Усиление самодельной установки
Для усиления мощности и плотности луча, который и является главным режущим элементом, следует приготовить:
- 2 «кондера» на 100 пФ и мФ;
- Сопротивление на 2-5 Ом;
- 3 аккумуляторные батарейки;
- Коллиматор.
Ту установку, которую вы уже собрали можно усилить, чтобы в быту получить достаточно мощности для любых работ с металлом. При работе над усилением помните, что включить напрямую в розетку ваш резак будет для него самоубийством, поэтому следует позаботиться о том, чтобы ток сперва попадал на конденсаторы, после чего отдавался батарейкам.
При помощи добавления резисторов вы можете повысить мощность вашей установки. Чтобы еще больше увеличить КПД вашего устройства, используйте коллиматор, который монтируется для скапливания луча. Продается такая модель в любом магазине для электрика, а стоимость колеблется от 200 до 600 рублей, поэтому купить ее не сложно.
Дальше схема сборки выполняется так же, как было рассмотрено выше, только следует вокруг диода накрутить алюминиевую проволоку, чтобы убрать статичность. После этого вам предстоит измерить силу тока, для чего берется мультиметр. Оба конца прибора подключаются на оставшийся диод и измеряются. В зависимости от нужд вы можете урегулировать показатели от 300 мА до 500 мА.
После того, как калибровка тока выполнена, можно переходить к эстетическому декорированию вашего резака. Для корпуса вполне сойдет старый стальной фонарик на светодиодах. Он компактный и умещается в кармане. Чтобы линза не пачкалась, обязательно обзаведитесь чехлом.
Технология лазерной резки металлов
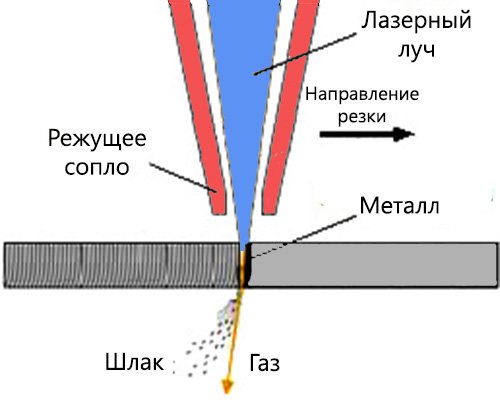
Процедура лазерной резки металла достаточно проста. Лазер – это тонкий луч, который на металлической заготовке образует точку. Металл на этой точке быстро нагревается до температуры плавления и начинает закипать, а затем испаряться. Если режется тонкий металлический элемент, то это происходит именно так. С толстыми деталями немного сложнее, потому что большое количество металла не может испаряться. Поэтому в технологию добавляют газ, который выдувает расплавленный металл из зоны реза. В качестве газа можно использовать кислород, азот, любой инертный газ или обычный воздух.
https://www.youtube.com/watch?v=aIE7DBgFNjc
Виды лазерной резки
В основе технологического процесса лежат несколько элементов, которые и определяют процесс резки металлов лазером. А именно:
- источник энергии;
- рабочий элемент, который и образует лазерный поток;
- блок, в состав которого входят специальные зеркала, такой прибор называется оптический резонатор.
Именно рабочий элемент и создает классификацию лазерных установок, в которых сам режущий инструмент разделяется по мощности.
- Мощностью не больше 6 кВт – называются твердотельными.
- 6-20 кВт – это газовые.
- 20-100 кВт – газодинамические.
К первой позиции относятся технологии, в которых используется твердое тело: рубин или специальное стекло с добавками флюорита кальция. Такие лазеры могут создать мощный импульс буквально за несколько долей секунд, к тому же они работают как в импульсном режиме реза, так и в непрерывном.
Вторая позиция – это лазер на основе газовой смеси, которая нагревается электрическим током. Электроэнергия придает направленному потоку газов монохромность и направленность. В состав смеси входят углекислый газ, азот и гелий.
Третья позиция – это также газовый лазер на основе углекислого газа. Газ нагревают и пропускают через узкий проход, где он остывает и расширяется одновременно. При этом выделяется огромная тепловая энергия, которая и режет металл большой толщины. Точность реза высокая, потому что данный вид лазера обладает большой мощностью. При этом расход энергии луча небольшой.
Режимы резки
Параметров, которые влияют на резку, достаточно много. Это и скорость проводимого процесса, и мощность лазера, его плотность, фокусное расстояние, диаметр луча, состав излучения, вид и марка разрезаемого металла. К примеру, низкоуглеродистые стали режутся быстрее, чем нержавейка, почти на 30%. Если кислород заменить обычным воздухом, то скорость реза снижается почти в два раза. Скорость резки алюминия лазером мощностью 1 кВт составляет в среднем 12 м/с, титана – 9 м/с. Эти показатели соответствуют технологии, в которой применяется кислород.
Выбирая определенный режим резки, необходимо понимать, что от выбранных параметров будет напрямую зависеть и качество реза. Оно характеризуется точностью вырезанной детали, шириною реза, шероховатостью поверхности образованных кромок, их ровностью, наличием на них оплавленного металла (грата), зоной температурного влияния лазера (глубиною). Но, как показывают исследования, на качество больше всего влияет скорость резки и толщина заготовки.
Для примера можно привести показатели качества лазерного процесса, который производился при мощности 1 кВт, с использованием кислорода, газ подавался в зону резки под давлением 0,5 МПа. При этом диаметр сфокусированной точки составлял 0,2 мм.
| Толщина заготовки, мм | Оптимальная скорость резки, м/с | Ширина реза, мм | Шероховатость кромок, мкм | Неперпендикулярность, мм |
| 1 | 10-11 | 0,1-0,15 | 10-15 | 0,04-0,06 |
| 3 | 6-7 | 0,3-0,35 | 30-35 | 0,08-0,12 |
| 5 | 3-4 | 0,4-0,45 | 40-50 | 0,1-0,15 |
| 10 | 0,8-1,15 | 0,6-0,65 | 70-80 |
Есть еще один параметр резки металлов при помощи лазера – это точность. Определяется она в процентном соотношении и зависит от качества самого технологического процесса. Требования к данному параметру основываются на толщине разрезаемой детали и на том, для каких нужд данная заготовка будет использована. Что касается толщины, то погрешность может составлять 0,1-0,5 мм, если лазером разрезается металлический профиль толщиною до 10 мм.
Недостатки технологии лазерной резки металла
Привлечение таких технологий при всех своих положительных характеристиках имеют и некоторые ограничения и недостатки. Такими минусами оборудования могут стать следующие моменты:
- применять лазер можно для металлических листов толщиной до 20 мм;
- коэффициент полезного действия на поверхностях со способностями отражать свет сводятся к минимуму;
- обслуживание установок достаточно затратное;
- эффективность работы каждого агрегата определяется параметрами и способностями конкретного лазера.
Перечисленные недочеты могут корректироваться, а металлические листы, которые плохо поддаются таким типам обработки, нарезаются другими устройствами.
Резка металла лазером – это способ работы с поверхностями, который позволяет создавать изделия различной сложности с ровными срезами без необходимости дополнительно их исправлять и дорабатывать. Изделия, созданные с помощью таких установок, могут использоваться в самых разных сферах.
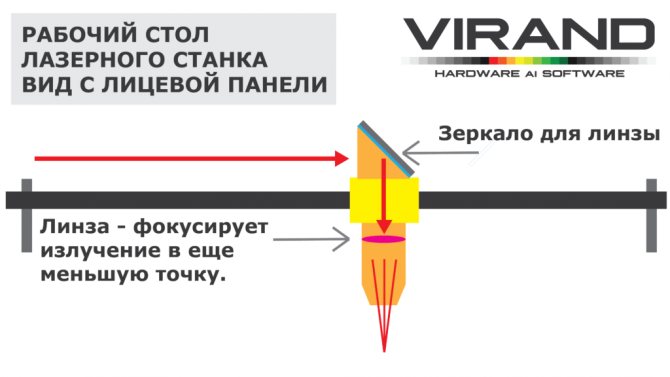
Система зеркал лазерного станка
Я надеюсь, что вам теперь стало понятнее, как работает лазерная трубка. Вернемся к той половине излучения, которую выпускает на волю зеркало с 50% отражением. Это излучение и будет производить резку материала. Но для начала надо его правильно направить. От правильной настройки зеркал очень сильно зависит качество реза.
Как только излучение выходит из трубки, то оно попадает на поверхность зеркала для оси X. Это зеркало недвижимо, настройку надо начинать именно с него. Главная задача — сделать так, чтобы луч, отраженный от этого зеркала попадал в одну и ту же точку зеркала по оси Y. Оно не обязательно должно попадать в центр, главное — чтобы в одну точку.
После того, как зеркало по оси X настроено, необходимо настроить зеркало по оси Y абсолютно таким же способом. Последнее зеркало — это зеркало для линзы. Его задача правильно подать луч на линзу, благодаря чему линза правильно и точно сфокусирует излучение, а вы получите качественный рез.
У некоторых людей, купивших станок где-то на стороне возникает проблема. Даже если все зеркала четко настроены, то в разных местах луч бьет не в одну точку. Ответ на эту проблему практически однозначен — вина кроется в механике и направляющие станка не параллельны.
Как устроен лазерный станок
Станки для лазерной резки металла различаются габаритами, мощностью, степенью автоматизации. На российском рынке наиболее распространены установки отечественно производства, немецкого и китайского.
Любая модель, независимо от функциональности и производительности включает следующие основные элементы:
 Лазерный резак на газовой смеси
Лазерный резак на газовой смеси
- излучатель;
- систему формирования и транспортировки излучения;
- систему формирования и транспортировки газа;
- координатное устройство;
- систему автоматизированного управления.
Излучатель необходим для генерирования лазерных пучков, имеет следующие составные части:
- активный элемент;
- система накачки;
- резонатор;
- система модуляции лазерного излучения.
Активным элементом выступают твердотельные или газовые лазеры, которые функционируют в двух режимах:
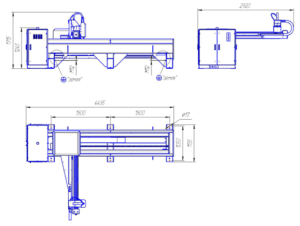 Габаритные размеры станка лазерной резки
Габаритные размеры станка лазерной резки
- импульсном;
- непрерывном.
Система формирования и транспортировки излучения передает лазерные пучки, собирает их в один большой луч и направляет его в необходимое место. Система состоит из:
- юстировочного лазера;
- оптического затвора
- оптических объективов;
- устройства для изменения поляризации;
- системы фокусировки;
- поворотных зеркал.
Система формирования и транспортировки газа предназначена для подготовки его необходимого состава и количества. Затем транспортирует газ к месту разреза через сопло.
https://www.youtube.com/embed/tq0EHsUnwVQ Лазерная резка металла (Laser Cutting)
Действия координатного устройства направлены на перемещение лазерного луча по поверхности заготовки. Оно включает в себя:
- двигатель;
- привод;
- исполнительный механизм.
Система управления выполняет контролирующие функции, следит за четким соблюдением всех параметров, формирует и передает команды, координирует работу всех модулей. В систему входят:
- датчики давления, температуры, состава рабочей смеси;
- датчики параметров излучения (мощности, стабильности оси, расходимости);
- центр управления оптическими элементами и затвором;
- центр управления координатным устройством.
Раскрой листов металла лазерным излучением
Лазерный раскрой листового металла считается очень точным. Работа выполняется в кратчайшие сроки, а результат выполнения высокий.
Видео:
Тип металлического листа может быть любой. Единственное ограничение — слишком большая толщина материала.
Лазерным излучением можно не только разрезать лист, но и сделать гравировку.
Суть работы лазером
Лазерный луч аппарата фиксируется в заданных точках, в результате чего в этих точках повышается температура.
Весь процесс контролирует специальная программа, поэтому все действия лазера будут выверены очень точно.
Теплофизические свойства материалов не оказывают влияния на раскрой.
ВАЖНО ЗНАТЬ: Технология гидроабразивной резки металла
Лазерный луч способен концентрировать большое количество энергии, которая способствует резке сплава.
Лазерный инструмент работает вместе с выделением газа на разрезаемый участок.
Лазерный луч нагревает определенные точки на листе, материал плавится, но по линии, где проходит разрез, сразу же испаряется.
На края заготовки подается специальный пар, который убирает продукты, образованные в результате воздействия лазером.
Лазерный принцип раскроя металла имеет массу преимуществ:
- такой метод обработке имеет доступную стоимость;
- лазер способен обработать металлы, которые имеют высокую твердость;
- благодаря высокой мощности и плотности лазерного луча, производительность работы аппарата очень высокая, при этом качество не теряется;
- скорость проведения операций достаточно высокая;
- при проведении разреза, инструмент не касается металла, поэтому таким способом можно разрезать хрупкий металл, который не поддается какой-либо другой обработке;
- заготовка может иметь разнообразные линии, программа способна справиться с фигурами любой сложности;
- заготовки на листе укладываются очень плотно друг к другу, благодаря чему себестоимость вырезанных деталей снижается;
- после того как детали разрезаны лазерным лучом, их не нужно дополнительно обрабатывать;
- лазерный инструмент легко управляем, поэтому раскрой может производиться по сложным контурам.
Рекомендации по работе с лазером
Раскрой металлов с помощью лазера нужно проводить только на качественном материале. Если на листе есть ржавчина, то стоит отказаться от такого вида обработки.
Края заготовок будут неровными. Кроме этого, материал не должен быть со значительными повреждениями, вмятинами.
Если на листе металла необходимо поместить большое количество деталей, стоит соблюдать расстояние между ними.
В зависимости от того, сколько контуров имеет заготовка, зависит стоимость разреза. Чтобы произвести какой-либо из контуров, лазер должен сделать врезку в лист аккуратно около самой линии.
ВАЖНО ЗНАТЬ: Технология и методы лазерной резки алюминия
Для этого программа затрачивает некоторое время, что влияет на стоимость работы.
Медь и латунь – обработка материала лазером
Для обеспечения раскройки медных листов требуется правильно выставить параметры установки ЧПУ, что во многом предопределяет качество конечных форм. Выполнять резку необходимо на низких скоростях и при максимальной мощности луча. Только такое соотношение условий позволит создать идеальный требуемый продукт. Пренебрежение технологичными нюансами приводит к деформированию кромок и нарушению структурной целостности.
Латунь, как материал, не требует определенной скрупулезной настройки программы резки, допускается проведение раскройки при стандартных параметрах оборудования. Но именно лазерная методика обработки гарантирует отсутствие любых структурных повреждений. Нарушения физических свойств, перегрева детали в процессе работы не происходит. Лазерная резка металла – современный способ ювелирной обработки материалов.
Сфера применения
Обработка металлов лазерным способом применяется в разных отраслях. Благодаря такому способу можно быстро и качественно изготовить крепежные элементы, кронштейны, корпуса разных приборов и многое другое.
Заказчиками изделий, изготовленных таким способом, являются:
- производители складского и торгового оборудования;
- дизайнеры интерьеров;
- рекламные кампании и т. д.
Из металлических листов можно выкраивать даже очень сложные детали, выполнять фрезеровку, делать пазы, а также придавать срезам максимально привлекательный внешний вид.
Благодаря методу лазерной резки можно достичь идеального качества среза, производственный процесс максимально оперативен, количество расходных материалов сведено к минимуму. А еще крой деталей лазерным методом осуществляется крайне точно.
Методика практически незаменима при обработке быстро деформирующихся металлов, материалы не потребуется в дальнейшем обрабатывать, а готовые изделия можно сразу же использовать по назначению, что в некоторых отраслях имеет особое значение.
Основной принцип лазерной резки
Лазерный луч (так называемый лазер) – это когерентное монохроматическое вынужденное излучение узкой направленности, инициатором которого в активной среде выступает внешний энергетический фактор (электрический, оптический, химический и т. д.). В основе этого физического явления лежит способность веществ излучать волны определенной длины.
Фотонное излучение происходит в момент столкновения атома с другим когерентным (идентичным) фотоном, который не поглощается в процессе. Фотоны, которые при этом становятся «лишними», и образуют лазерный луч.
Принцип лазерной резки заключается в том, что излучение оказывает тепловое воздействие на обрабатываемые материалы. В процессе обработки происходит нагревание металла до температуры плавления, а затем до температуры кипения, достигнув которой материал начинает испаряться. В связи с высокой энергозатратностью, такая обработка подходит для металлов небольшой толщины.
Работа с относительно толстыми листами выполняется при температуре плавления. Для облегчения процесса применяют подаваемый в зону обработки газ. Чаще всего пользуются азотом, гелием, аргоном, кислородом или воздухом. Задача газа заключается в удалении из области резки расплавленного материала и продуктов сгорания, поддержании горения металла и охлаждении прилегающих зон. Самым эффективным газом, используемым в процессе обработки, является кислород, позволяющий повысить скорость и глубину реза.
Благодаря высокой концентрации энергии лазерный луч проникает в материал обрабатываемой детали. За счет его воздействия в зоне резки происходит расплавление, испарение, воспламенение или другие процессы, меняющие структуру металла и вызывающие его исчезновение.
Лазерная резка схожа с обычной механической, но вместо режущего инструмента используется луч лазера, а также нет отходов, которые при механической обработке представляют собой металлическую стружку, а при работе с лазером они просто испаряются.
Срез металла при лазерной обработке очень тонкий, к тому же сама область реза очень мала (включая минимальную деформацию и температурную нагрузку на прилегающие зоны). Благодаря этим особенностям резка лазером является наиболее высококачественным способом обработки металлов. К тому же принцип лазерной резки позволяет использовать ее в работе практически с любыми материалами, независимо от конструкционных особенностей, формы и размера (включая бумагу, резину, полиэтилен и др., которые в силу мягкости или малой толщины не могут быть обработаны фрезой).
Прежде чем перейти к описанию принципа лазерной резки, поговорим об установках для работы с лазером, состоящих из трех основных частей:
- Рабочей (активной) среды, создающей лазерное излучение.
- Источника энергии (системы накачки), благодаря которому возникает электромагнитное излучение.
- Оптического резонатора, представляющего собой систему зеркал, которые усиливают излучение.
Возникновение лазерного луча можно описать следующим образом – за счет источника энергии активная среда (к примеру, рубиновый кристалл) из внешней среды получает фотоны, имеющие определенной энергию. Проникая в активную среду, фотоны вырывают из ее атомов аналогичные частицы, однако сами в процессе не поглощаются.
Активная среда дополнительно насыщается за счет действия оптического резонатора (например, двух параллельно расположенных зеркал), благодаря чему имеющие одинаковую энергию фотоны многократно сталкиваются с атомами, тем самым порождая новые фотоны. Одно из зеркал оптического резонатора делают полупрозрачным, позволяющим пропускать фотоны в направлении оптической оси (в виде узконаправленного луча).
Лазерная резка металлов обладает следующими преимуществами:
- Поскольку режущий элемент не вступает в механический контакт с разрезаемой поверхностью, возможно обрабатывать легкодеформируемые или хрупкие материалы.
- Принцип лазерной резки позволяет работать с металлами, имеющими различную толщину. У стальных заготовок она может варьироваться от 0,2 до 30 мм, у алюминиевых сплавов – от 0,2 до 20 мм, у медных и латунных деталей – от 0,2 до 15 мм.
- Лазерная резка отличается высокой скоростью.
- Этот способ позволяет работать с заготовками, имеющими любую конфигурацию.
- Благодаря лазерной резке детали имеют чистые кромки, а отходы практически отсутствуют.
- Резка отличается высокой точностью – до 0,1 мм.
- Плотная раскладка заготовок на листе обеспечивает более экономичный расход листового металла.
Этот способ обработки имеет и определенные недостатки, в первую очередь речь идет о высоком потреблении энергии, а также об использовании дорогостоящего оборудования.
Промышленная резка труб: обзор станка
При резке труб в промышленных масштабах, для обеспечения качественного и ровного реза, используют лазерные станки с ЧПУ. Такое оборудование с помощью направленного лазерного луча проводит прожиг материала, благодаря которому линия среза отличается идеальной точностью. Одним из самых высокоточных и производительных станков для такой работы является SEKIRUS P0306M-6000. Он режет круглые, квадратные D-образные и другие варианты изделий.
Особенности резки труб лазером
У резки лазером множество преимуществ. Этот высокотехнологичная технология обладает высокой скоростью резки и создает безупречную кромку. А значит, экономит на последующей обработки заготовок. Максимально сфокусированный луч лазера производит раскрой труб без отходов. Которые присущи при других методов резки.
С помощью станка SEKIRUS P0306M-6000 можно провести резку труб из всех типов металлов:
- Легированная и инструментальная сталь;
- Титан;
- Латунь;
- Бронза;
- Алюминий.
Лазерный луч не испытывает проблем с резкой металла. Ему безразличен способ изготовления заготовки (литая, сварная или сварная) и ее толщина. Луч лазера способен создать рез без сколов и окалин.
В отличие от традиционных методов резки труб, лазерный обладает следующими преимуществами:
- Деформация металла практически отсутствует;
- Механическое воздействие сводится к минимуму;
- Линия реза обладает высоким качеством поверхности;
- Высокая скорость и производительность резки;
- Получение заготовки высокой точности.
Как проходит резка труб лазером
Станок SEKIRUS P0306M-6000 применяется для лазерной резки труб диаметром 20 мм – 200 мм с толщиной стенок 3,5 мм – 8 мм. Обладая большой мощностью, такого оборудование производит резку со скоростью несколько сантиметров в секунду.
Благодаря высокой скорости трубы при резке не успевают нагреваться. А значит их структура и физические свойства не меняются. Готовая для дальнейшей работы заготовка обладает всеми свойствами первичной детали. Головка швейцарского производителя RayTools, установленная на станке SEKIRUS P0306M-6000, обеспечивает качество луча в < 0.373mrad. Это позволяет расплавить материал с высокой точностью.
Описываемый в этой статье станок кроме резки труб способен обеспечить резку листового металла и заготовок с круглым и прямоугольным сечением. С помощью дополнительной оснастки можно проводить фрезерные работы, наносить гравировку и раскраивать заготовки по сложному контуру.
Станок SEKIRUS P0306M-6000 имеет возможность работы в автоматическом режиме. Оснащенный различными датчиками, этот агрегат способен «понять» когда труба или другая заготовка зайдет в рабочее поле и будет готова для резки. С помощью такого оборудования можно снизить затраты на резку труб и листового металла, уменьшить количество брака и отходов.
Лазерная резка труб – это передовой и прогрессивный способ металлообработки. Использование лазера помогает работать с хрупкими и сверхтонкими материалами. Благодаря наличию специального высокотехничного оборудования, резка лазером вытесняет традиционные виды такой металлообработки.
https://youtube.com/watch?v=UCvFx79i_h5
Другие виды станков можно посмотреть здесь — http://lasergu.ru/katalog-category/stanki-dlya-lazernoy-rezki/lazernaya-rezka-trub/




