По этому параметру проводится выбор наиболее подходящего сверла
Определить твердость можно при применении самых различных технологий.
Во время сверления выделяется большое количество тепла. Именно поэтому происходит быстрый износ режущей кромки. В связи с этим во многих случаях в зону резания подается жидкость для охлаждения.
При резании труднообрабатываемого материала время от времени приходится проводить заточку режущей кромки. Для этого применяется обычный заточной станок или специальный инструмент. В качестве абразива подходит исключительно круг с алмазным напылением.
Инструмент для сверления стали
Существуют самые различные методы резания каленной стали. Некоторые из них существенно упрощают проводимую обработку. Только при учете всех нюансов можно повысить качество полученного отверстия.
Полезные приемы при сверлении
Для работы с каленой сталью могут применяться самые различные технологии. Наиболее распространенные технологии характеризуются следующими особенностями:
- Обработка поверхности кислотой. Эта технология характеризуется длительным применением, так как для снижения твердости поверхности требуется довольно большое количество времени. Для травления может применяться серная, хлорная или другая кислота. Процедура предусматривает создание бортика, который будет сдерживать применяемое вещество в зоне резания. После длительного воздействия металл становится более мягким, можно будет провести сверление при использовании обычного варианта исполнения.
- Можно использовать сварочный аппарат для достижения поставленной цели. При воздействии высокой температуры металл становится более мягким, что значительно упрощает процедур.
- Чаще всего применяется специальное сверло. В продаже встречаются варианты исполнения, которые можно применять для обработки каленой стали. При их изготовлении используется металл с повышенной устойчивостью к износу и воздействию высокой температуры. Однако, сложность изготовления и некоторые другие моменты определяют то, что стоимость специального инструмента довольно высока.
Кроме этого, для достижения поставленной цели часто приобретается пробойник. С его помощью можно сделать небольшой отверстие, что упростит дальнейшее сверление.
Использование смазочных материалов
При сверлении каленой стали возникает серьезное трение. Именно поэтому рекомендуется приобретать и использовать различные смазочные материалы. Среди особенностей подобного метода обработки отметим следующие моменты:
- Для начала проводится обработка зоны сверления. На поверхность, где будет находиться отверстие, наносится небольшое количество смазывающего вещества.
- Масло добавляется на режущую кромку. Для обработки каленой стали требуется небольшое количество вещества, но его время от времени нужно добавлять, так как при вращении инструмента оно разлетается.
- Во время работы рекомендуется делать перерывы для остывания режущей поверхности и обрабатываемой поверхности.
сверло по металлу своими руками
Единственное ограничение по работе с победитовым сверлом — у нас не получится заточить его на обычном заточном абразивном круге при обычной скорости вращения круга. Дело в том,что чем выше скорость заточки, тем мягче материал сверла. Победитовое сверло очень твердое, и при обычных оборотах наждачного камня сверло можно запросто перегреть. Два варианта — или уменьшать обороты, или применять алмазный заточной круг.
Есть несколько основополагающих правил, а остальное приходит с опытом:
- Победитовое сверло затачивается кратковременными касаниями к кругу.
- Следите за тем, чтобы при заточке не сбить центр оси вращения сверла.
- Угол заточки не должен быть меньше 160-170˚.
- Не охлаждайте сверло моментально, разу после заточки, иначе может треснуть.
- Не перегревайте победитовое сверло.
Если следовать этим простым советам, победитовое сверло получит новую жизнь. Не с первого, так со второго раза, точно.




