Как нарезать резьбу. Нарезание внутренней и наружной резьбы

Резьбовые соединения отличаются простотой, надежностью, дают возможность регулировать затяжку, а также разбирать и собирать детали и механизмы. Они получили самое широкое применение в различных механизмах, устройствах, приспособлениях.
Резьба бывает наружная (винт) и внутренняя (гайка). Различают резьбу цилиндрическую треугольную (пилообразную), коническую треугольную, прямоугольную, трапециевидную, упорную, круглую. Наиболее широкое применение получила цилиндрическая треугольная или, как ее еще называют, крепежная резьба рисунок №1.
Рисунок №1 – Элементы резьбы на болте
1 — глубина;
2 — вершина; 3 — шаг;
4 —впадина;
5 — наружный диаметр;
6— внутренний диаметр.
Нарезание внутренней резьбы:
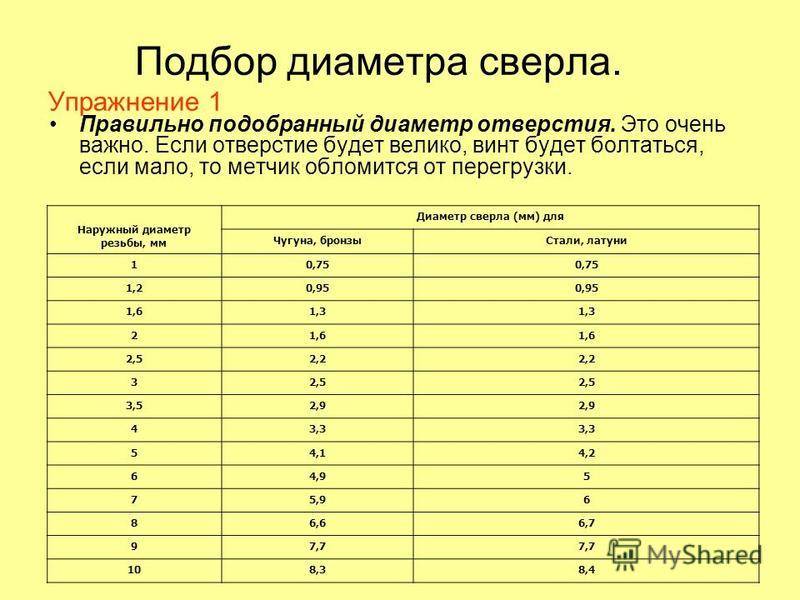
Прежде всего, нужно правильно подобрать сверло для высверливания отверстия.
Следует знать, что если просверлить под резьбу отверстие диаметром, точно соответствующим внутреннему диаметру резьбы, то металл, выдавливаемый при нарезании, будет давить на зубья метчика, отчего резьба может получиться с рваными нитками, возможна поломка метчика.
При сверлении отверстия слишком большого диаметра глубина резьбы получится неполной, а соединение непрочным.При сверлении глухого отверстия под резьбу его глубину нужно делать несколько больше нарезаемой части, в противном случае резьба получится неполной по длине.
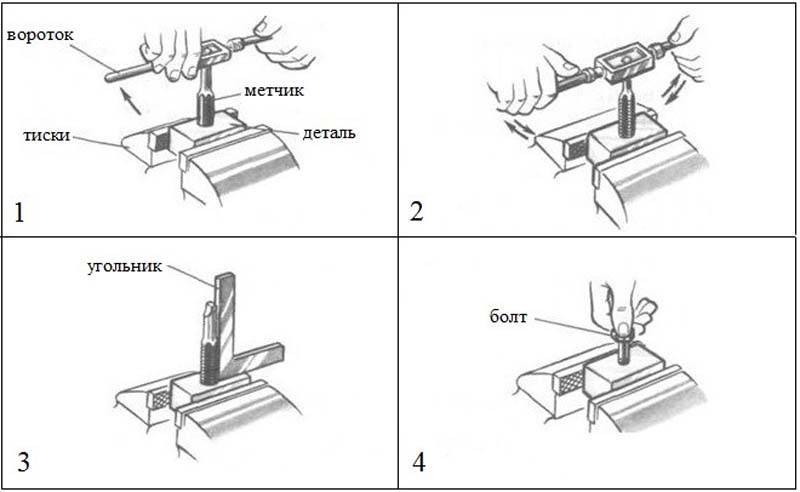
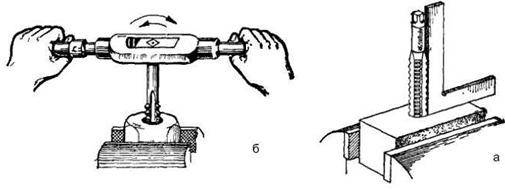
Нарезание резьбы проводят в такой последовательности: намечают кернером место сверления; закрепляют деталь в тисках; высверливают отверстие; вставляют в отверстие метчик (рисунок 2) строго вертикально (по угольнику); надевают на метчик вороток, прижимают его левой рукой к метчику, а правой поворачивают вправо до тех пор, пока метчик не врежется на несколько ниток в металл и не займет устойчивое положение; берут вороток за рукоятки двумя руками и вращают с перехватом рук через каждые 1-2 оборота. Нарезание резьбы значительно облегчается, если метчиком делать 1-2 рабочих оборота вправо и 1-2 оборота влево; закончив нарезание, метчик вывертывают из отверстия, затем еще раз прогоняют по полученной резьбе.
Рисунок №2 – Нарезание внутренней резьбы метчиком:
а —установка метчика в отверстие;
б — наре¬зание резьбы.
Правила работы метчиками:
При нарезании резьбы в глубоких отверстиях, в мягких и вязких металлах (медь, алюминий, бронза и др.) метчик необходимо периодически вывертывать из отверстия и очищать канавки от стружки; нарезать резьбу нужно полным набором метчиков — черновым, средним и чистовым.
Средний и чистовой метчики вводят в отверстие без воротка и только после того, как метчик пойдет правильно по резьбе, на головку надевают вороток и продолжают нарезание резьбы;в процессе нарезания нужно с помощью угольника тщательно следить за тем, чтобы не было перекоса метчика; место нарезания резьбы следует смазывать маслом.
Нарезание наружной резьбы:
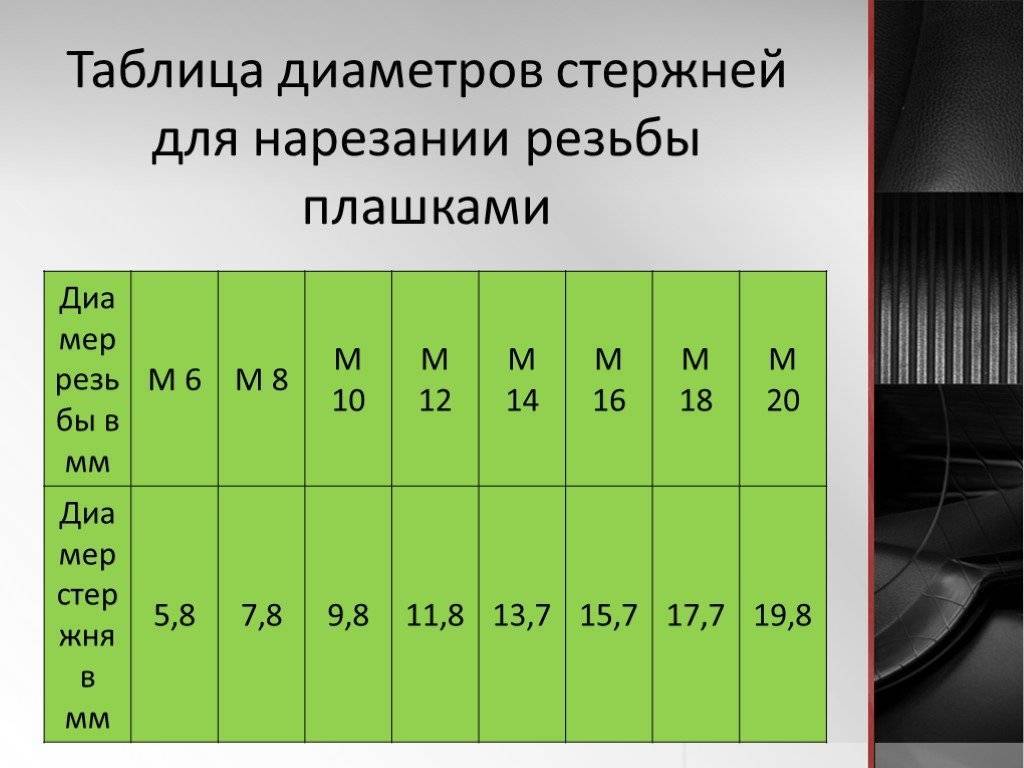
В домашних условиях выполняется плашками вручную.Диаметр стержня под наружную резьбу должен быть на 0,3— 0,4 мм меньше наружного диаметра нарезаемой резьбы. Отклонения от этого правила не допускаются.
Нарезание наружной резьбы круглой плашкой производится в таком порядке:на верхнем конце стержня снимают фаску, которая обеспечивает врезание плашки в металл;
Стержень зажимают в тисках вертикально так, чтобы выступающий его конец был на 20—25 мм больше длины нарезаемой часта (рисунок №3); на стержень накладывают закрепленную в вороток плашку и с небольшим нажимом вращают так, чтобы плашка врезалась примерно на 1—2 нитки без перекоса. После этого стержень смазывают маслом и плавно вращают вороток на 1—2 оборота вправо и 1/2 оборота влево.
Нарезание резьбы раздвижными призматическими плашками (рисунок №3) выполняют следующим образом: запиливают на конце стержня фаску; устанавливают в клупп плашки; зажимают в тисках стержень; надевают на стержень клупп и плотно сдвигают гайки зажимным винтом; смазывают плашки и стержень маслом; клупп поворачивают на 1 — 1,5 оборота по часовой стрелке, затем на 1-4, 1-2 оборота обратно и так до конца резьбы; нарезав резьбу, клупп свинчивают к концу стержня, поджимают плашки винтом и проходят резьбу вторично; проверяют резьбу гайкой соответствующего диаметра; по окончании работы плашки вынимают из клуппа, очищают от стружки, протирают и смазывают маслом; протирают клупп.
Рисунок №3 – Нарезание резьбы при помощи плашки
а — Нарезание резьбы круглой плашкойб — Нарезание резьбы призматическими плашками
P.S.: Я постарался наглядно показать и описать не хитрые советы. Надеюсь, что хоть что-то вам пригодятся. Но это далеко не всё что возможно выдумать, так что дерзайте, и штудируйте сайт https://bip-mip.com/



Как выполнять нарезание резьбы?
Порядок выполнения работы по нарезке винтовых канавок в отверстии
Работу выполняют в определенной последовательности.
Начинается с разметки. С помощью керна отмечается центр будущего отверстия
Здесь важно произвести разметку с первого раза. Не допускается наносить несколько последовательных ударов. Достаточно даже несильного воздействия, которое даст углубление
Сверло само определится по центру сверления
Достаточно даже несильного воздействия, которое даст углубление. Сверло само определится по центру сверления.
Сверлить нужно строго перпендикулярно к поверхности. Поэтому, если позволяют условия, нужно воспользоваться станком. Он обеспечит жесткое перемещение шпинделя со сверлом. Если приходится сверлить отверстие более 8 мм, то желательно выполнить эту процедуру в несколько этапов. Сначала сверлится отверстие малого диаметра. Потом рассверливается более крупным. Бывает, что приходится сверлить в три или даже в пять этапов, последовательно увеличивая диаметр отверстия. На последнем этапе применяют тот размер, который требуется по таблице
Внимание! Обязательно следует использовать смазку. Ее можно наносить кисточкой, подавать из пипетки или применять шприц, у которого удалена игла (впрочем, можно применять и с иглой). При невозможности использовать сверлильный станок используют ручные электросверлильные машинки (дрель)
При невозможности использовать сверлильный станок используют ручные электросверлильные машинки (дрель)
Здесь важно строго выдержать положение сверла относительно детали. Опытные мастера для начала работы используют специальные кондукторы, которые обеспечивают перпендикулярный вход сверла. Важно выполнить правильный первый проход
В дальнейшем сверла большего диаметра сами идут в направлении минимальных усилий
Важно выполнить правильный первый проход. В дальнейшем сверла большего диаметра сами идут в направлении минимальных усилий
Для облегчения входа метчика в отверстие снимается фаска. Небольшое углубление выполняет две функции: облегчается введение начала рабочей части инструмента; смазка в коническом углублении будет поступать еще в течение некоторого времени, облегчая процесс нарезания резьбы.
Первым используют черновой метчик. Его вставляют в вороток, затем рабочую часть помещают в отверстие. Приходится слегка придавливать инструмент, чтобы началось образование винтовой канавки. Слишком усердствовать нельзя, можно легко сломать метчик.
Проворачивают на один оборот, а потом нужно повернуть обратно на треть, чтобы сломать образовавшуюся стружку. Вращая в обратном направлении, можно почувствовать, когда произойдет излом.
Если приходится нарезать резьбу в глубоком отверстии (более 5 диаметров), то следует периодически выкручивать метчик полностью наружу. Вынув, очищают от прилипшей стружки. Используют металлические щетки
Внимание! Стряхивать пальцами, незащищенными перчатками, или сдувать нельзя. Надо помнить, что правила техники безопасности написаны кровью. Не следует повторять ошибок тех, на чьих примерах формировались эти правила
Не следует повторять ошибок тех, на чьих примерах формировались эти правила.
После полного прохода первым метчиком используют второй. Здесь процесс нарезания идет значительно легче. Обязательно смазывается инструмент. Можно делать два полных оборота, а потом совершать половину оборота в обратную сторону. Правило глубоких отверстий действует и при использовании второго номера. Желательно периодически вынимать наружу и удалять стружку. Она гораздо мельче, чем можно наблюдать при черновом нарезании резьб, но заполняет пространство тоже довольно быстро.
Третий номер используется для чистового нарезания. Можно проворачивать инструмент на два-четыре оборота, а потом совершать обратное вращение на целый оборот назад. Получается довольно качественное резьбовое отверстие.
Подготовка к нарезанию внутренней резьбы
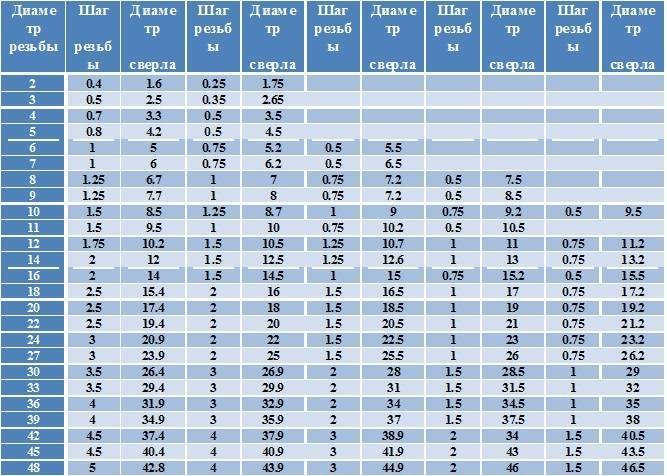
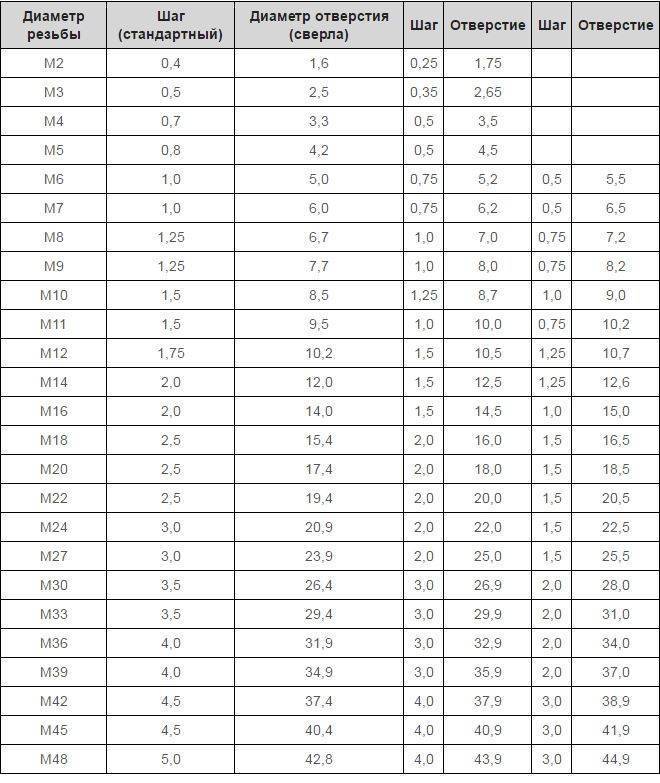
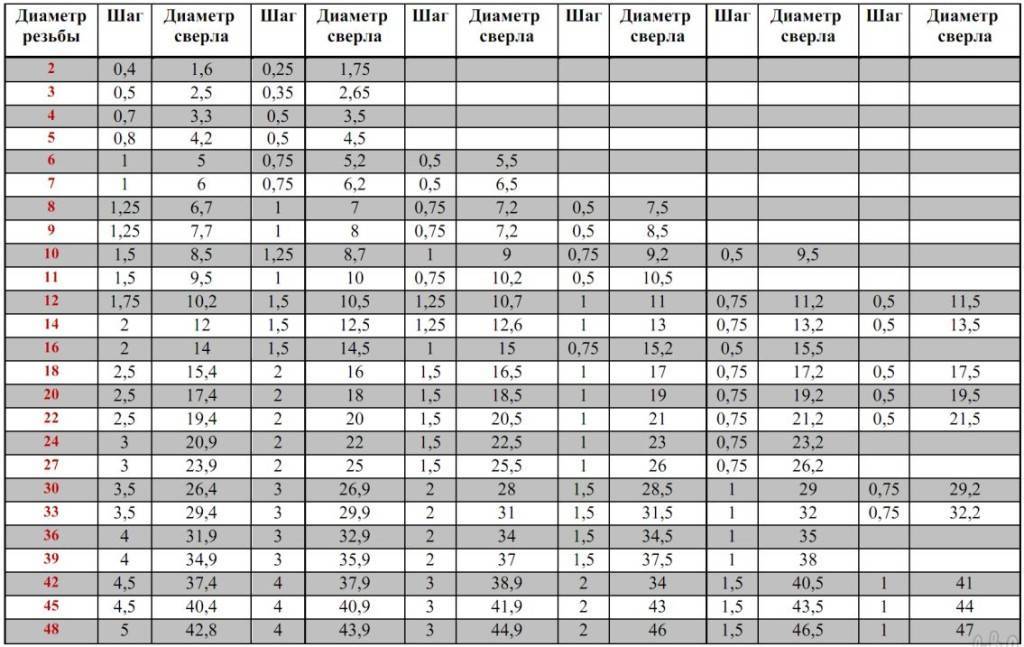
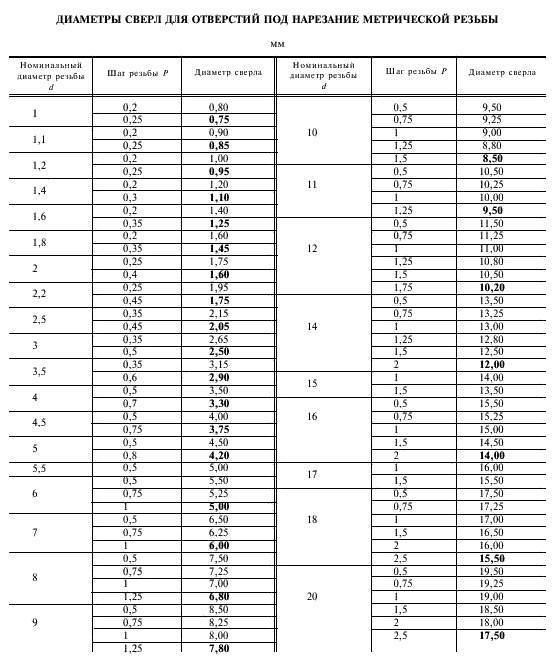
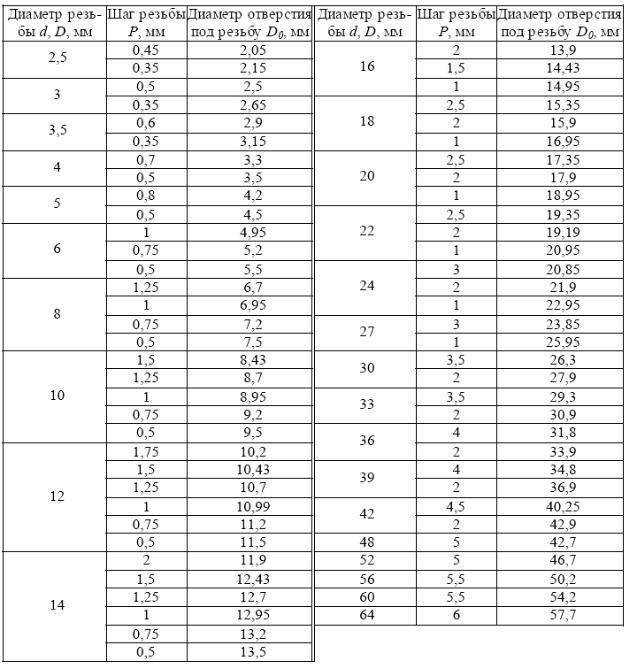
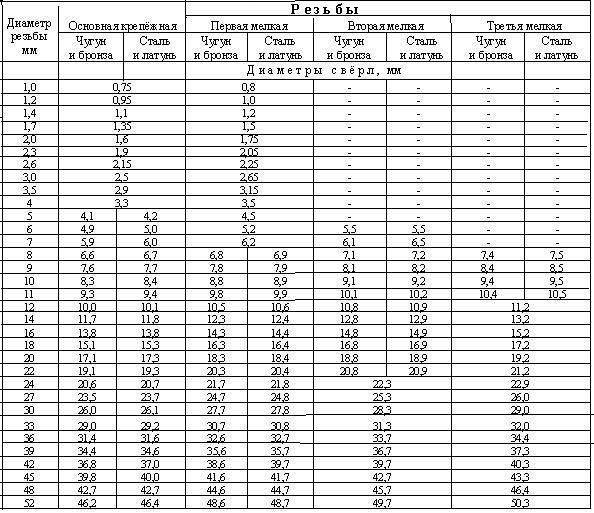
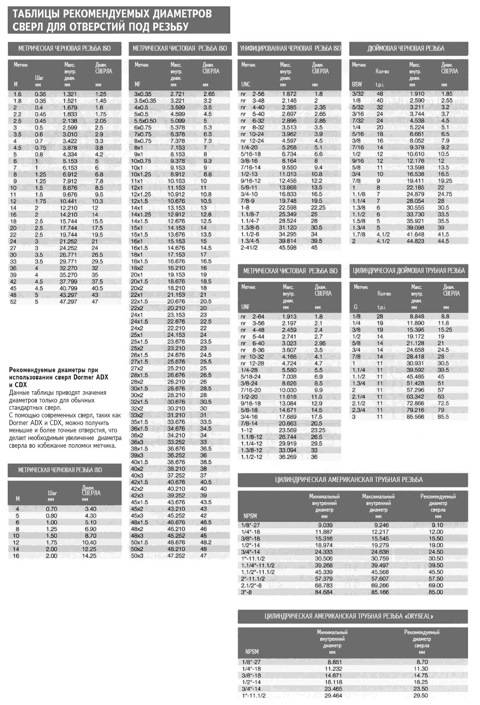
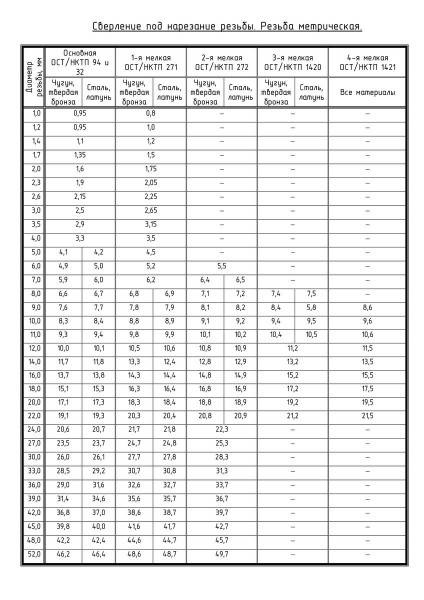
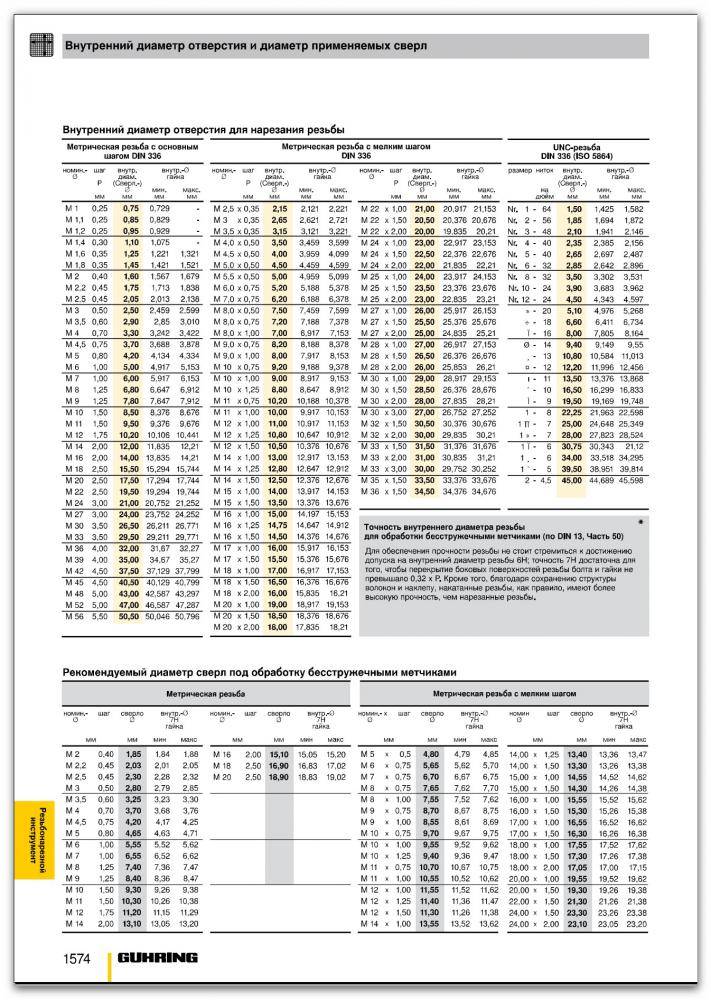
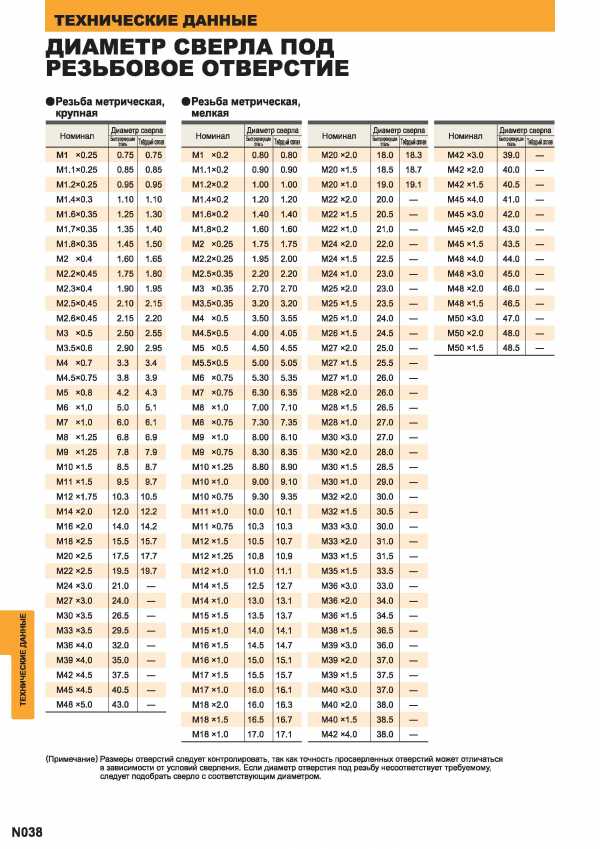
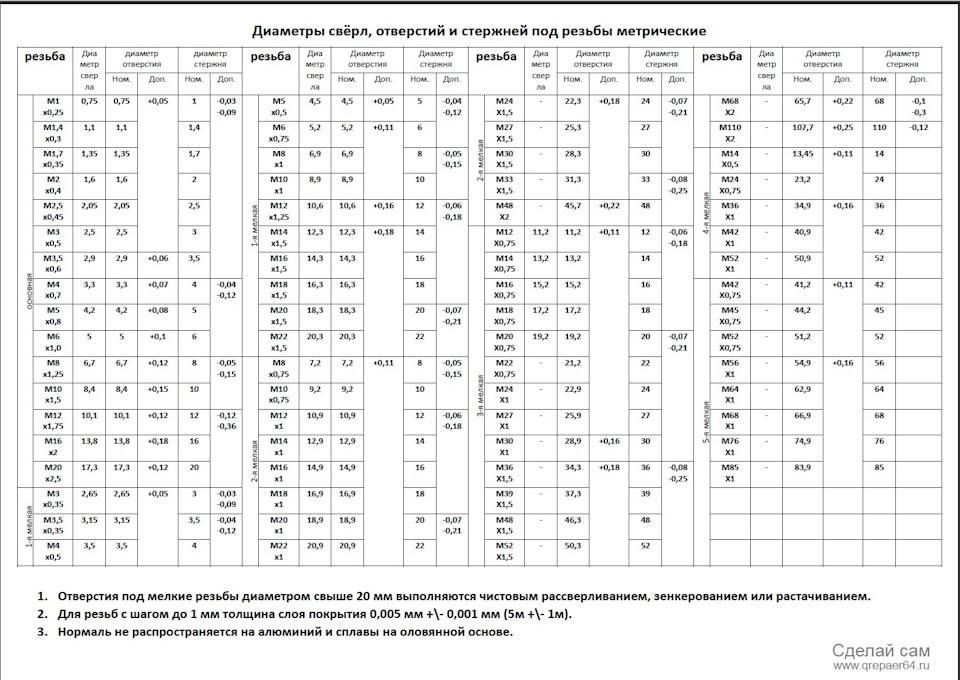
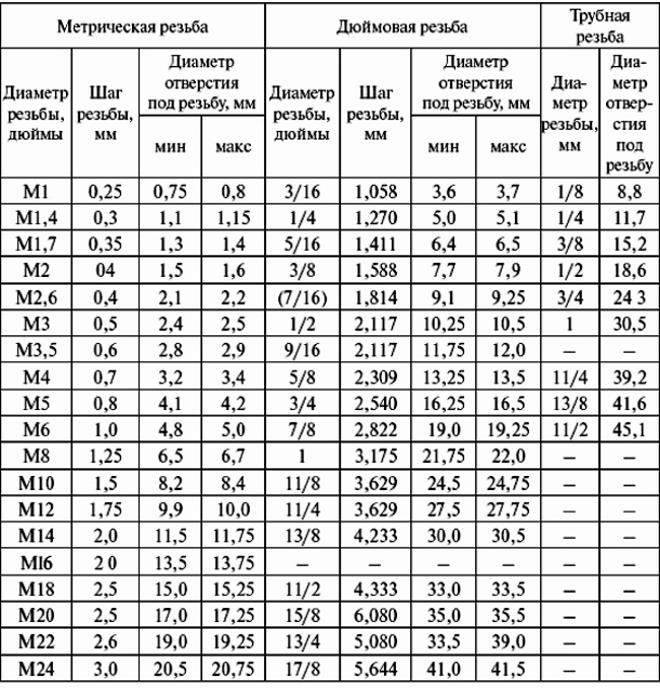
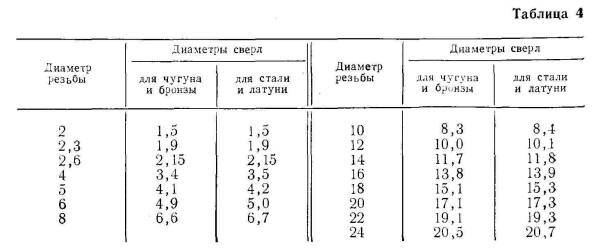
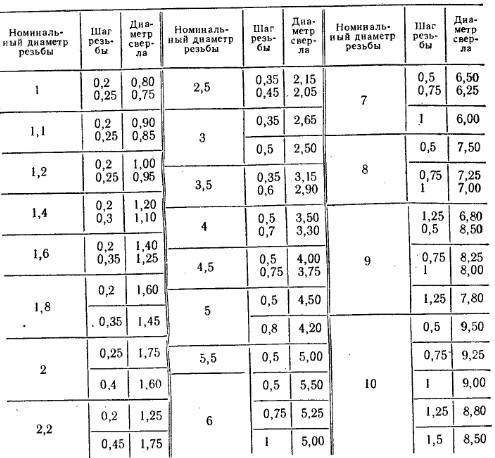
Для того чтобы процесс нарезания внутренней резьбы при помощи метчика не вызывал особых затруднений и завершился качественным результатом, необходимо правильно подготовиться к этой технологической операции. Все способы нарезания резьбы при помощи метчика предполагают, что в обрабатываемой детали уже выполнено отверстие с соответствующим диаметром. Если внутренняя резьба, которую необходимо нарезать, имеет стандартный размер, то для определения диаметра подготовительного отверстия может быть использована специальная таблица с данными по ГОСТу.
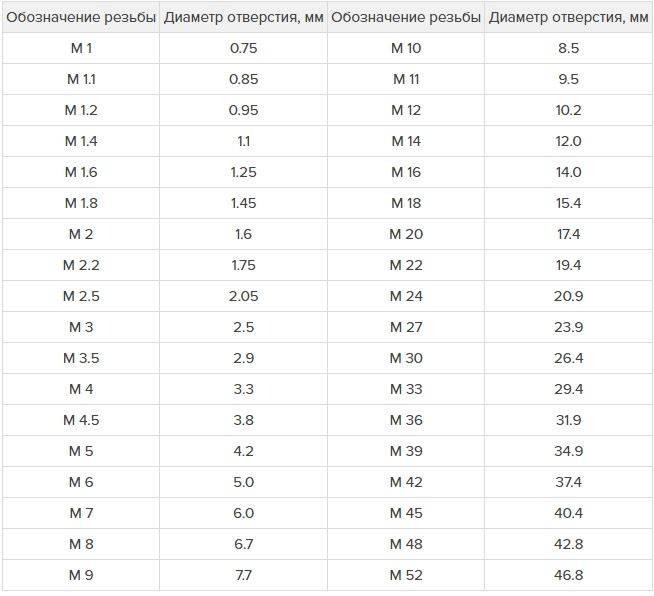
Таблица 1. Диаметры отверстий, высверливаемых под стандартную метрическую резьбу
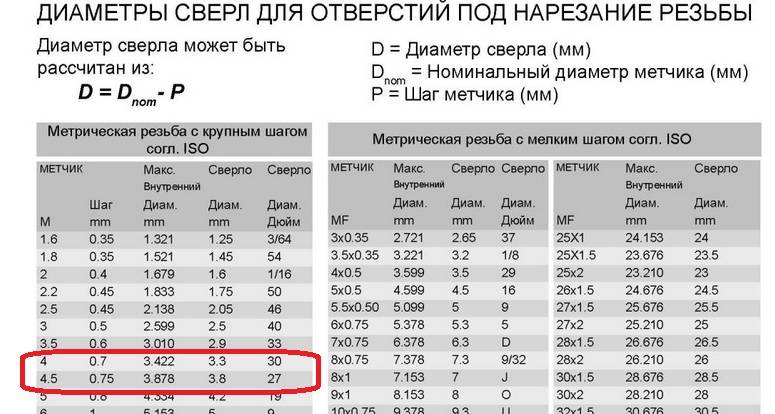
В том случае, если резьба, которую надо нарезать, не относится к категории стандартных, рассчитать диаметр отверстия для ее выполнения можно по универсальной формуле. Прежде всего необходимо изучить маркировку метчика, в которой в обязательном порядке указываются тип нарезаемой резьбы, ее диаметр и шаг, измеряемые в миллиметрах (для метрических). Затем, чтобы определить размер поперечного сечения отверстия, которое надо просверлить для резьбы, достаточно от ее диаметра вычесть шаг. Например, если для нарезания нестандартной внутренней резьбы будет использоваться инструмент с маркировкой М6х0,75, то диаметр подготовительного отверстия рассчитывается следующим образом: 6 – 0,75 = 5,25 мм.
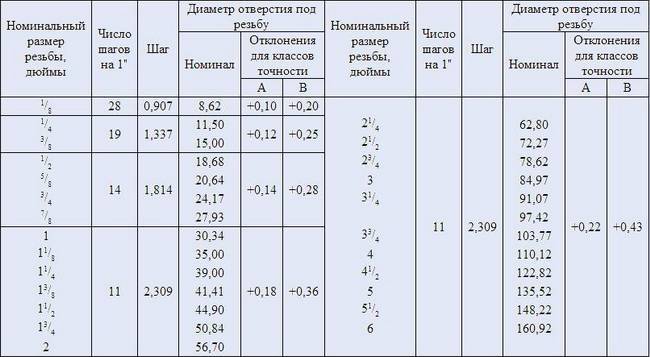
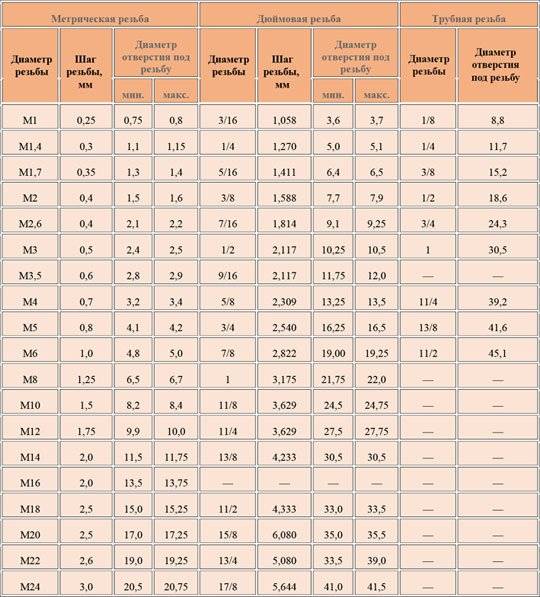
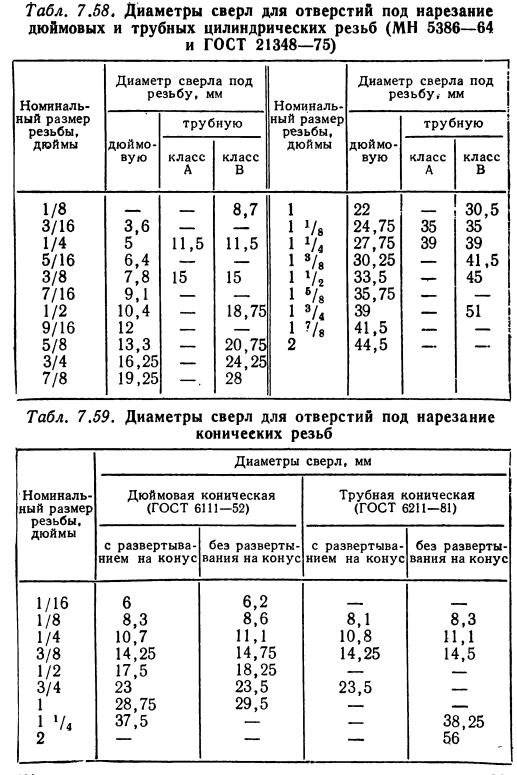
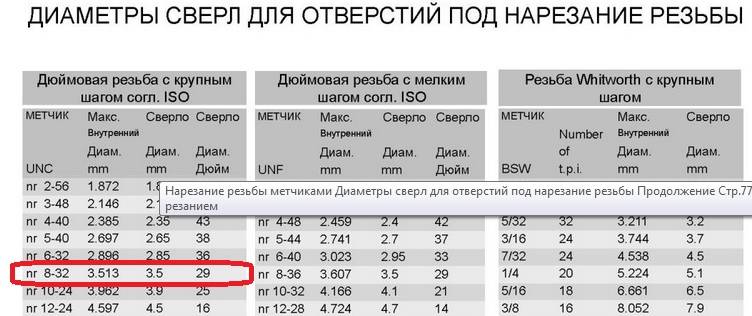
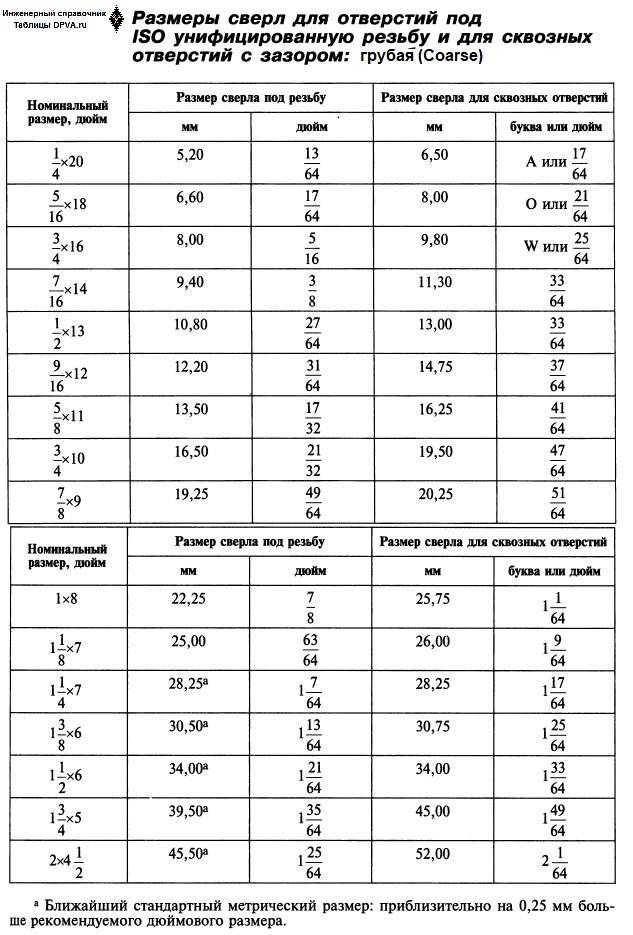
Для стандартных резьб, относящихся к категории дюймовых, также существует таблица, позволяющая правильно выбрать сверло, с помощью которого выполняют подготовительные работы.
Таблица 2. Диаметры отверстий, высверливаемых под дюймовую резьбу
Важным для получения качественного результата является вопрос не только о том, чем нарезают резьбу, но и о том, каким сверлом выполнять подготовительное отверстие
Выбирая сверло, необходимо обращать внимание на параметры и качество его заточки, а также на то, чтобы оно вращалось в патроне используемого оборудования без биения

При высверливании глухих отверстий контролируем глубину сверления
Как правильно нарезать резьбу? Для начала надо подобрать инструменты и расходные материалы:
- электрическую дрель или сверлильный станок, способные работать на низких оборотах;
- сверло, диаметр которого рассчитывается или подбирается по справочным таблицам;
- сверло или зенковку, при помощи которых с края подготовленного отверстия будет сниматься фаска;
- комплект метчиков соответствующего размера;
- ручной держатель для метчиков (вороток);
- слесарные тиски (если изделие, в котором надо нарезать резьбу, необходимо зафиксировать);
- керн;
- молоток;
- машинное масло или другой состав, которым в процессе обработки необходимо смазывать как метчик, так и нарезаемый им участок резьбы;
- ветошь.
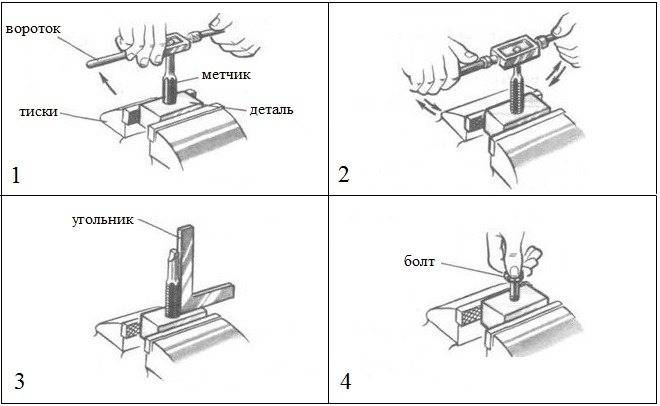
Схема нарезки резьбы метчиком
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп. 4.46/5 (89.23%) проало 13
Нарезается наружная резьба с помощью круглых или раздвижных плашек, а также винтовальных досок. Нарезка резьбы может производится как на станках, так и вручную.
Нарезание резьбы круглыми плашками (лерками).
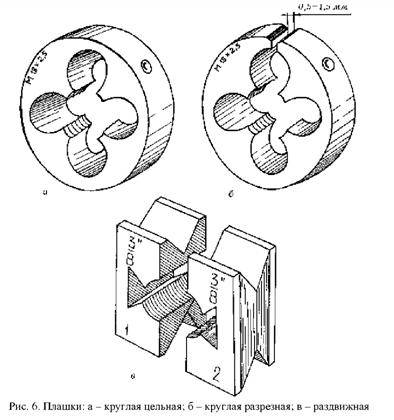
Круглые плашки (лерки) представляют собой диск с нарезанным отверстием. Для отвода стружки и образования перьев с режущими кромками (рис. 1) в плашке делается несколько стружечных отверстий. Плашки (лерки) вставляются в леркодержатель и зажимаются винтами (рис. 2).
Рис. 1. Плашка круглая разрезная (лерка).
Рис. 2. Леркодержатель:
1 — рамка; 2 — ручка; 3 — зажимной винт.
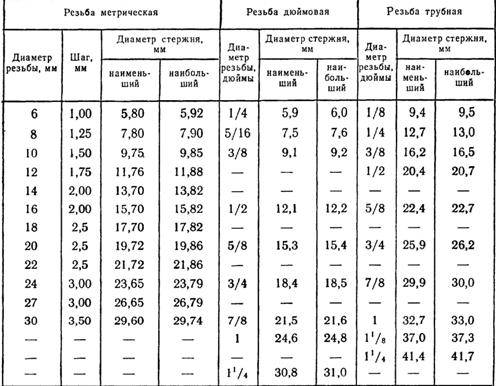
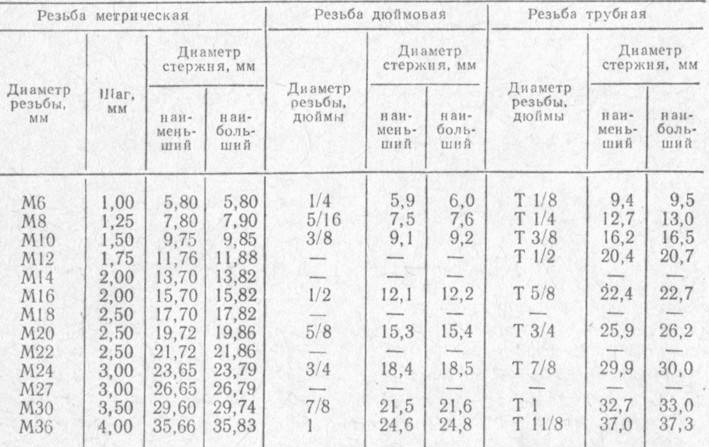
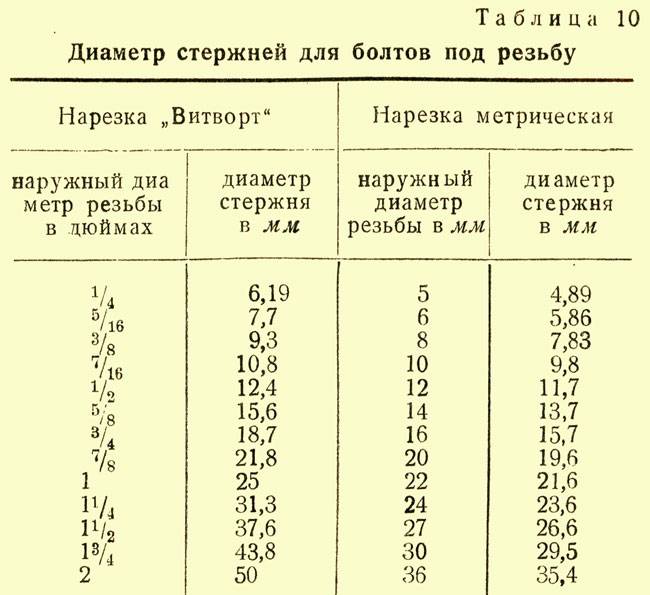
Диаметр нарезаемого стержня берется несколько меньше наружного диаметра резьбы и запиливается конусообразно для захода лерки. Выбор стержней для нарезания метрической или дюймовой резьбы приводится в табл. 1:
Таблица 1. Диаметр стержней для болтов под резьбу.
| Метрическая резьба | Дюймовая резьба | ||
| Наружный диаметр в мм | Диаметр стержня в мм | Наружный диаметр в дюймах | Диаметр стержня в мм |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
Раздвижные плашки (рис. 3, а) состоят из двух призматических половинок с нарезанным отверстием. В средней части отверстия плашки делают канавку, которая образует режущие кромки.
Рис. 3. Плашки раздвижные и сухарь:
а — плашка; б — сухарь.
Клупп для нарезки резьбы.
Для крепления плашек применяется клупп с прямоугольной или косой рамкой (рис. 4). Призматические выступы клуппа входят в пазы плашек, а с боку плашки прижимаются болтами.
Рис. 4. Клупп (косой)


1 — рамка; 2 — ручка; 3 — зажимной винт.
Чтобы избежать непосредственного нажима болта на плашки, между плашками и болтом устанавливается так называемый сухарь (см. рис. 3, б), имеющий форму плашки.
Технология нарезания резьбы плашкой.
Нарезание призматическими плашками несколько отличается от нарезания лерками. При нарезании плашками стержни не запиливаются на конус, а раздвигаются плашки.
Затем зажимаются на стержне, конец которого должен совпадать с верхней плоскостью плашек. Поворачивая клупп вправо и немного влево, производят нарезание резьбы.
Положение леркодержателя и клуппа устанавливается строго перпендикулярно к нарезаемому стержню, в противном случае резьба будет косой и односторонней.
Охлаждение и смазка при нарезании резьбы.
При нарезании резьбы метчиками и плашками необходимо применять смазку. В качестве смазки можно употреблять обычную эмульсию, растворяя одну часть эмульсии на сто шестьдесят частей воды. Кроме того, можно применять: для чугуна — сало и керосин; для стали и латуни — вареное и сурепное масло и лярд; для красной меди — лярд и скипидар; для алюминия — керосин.
Употреблять при нарезании резьбы машинные и минеральные масла не рекомендуется, так как они, увеличивая сопротивление нарезанию, не дают чистых отверстий и приводят к быстрому износу метчиков и плашек.
Винтовальные доски.
Для того, чтобы нарезать резьбу на винтах с диаметрами до 6 мм используют винтовальные доски. На винтовальных досках присутствует несколько нарезанных отверстий разных диаметров с канавками под стружку, по два на каждое отверстие.
Нарезание резьбы плашками выполняется так же, как и нарезание метчиками. Стержень прочно зажимается в тиски, смазывается маслом, а затем на стержень надевается клупп с плашками, зажимается винтом и вращается на полный оборот в одну сторону и на пол-оборота в другую. Если стержень толще требуемого, его необходимо опилить напильником.
Резьба у болтов измеряется кольцевыми резьбовыми калибрами или резьбомером.
Нарезка резьбы на трубах и фитингах.
Трубы и фитинги (соединительные части для труб) нарезаются специальным инструментом с применением приспособлений.
Клупп для нарезки резьбы на трубах.
На трубах резьба нарезается особым клуппом (рис. 5). Клупп для нарезания труб по устройству отличается от обычных клуппов. В прорези его обоймы входят четыре стальных гребенки.
Повертыванием верхней ручки их можно сближать или раздвигать. Поэтому одним клуппом можно нарезать трубы различных диаметров. Кроме того, клупп имеет направляющие, которые регулируются нижней ручкой.
Направляющие обеспечивают правильное положение клуппа на трубе при нарезке.
Рис. 5. Клупп для нарезки труб.
Трубы при нарезке закрепляются специальным трубным прижимом. Прижим состоит из станины, в который помещаются сухари с вырезами для труб различных диаметров.
Инструменты для резьбы
 Для того чтобы выполнить внутреннюю нарезку, вам потребуется метчик, который представляет собой винтообразный инструмент с заострёнными канавками. Стержень обычно представлен в форме цилиндра или конуса. Канавки разбивают саму резьбу на отдельные участки, которые называют гребёнками. Края таких гребёнок — это и есть рабочие поверхности. На сегодняшний день в продаже можно также найти единичные метчики, они чаще всего применяются в целях исправления сорванной резьбы. Для того чтобы выполнить нарезку новой резьбы, лучше всего приобрести комплект.
Для того чтобы выполнить внутреннюю нарезку, вам потребуется метчик, который представляет собой винтообразный инструмент с заострёнными канавками. Стержень обычно представлен в форме цилиндра или конуса. Канавки разбивают саму резьбу на отдельные участки, которые называют гребёнками. Края таких гребёнок — это и есть рабочие поверхности. На сегодняшний день в продаже можно также найти единичные метчики, они чаще всего применяются в целях исправления сорванной резьбы. Для того чтобы выполнить нарезку новой резьбы, лучше всего приобрести комплект.
Во многих магазинах метчики продают парами: один из них предназначен для чистовой работы, другой для черновой. Первый используют для прорезания канавки, второй помогает углубить и защитить её. Бывают и трехпроходные метчики, которые вставляются в воротки. Тонкие инструменты можно найти в продаже в наборах по два, широкие — по три. При покупке таких метчиков учитывайте, что их размер должен непременно совпадать с размером резака. В наборах инструменты обычно отличаются друг от друга согласно рискам, которые нанесены на концах. Присмотревшись можно увидеть отличия:
- Метчик № 1 имеет полные гребни зубцов, его диаметр совпадает с размерами резьбы.
- Метчик № 2 имеет сильно обрезанные верхушки зубьев, его диаметр немного меньше.
- Метчик № 3 имеет укорочённый заборной сегмент и более длинные гребни.
В целом все метчики можно разделить на:
- трубные, предназначенные для внутренней резьбы;
- метрические.
Качество инструментов полностью зависит от материала и свойств. Метчик должен быть из хорошего металла.
Для того чтобы максимально продлить износостойкость метчика, а также повысить качество резьбы, стоит также дополнительно приобрести смазку. В роли смазки при нарезании резьбы в стальных деталях лучше всего применять олифу. Если планируется обработка алюминиевых деталей, применяйте керосин или обыкновенный спирт. Когда под рукой нет подобных технических жидкостей, для смазки инструментов можно применить самое обыкновенное машинное масло. При этом учитывайте, что эффект от него будет намного ниже, чем от других перечисленных средств.
Делаем резьбу своими руками
Подготовка
Перед тем, как нарезать резьбу на трубе своими руками, необходимо провести ряд подготовительных работ:
- отрезать кусок трубы нужного размера. Если производится замена какого-либо участка трубопровода, то требуется аккуратно вырезать трубу, пришедшую в непригодность;
Срез трубы должен быть перпендикулярен ее стенкам. В противном случае резьбовое соединение будет не надежным.
- участок трубы, где будет нарезаться резьба, очищается от краски, ржавчины и так далее. Все посторонние отложения мешают проведению работы;
- с конца трубы снимается фаска для облегчения работы плашки.

Начальный этап нанесения резьбы
Нарезаем наружную резьбу клуппом
Нарезка резьбы на трубе клуппом проходит следующим образом:
- подбирается клупп соответствующего диаметра. Для корректного подбора оборудования применяется штангенциркуль;
- внутренняя поверхность клуппа и подготовленный участок трубы обрабатываются машинным маслом;
- клупп вставляется в металлическую трубу, облегчающую работу по его вращению. Держатель входит в набор для нарезки резьбы на трубах;
- если происходит первоначальная сборка трубопровода, то труба фиксируется в тисках. Если нужно нарезать резьбу на водопроводной трубе при реконструкции водопровода или иной инженерной системы, произвести нарезку можно непосредственно на установленной трубе;
- клупп устанавливается на подготовленную трубу и начинается его вращение, то есть процесс нарезки резьбы.
Сделав несколько поворотов вокруг трубы необходимо отвести клупп в обратном направлении приблизительно на 90º. Это позволит удалить с будущей резьбы снимаемую стружку.

Изготовление резьбы при помощи клуппа
После окончания резки масло необходимо полностью удалить.
Наглядно посмотреть на процесс нарезки резьбы клуппом можно на видео.
Нарезка резьбы плашкой
Плашка для нарезания резьбы на трубах может быть:
- круглой формы. Для нанесения резьбы на трубы различного диаметра используются отличные по размерам плашки;
- раздвижной. Использование такой плашки помогает в нарезании резьбы на трубах различных диаметров. Для раздвижной плашки применяется специальный держатель.
Различные плашки для нанесения резьбы
Плашки для нарезания резьбы на трубах используются более часто, так как имеют меньшую стоимость.
Перед тем, как нарезать резьбу на трубе плашкой (леркой), нужно подготовить трубу описанным выше способом. Затем можно проводить саму процедуру по следующей схеме:
- при помощи штангенциркуля подобрать нужную по диаметру плашку;
- смазать внутреннюю часть лерки и поверхность трубы любым доступным материалом;
- закрепить плашку в специальном держателе. Лерки для нарезания резьбы на трубах должны быть прочно закреплены в держателе. В противном случае резьба получится неровной, что приведет к образованию течи в месте соединения;
- плашкодержатель вращается в нужном направлении. После нескольких витков необходимо, как и предыдущем случае, избавиться от скопившейся стружки. Для этого инструмент немного поворачивается в обратном направлении;
- после нанесения резьбы труба и используемый инструмент очищаются от смазки.
На начальной стадии используются черновые плашки, которые четко прорезают трубу, но не дают большой точности резьбы. Окончательная нарезка производится чистовой плашкой.

Нанесение резьбы при помощи лерок
Нарезаем внутреннюю резьбу
Чтобы сделать внутреннюю резьбу, требуется:
- подготовить отверстие. Оно должно быть чистым и не содержать никаких покрытий и посторонних отложений. Отверстие смазывается;
- подобрать метчик по диаметру;
- установить метчик в отверстие, при этом следует соблюдать вертикальность нарезного оборудования. Начать вращение метчика по часовой стрелке.
Процедура нарезки резьбы внутри трубы
Для нанесения внутренней резьбы требуется использовать два метчика: черновой и чистовой. Черновой метчик удаляет около 70% стружки, а чистовой оставшиеся 30%.
Резьбу на металлической трубе можно сделать своими руками. Для этого потребуется покупка специального инструмента и небольшое количество времени. Проведение работы доступно не только для профессионалов, но и для простых пользователей.
Технология нарезания внутренней резьбы
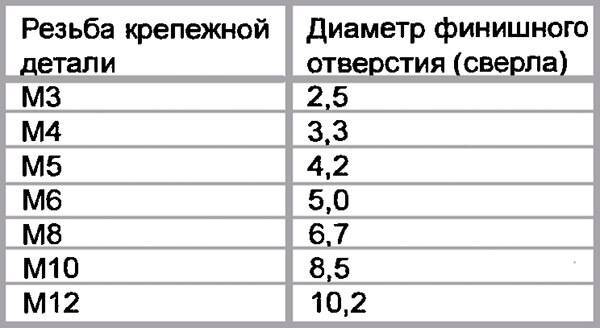
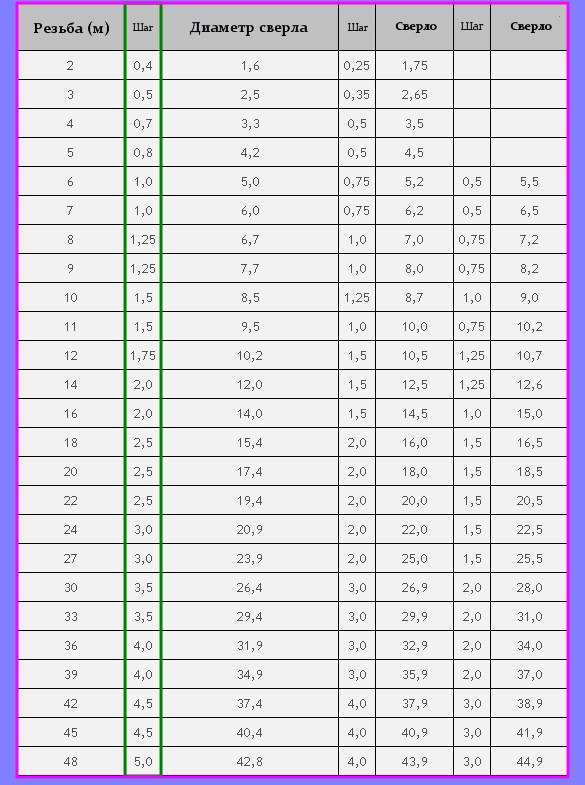
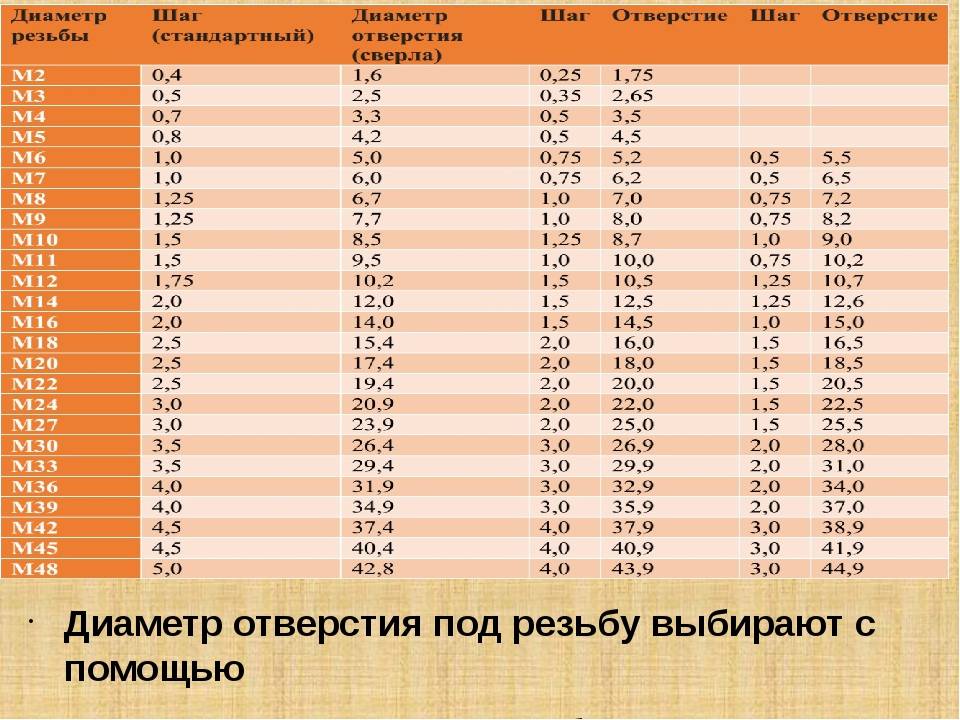
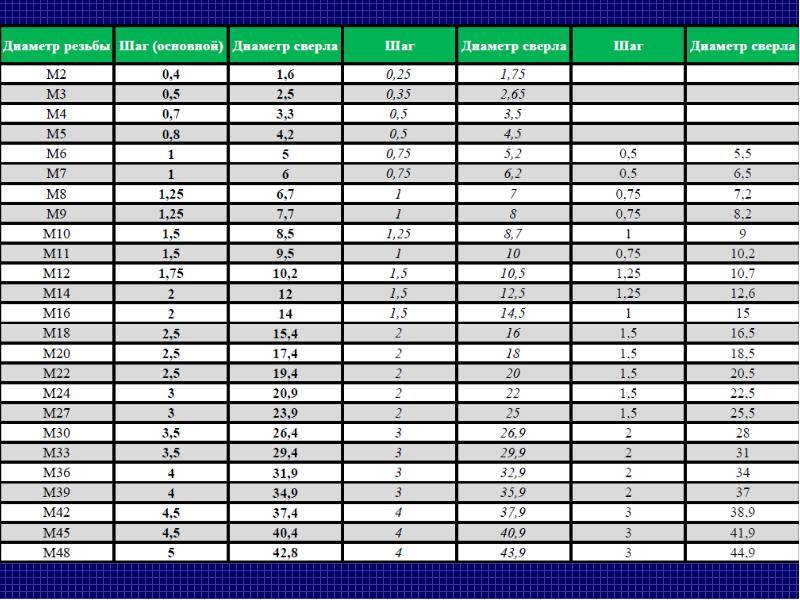
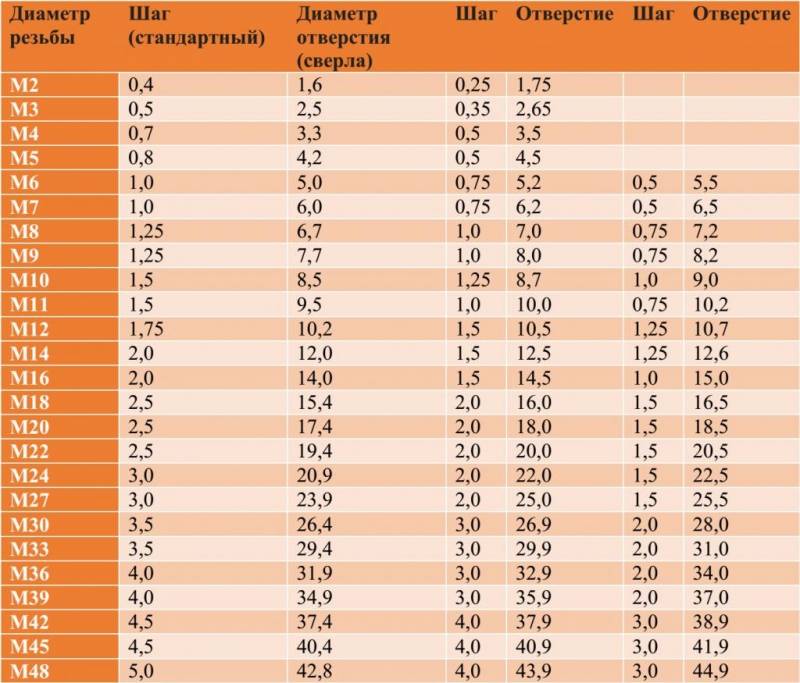
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
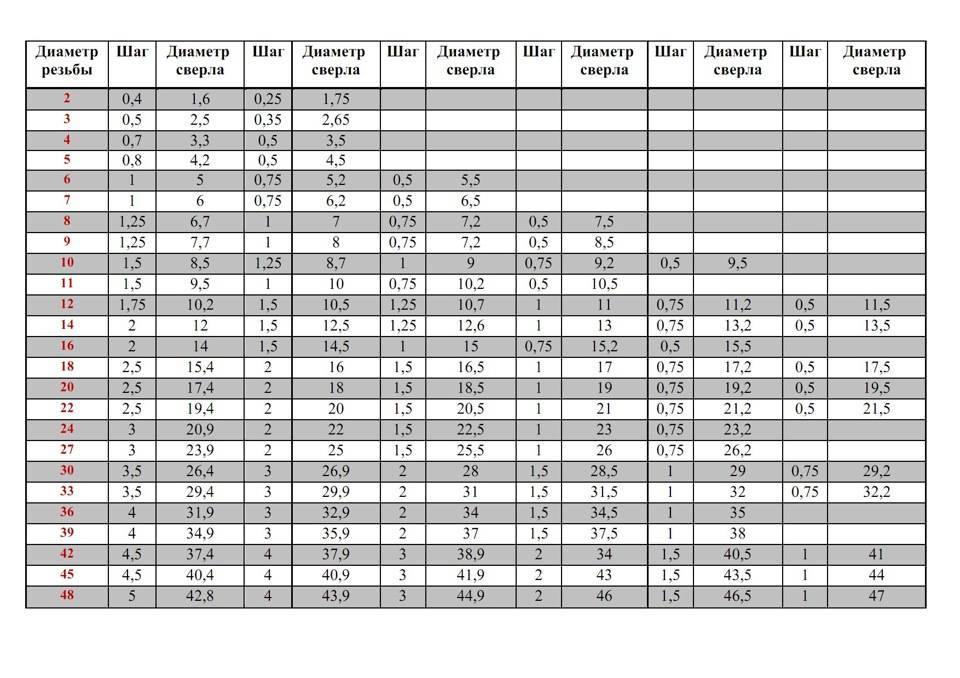
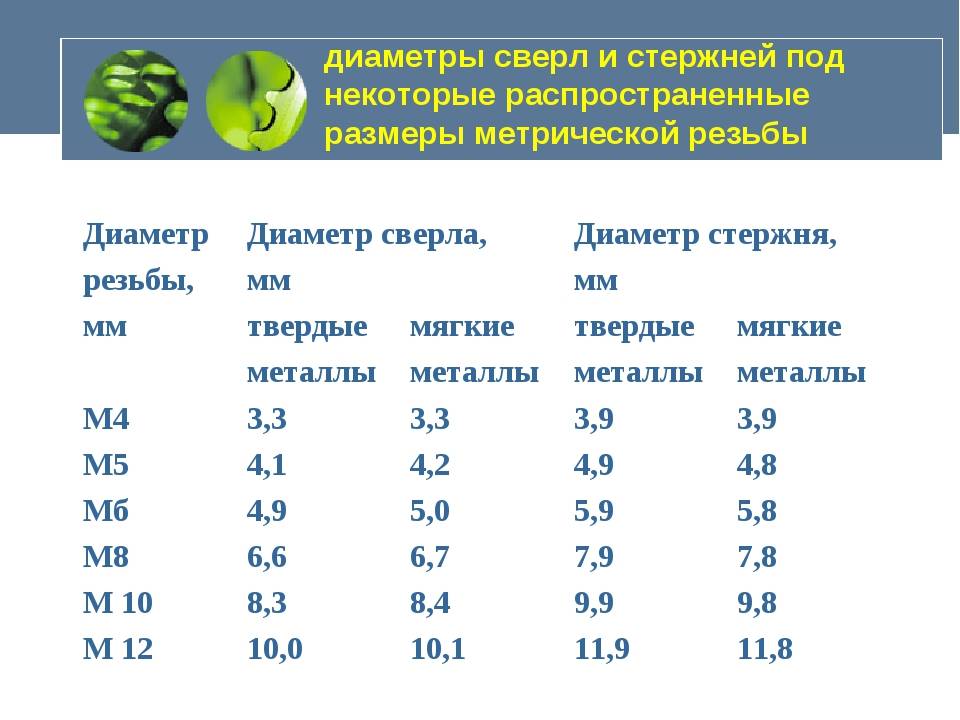
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
Читать также: Номинальный диаметр резьбы винта
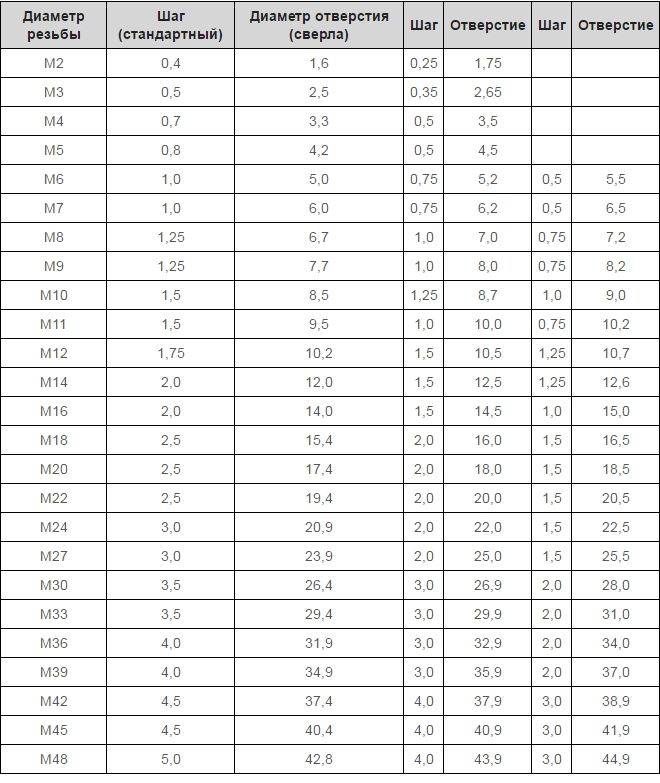
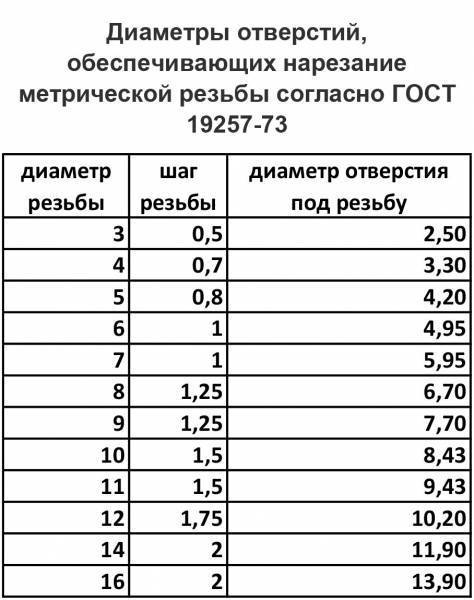
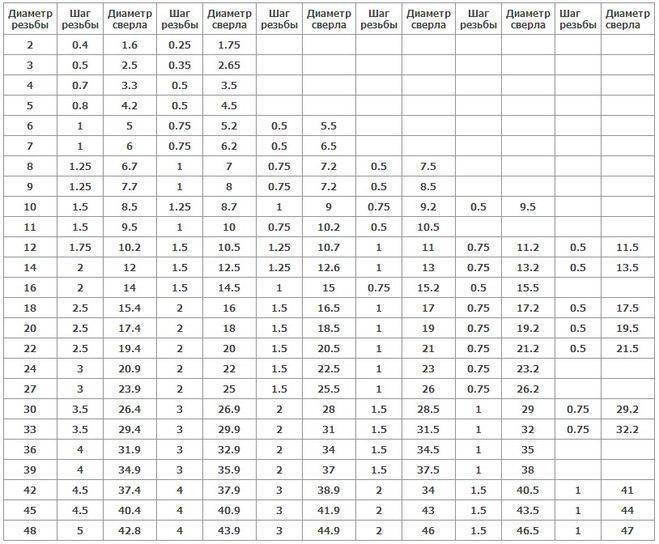
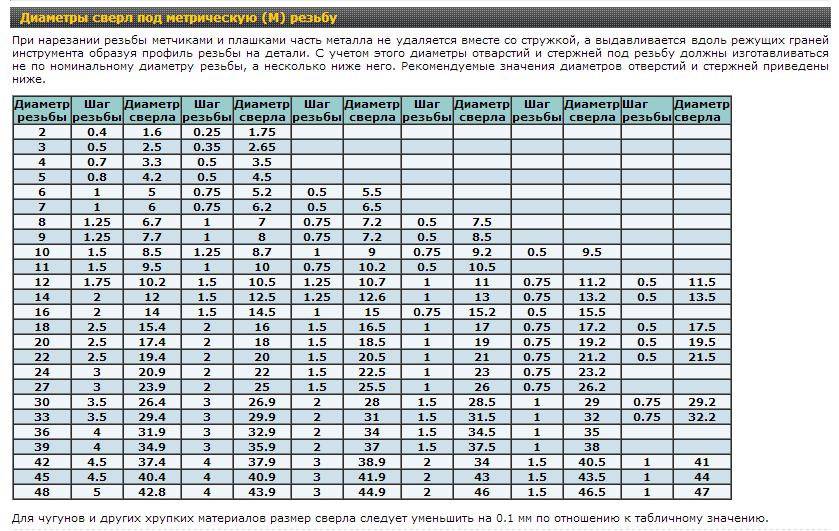
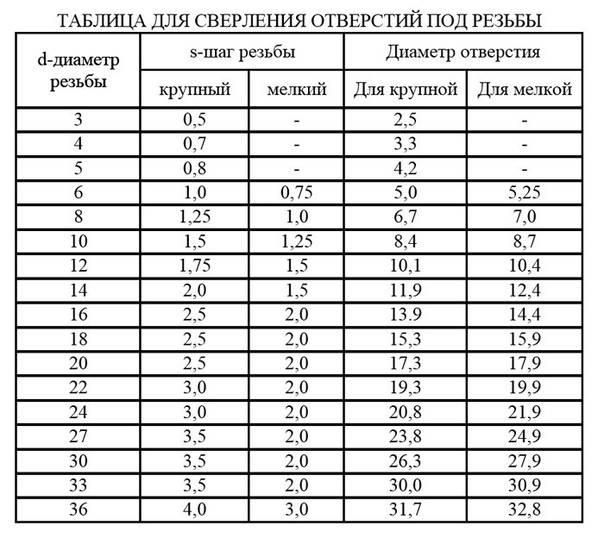
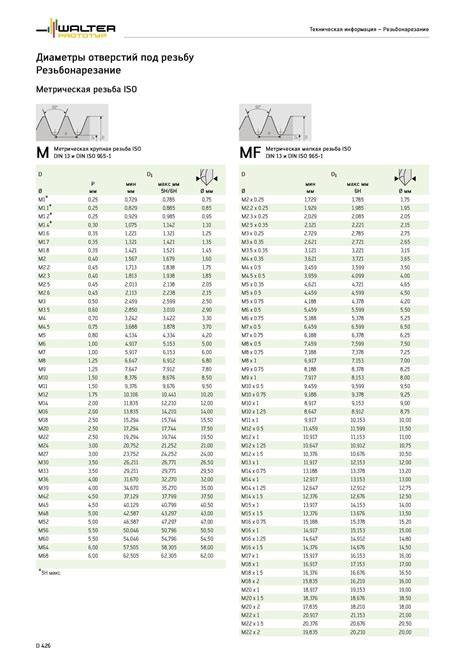
Таблица 1. Основные диаметры отверстий под метрическую резьбу
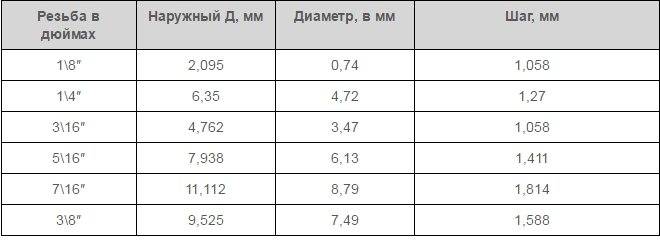
Таблица 2. Диаметры отверстий под дюймовые резьбы
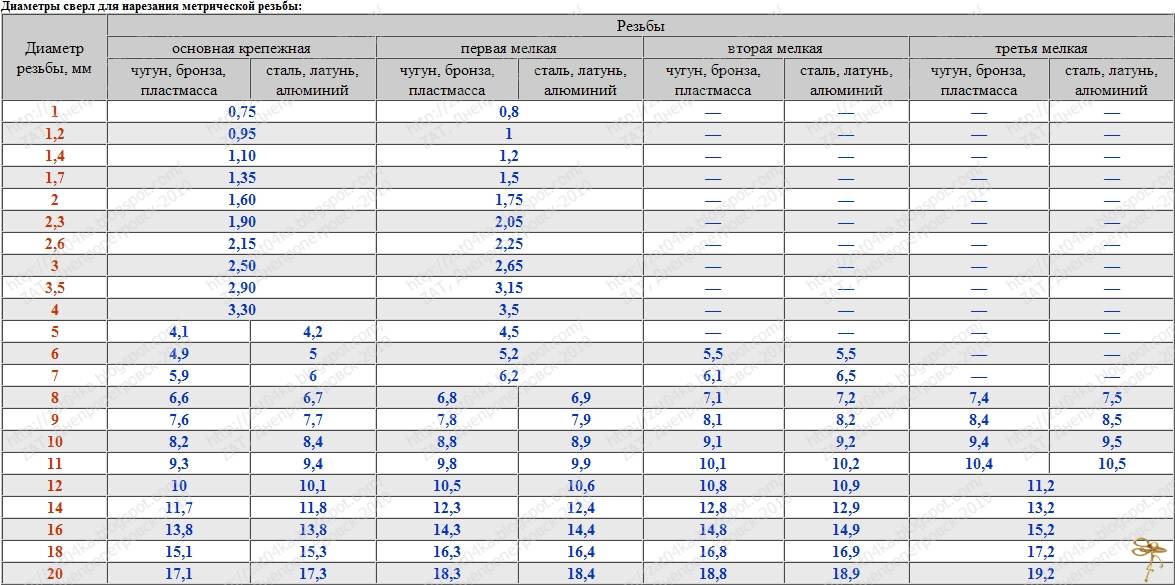
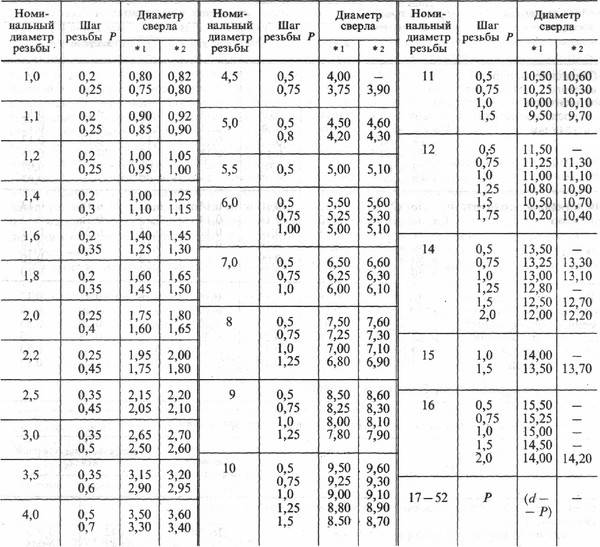
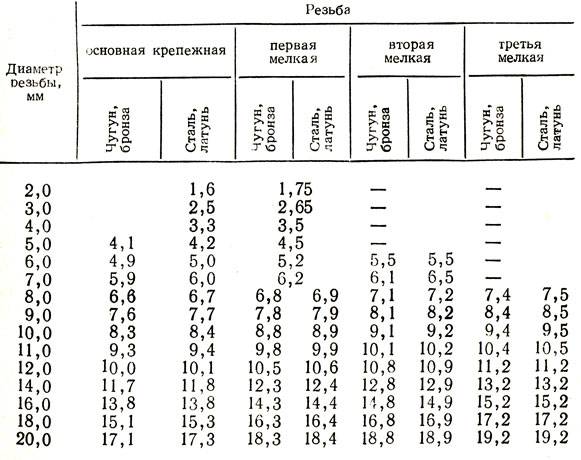
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.

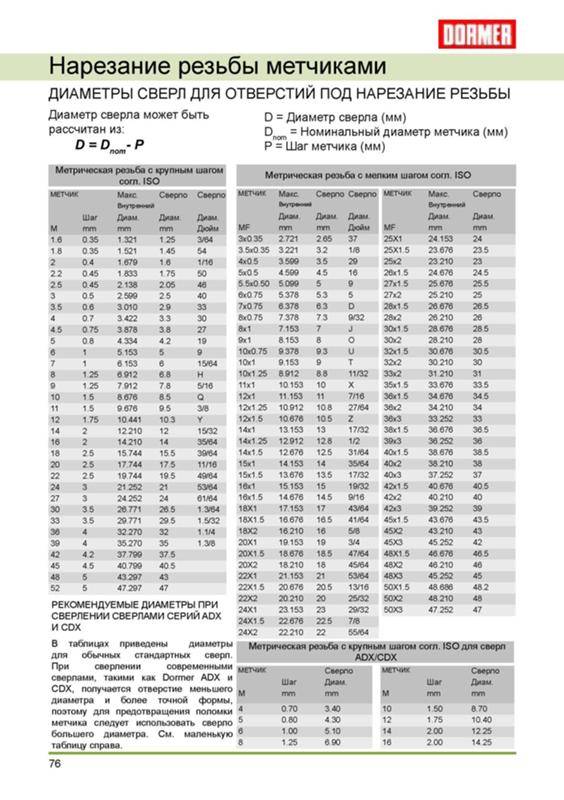
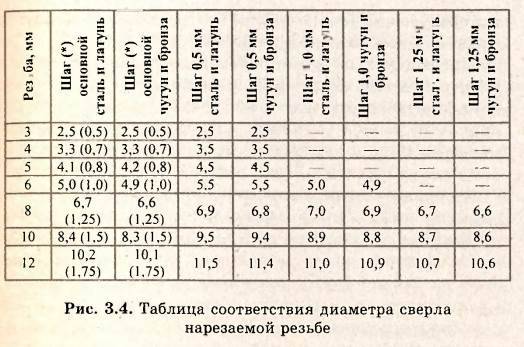
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
До = Дм х 0,8, где:
До – это диаметр отверстия, которое надо выполнить с помощью сверла,
Дм – диаметр метчика, которым будет обрабатываться просверленный элемент.
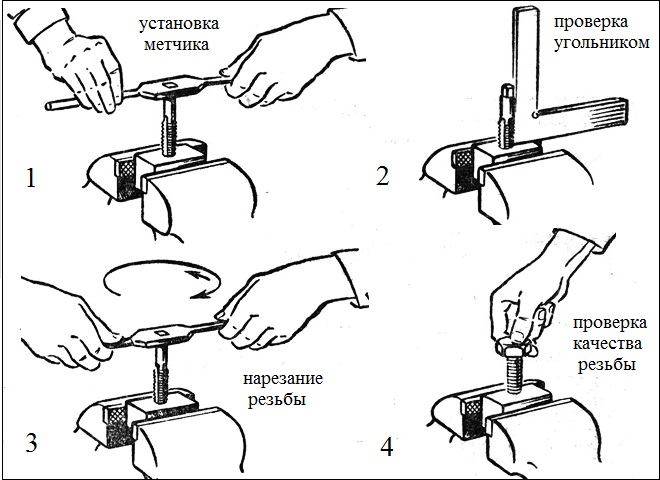
Схема нарезания внутреней резьбы метчиком
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
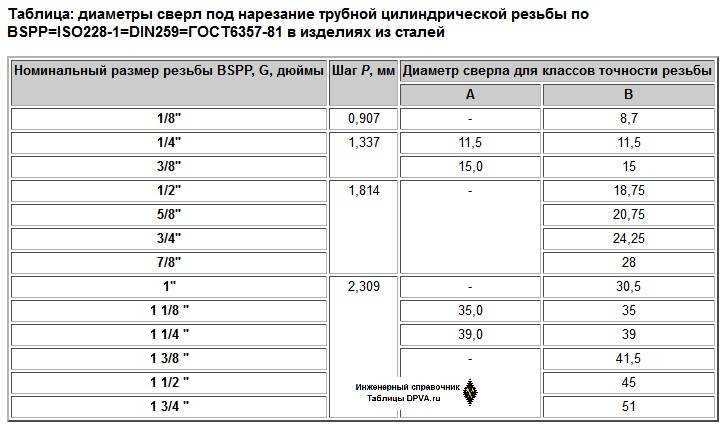
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Основные параметры
Любая резьба характеризуется двумя параметрами:
- диаметром (D);
- шагом (P) — расстоянием от одного витка до другого.
Они определяются ГОСТ 1973257-73. Нормальным считается крупный шаг, но ему соответствует несколько более мелких. Малый шаг используют при нанесении на тонкостенные изделия (трубы с тонкой стенкой). Также делают мелкий виток если нанесенная резьба — способ подстройки каких-либо параметров. Также малый шаг между витками делают для повышения герметичности соединения и для преодоление явления самовывинчивания детали. В остальных случаях нарезается стандартный (крупный) шаг.

Типы резьбы и ее основные характеристики
Видов резьбы много, так как каждая имеет свои особенности формирования, диаметр отверстия под резьбу в каждом случае отличается. Все они прописаны в ГОСТах, но чаще всего используют треугольную метрическую и коническую метрическую резьбу. Дальше говорить будем о них.
Треугольную резьбу мы обычно наблюдаем на болтах и других подобных крепежных элементах, коническую — на большинстве сантехнических изделий, предполагающих разъемное соединение.




